一種選區(qū)激光熔化加工方法及裝置
本發(fā)明涉及激光增材制造,具體涉及一種選區(qū)激光熔化加工方法及裝置。
背景技術(shù):
1、選區(qū)激光熔化是金屬材料增材制造中的一種主要技術(shù)途徑。該技術(shù)選用激光作為能量源,按照三維cad切片模型中規(guī)劃好的路徑在金屬粉末床層進行逐層掃描,掃描過的金屬粉末通過熔化、凝固從而達到冶金結(jié)合的效果,最終獲得模型所設(shè)計的金屬零件。
2、目前常規(guī)的加工方法采用單激光進行加工,加工過程中易出現(xiàn)氣孔、裂紋、球化、飛濺、表面質(zhì)量差和幾何變形等缺陷,經(jīng)研究發(fā)現(xiàn),其主要原因在于:氣孔是由于熔池中的氣體在凝固過程中未能及時逸出而形成的空洞;裂紋是由于材料在高溫下受到熱應(yīng)力作用而產(chǎn)生的;球化是金屬粉末在凝固過程中形成的球狀顆粒,影響鋪粉質(zhì)量和構(gòu)件的表面質(zhì)量,進而降低抗拉強度和抗疲勞性能;幾何變形是由于溫度分布不均勻,零件在冷卻過程中會產(chǎn)生殘余應(yīng)力,導(dǎo)致幾何變形,影響零件的尺寸精度和形狀穩(wěn)定性。結(jié)合缺陷形成原因,本發(fā)明提供一種選區(qū)激光熔化加工方法及裝置,以解決上述問題。
技術(shù)實現(xiàn)思路
1、本發(fā)明的目的在于提供一種選區(qū)激光熔化加工方法及裝置,以解決上述背景技術(shù)中提出的現(xiàn)有技術(shù)中存在的問題。
2、為實現(xiàn)上述目的,本發(fā)明提供如下技術(shù)方案:
3、一種選區(qū)激光熔化加工方法,包括以下步驟:
4、s1:將原料按配方比例進行混合,并研磨成均勻粒徑分布的粉末狀;
5、s2:將粉末原料添加到選區(qū)激光熔化加工裝置中,對原料表面施加激光束一,所述激光束一為大光斑、較低能量密度,用于對原料粉末預(yù)熱處理;
6、s3:對原料表面施加激光束二,所述激光束二為小光斑、較高能量密度,用于對預(yù)熱原料粉末進行熔化處理;
7、s4:對熔化的原料表面施加激光束三,所述激光束三為脈沖激光,且為小光斑、較高能量密度,用于對熔化層進行激光沖擊鍛打;
8、s5:再對成型件表面施加激光束四,所述激光束四為大光斑、較低能量密度,用于對成型件進行激光后處理,完成成型件的加工。
9、優(yōu)選的,所述激光束一的功率設(shè)置為150-250w、光斑直徑設(shè)置為140-160μm,所述激光束二的功率設(shè)置為200-400w、光斑直徑設(shè)置為60-75μm;所述激光束三的功率設(shè)置為230-450w、光斑直徑設(shè)置為60-75μm;所述激光束四的功率設(shè)置為120-260w、光斑直徑設(shè)置為110-130μm。
10、優(yōu)選的,所述s2中,粉末原料采用鋪粉輥在選區(qū)激光熔化加工裝置中均勻鋪設(shè)成層狀結(jié)構(gòu)。
11、優(yōu)選的,整個加工過程在保護氣體氛圍中進行。
12、優(yōu)選的,所述s5中,激光束四在施加于成型件后通過緩冷方式控制冷卻速率。
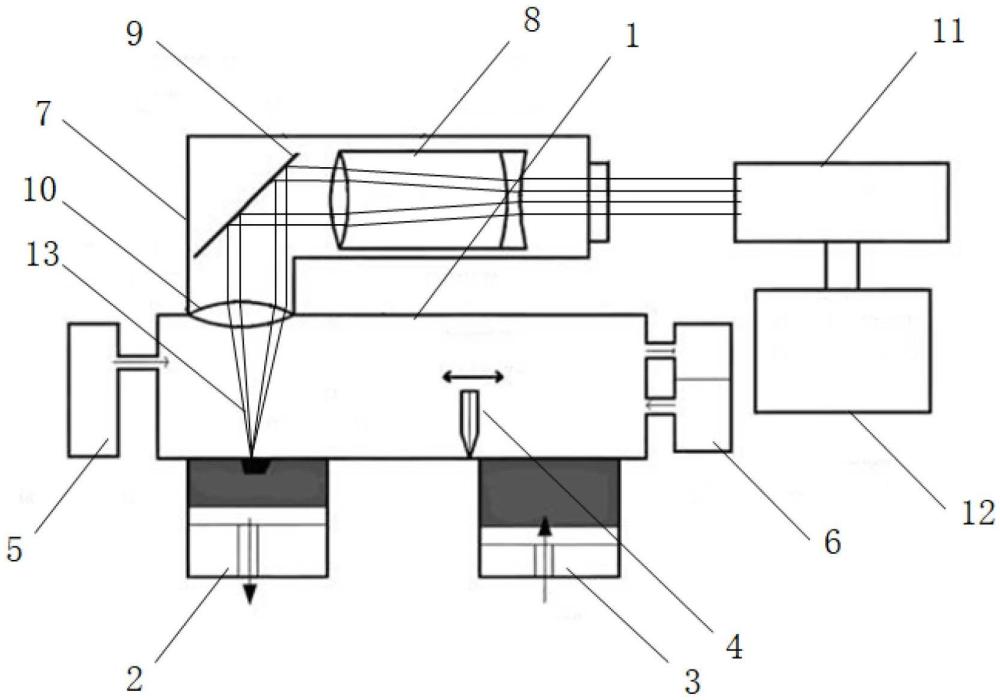
13、一種選區(qū)激光熔化加工裝置,包括成型室、成型缸以及料缸,所述成型室的下端兩側(cè)位置分別安裝有成型缸和料缸,所述成型室的兩端安裝有氛圍保護系統(tǒng)和氣體循環(huán)凈化系統(tǒng),所述成型室的內(nèi)部設(shè)有用于對粉末原料均勻鋪設(shè)的鋪粉輥;
14、所述成型室的上方安裝有鏡架,所述鏡架內(nèi)依次安裝有擴束鏡、掃描振鏡以及f-θ鏡,還包括用于向鏡架內(nèi)發(fā)射激光的激光器,所述激光器通過計算機控制系統(tǒng)進行控制,所述激光器發(fā)射的光束經(jīng)過鏡架后進入到成型室中。
15、優(yōu)選的,所述激光器的數(shù)量設(shè)有四套,其中有三套為連續(xù)激光器,有一套為脈沖激光器。
16、與現(xiàn)有技術(shù)相比,本發(fā)明的有益效果是:
17、本發(fā)明通過激光束一和激光束四的預(yù)熱緩冷作用有效減少溫度梯度,降低最大應(yīng)力,減少成形件開裂紋及剝落;通過激光束二和激光束三的熔化、激光沖擊鍛打降低成形件孔隙率,獲得更高的致密度,以及更好的機械性能及表面質(zhì)量;激光束四同時起到原位熱處理作用,充分利用前三束激光加工的殘余熱量,減少能量消耗;從而通過缺陷控制和組織性能提高成型件性能和成型質(zhì)量。
技術(shù)特征:
1.一種選區(qū)激光熔化加工方法,其特征在于,包括以下步驟:
2.根據(jù)權(quán)利要求1所述的一種選區(qū)激光熔化加工方法,其特征在于:所述激光束一的功率設(shè)置為150-250w、光斑直徑設(shè)置為140-160μm,所述激光束二的功率設(shè)置為200-400w、光斑直徑設(shè)置為60-75μm;所述激光束三的功率設(shè)置為230-450w、光斑直徑設(shè)置為60-75μm;所述激光束四的功率設(shè)置為120-260w、光斑直徑設(shè)置為110-130μm。
3.根據(jù)權(quán)利要求1所述的一種選區(qū)激光熔化加工方法,其特征在于:所述s2中,粉末原料采用鋪粉輥在選區(qū)激光熔化加工裝置中均勻鋪設(shè)成層狀結(jié)構(gòu)。
4.根據(jù)權(quán)利要求1所述的一種選區(qū)激光熔化加工方法,其特征在于:整個加工過程在保護氣體氛圍中進行。
5.根據(jù)權(quán)利要求1所述的一種選區(qū)激光熔化加工方法,其特征在于:所述s5中,激光束四在施加于成型件后通過緩冷方式控制冷卻速率。
6.一種用于權(quán)利要求1-5中任一項所述加工方法的選區(qū)激光熔化加工裝置,其特征在于,包括成型室(1)、成型缸(2)以及料缸(3),所述成型室(1)的下端兩側(cè)位置分別安裝有成型缸(2)和料缸(3),所述成型室(1)的兩端安裝有氛圍保護系統(tǒng)(5)和氣體循環(huán)凈化系統(tǒng)(6),所述成型室(1)的內(nèi)部設(shè)有用于對粉末原料均勻鋪設(shè)的鋪粉輥(4);
7.根據(jù)權(quán)利要求6所述的一種選區(qū)激光熔化加工裝置,其特征在于:所述激光器(11)的數(shù)量設(shè)有四套,其中有三套為連續(xù)激光器,有一套為脈沖激光器。
技術(shù)總結(jié)
本發(fā)明公開了一種選區(qū)激光熔化加工方法及裝置,涉及激光增材制造技術(shù)領(lǐng)域,包括以下步驟:將原料按配方比例進行混合,并研磨成均勻粒徑分布的粉末狀;將粉末原料添加到選區(qū)激光熔化加工裝置中,對原料表面施加激光束一,所述激光束一為大光斑、較低能量密度,用于對原料粉末預(yù)熱處理;本發(fā)明通過激光束一和激光束四的預(yù)熱緩冷作用有效減少溫度梯度,降低最大應(yīng)力,減少成形件開裂紋及剝落;通過激光束二和激光束三的熔化、激光沖擊鍛打降低成形件孔隙率,獲得更高的致密度,以及更好的機械性能及表面質(zhì)量;激光束四還起到原位熱處理作用,充分利用前三束激光加工的殘余熱量,減少能量消耗;從而通過缺陷控制和組織性能提高成型件性能和成型質(zhì)量。
技術(shù)研發(fā)人員:方駿,王東生,李贊松,楊友文,李壬棟,韓振江
受保護的技術(shù)使用者:銅陵學(xué)院
技術(shù)研發(fā)日:
技術(shù)公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!