一種圓形空心RFID標簽的生產裝置及方法與流程
【】本發明涉及標簽生產,具體涉及一種圓形空心rfid標簽的生產裝置及方法。
背景技術
0、
背景技術:
1、隨著無線射頻技術的不斷發展,無線射頻識別(radiofrequencyidentification,rfid)已經廣泛應用于人民的生產和生活中,例如公交卡、門禁卡、考勤卡等。rfid是一種非接觸式的自動識別技術,它通過射頻信號自動識別目標對象并獲取相關數據,識別過程無需人工干預。rfid標簽的生產已實現了高效的自動化,例如公告號為cn114179490b的中國發明專利公開了一種柔抗標簽折疊排廢設備及方法、公告號為cn106945122a的中國發明專利申請公開了全智能伺服熱壓成型圓刀模切機等。
2、rfid標簽具有多種形態,包括長方形、圓形及正方形等,基于其功能特點,其在畜牧養殖業的使用十分廣泛,在使用過程,為方便將rfid標簽掛置在動物的耳朵上,通常將圓形的rfid標簽中心去孔后進行掛置,例如公告號為cn221329828u的中國實用新型專利公開了一種應用于畜牧業的rfid標簽豬耳標。但是rfid標簽在使用現有技術的生產的過程中,僅能生產獲得實心圓形的rfid標簽,這導致需要逐一對實心圓形的rfid標簽去孔后才可以使用,十分不便。因此,如何生產獲得空心的rfid圓形標簽是主要要解決的問題。
技術實現思路
0、
技術實現要素:
1、本發明旨在至少解決上述提出的技術問題之一,提供一種圓形空心rfid標簽的生產裝置,其能夠生產獲得去中心圓孔的圓形空心rfid標簽。
2、為達到上述目的,本發明所采用的技術方案是:
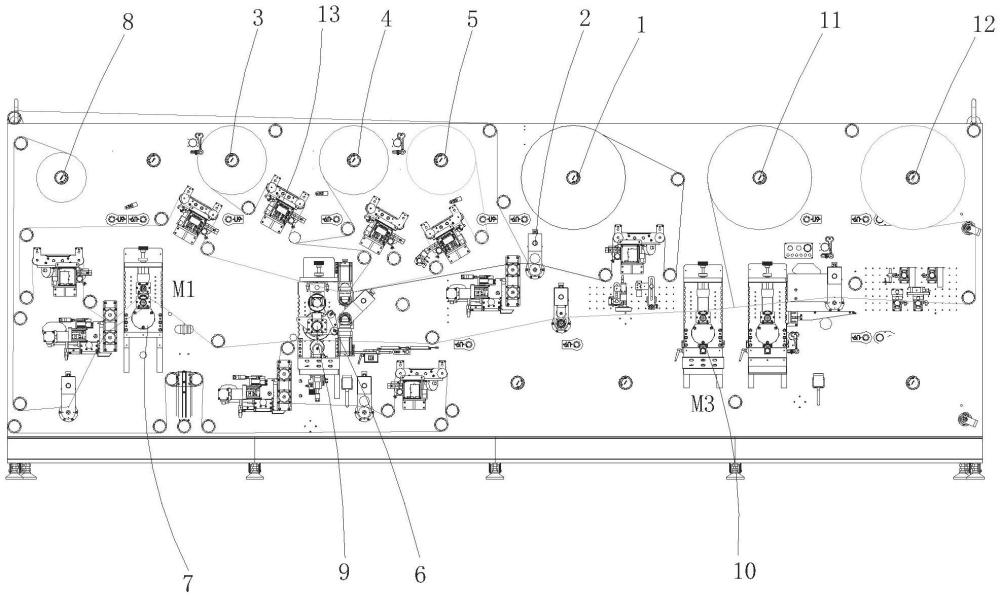
3、一種圓形空心rfid標簽的生產裝置,包括pet面材放卷件、pet面材牽引件、雙面膠放卷件、雙面膠底紙收廢件、inlay放卷件、壓合件、模切去孔件、雙面膠面紙收廢件、pet面材離型紙復用件、模切大圓件、大圓收廢件及成品收卷件,
4、所述pet面材牽引件設于所述pet面材放卷件的下游,所述雙面膠放卷件及所述inlay放卷件均設于所述pet面材牽引件的下游,所述壓合件設于所述雙面膠放卷件及所述inlay放卷件的下游,所述雙面膠底紙收廢件及所述模切去孔件均設于所述壓合件的下游,所述pet面材離型紙復用件設于所述模切去孔件的下游,所述模切大圓件設于所述pet面材離型紙復用件的下游,所述大圓收廢件及所述成品收卷件均設于所述模切大圓件的下游,
5、所述模切去孔件包括模切圓刀,所述模切圓刀的外周面上設有去圓墊片,所述去圓墊片為圓形且凸出于所述模切圓刀的外周面。
6、進一步地,所述去圓墊片的數量為若干個,若干個所述去圓墊片沿所述模切圓刀的外周面的周向間隔設置。
7、一種圓形空心rfid標簽的生產方法,包括以下步驟:
8、s1將pet帶卷的pet面材離型紙從pet面材上剝離,獲得pet面材及pet面材離型紙;
9、s2將雙面膠卷的雙面膠底紙從雙面膠卷上剝離,獲得去底紙雙面膠及雙面膠底紙,所述雙面膠底紙廢棄處理;
10、s3將所述去底紙雙面膠、干inlay卷和所述pet面材進行粘貼壓合,使得所述pet面材粘貼在所述干inlay層的一面上,所述去底紙雙面膠粘貼在干inlay層的另一面上,獲得壓合構件;
11、s4對所述壓合構件的中心圓處進行去孔,獲得去孔壓合構件、中心圓廢片及雙面膠面紙,所述中心圓廢片為所述壓合構件的圓心處模切獲得,且使所述中心圓廢片粘附在所述雙面膠面紙上,粘附有所述中心圓廢片的所述雙面膠面紙廢棄處理;
12、s5將所述pet面材離型紙粘貼在所述去孔壓合構件上雙面膠背離干inlay層的一面上,獲得標簽復合構件;
13、s6對所述標簽復合構件進行大圓邊緣模切,獲得標簽成品及大圓邊緣廢料,所述大圓邊緣廢料廢棄處理。
14、進一步地,所述方法在權利要求1或者權利要求2所述的一種圓形空心rfid標簽的生產裝置進行生產,具體的:
15、s1將pet帶卷放卷于所述pet面材放卷件上,經過所述pet面材牽引件后獲得pet面材及pet面材離型紙;
16、s2將雙面膠卷放卷于所述雙面膠放卷件上后,獲得去底紙雙面膠及雙面膠底紙,雙面膠底紙由雙面膠底紙收廢件回收;
17、s3將所述去底紙雙面膠、干inlay卷和所述pet面材同步進入所述壓合件,使得pet面材粘貼在干inlay層的一面上,所述去底紙雙面膠粘貼在干inlay層的另一面上,獲得壓合構件;
18、s4所述壓合構件經所述模切去孔件去孔,獲得去孔壓合構件、中心圓廢片及雙面膠面紙,所述中心圓廢片為所述壓合構件的圓心處模切獲得,且所述中心圓廢片粘附在所述雙面膠面紙上,粘附有所述中心圓廢片的所述雙面膠面紙由所述雙面膠面紙收廢件收廢;
19、s5將所述去孔壓合構件與所述pet面材離型紙在所述pet面材離型紙復用件內復合,使所述pet面材離型紙粘貼在雙面膠背離干inlay層的一面上,獲得標簽復合構件;
20、s6將所述標簽復合構件在所述模切大圓件內進行大圓邊緣模切,獲得標簽成品及大圓邊緣廢料;
21、s7將所述標簽成品在所述成品收卷件上收卷,將所述大圓邊緣廢料在所述大圓收廢件上收卷。
22、進一步地,在所述標簽復合構件復合前,所述pet面材及所述pet面材離型紙分離后,將所述pet面材離型紙牽引至所述pet面材離型紙復用件。
23、進一步地,所述去底紙雙面膠及所述雙面膠底紙的獲得方式為雙面膠卷經一糾偏器進入自動剝離設備獲得。
24、由于采用上述技術方案,本發明具有以下有益效果:
25、1、采用上述圓形空心rfid標簽的生產裝置及生產方法的過程中,由于去圓墊片為圓形且凸出于模切圓刀的外周面,使得模切圓刀上的去圓墊片隨模切圓刀軸向轉動時能夠將壓合構件的中心圓處進行去孔,最終生產獲得去中心圓孔的圓形空心rfid標簽。
26、2、采用圓形空心rfid標簽的生產方法生產圓形空心rfid標簽時,在作業上游對pet帶卷的pet面材及pet面材離型紙進行分離后,再在獲得去孔壓合構件后將pet面材離型紙粘貼于雙面膠背離干inlay層的一面上進行復用,相對于現有技術而言,能夠在不用增設用于回收pet面材離型紙的設備的前提下完成圓形空心rfid標簽的生產作業,且不用額外放置離型紙卷,能夠大大節約生產成本與作業空間。
27、3、與現有技術中保留雙面膠的離型紙不同的是,在本申請中,雙面膠的離型紙用于粘附中心圓廢片后并進行廢棄處理,該處理方式能夠對經模切去孔件去孔后的廢料,即中心圓廢片以收卷的方式得到及時清廢處理,大大提高了生產效率。
技術特征:
1.一種圓形空心rfid標簽的生產裝置,其特征在于:包括pet面材放卷件(1)、pet面材牽引件(2)、雙面膠放卷件(3)、雙面膠底紙收廢件(4)、inlay放卷件(5)、壓合件(6)、模切去孔件(7)、雙面膠面紙收廢件(8)、pet面材離型紙復用件(9)、模切大圓件(10)、大圓收廢件(11)及成品收卷件(12),
2.如權利要求1所述的一種圓形空心rfid標簽的生產裝置,其特征在于:所述去圓墊片(72)的數量為若干個,若干個所述去圓墊片(72)沿所述模切圓刀(71)的外周面的周向間隔設置。
3.一種圓形空心rfid標簽的生產方法,其特征在于,包括以下步驟:
4.如權利要求3所述的一種圓形空心rfid標簽的生產方法,其特征在于,所述方法在權利要求1或者權利要求2所述的一種圓形空心rfid標簽的生產裝置進行生產,具體的:
5.如權利要求4所述的一種圓形空心rfid標簽的生產方法,其特征在于:在所述標簽復合構件復合前,所述pet面材及所述pet面材離型紙分離后,將所述pet面材離型紙牽引至所述pet面材離型紙復用件(9)。
6.如權利要求4所述的一種圓形空心rfid標簽的生產方法,其特征在于:所述去底紙雙面膠及所述雙面膠底紙的獲得方式為雙面膠卷經一糾偏器(13)后進入自動剝離設備獲得。
技術總結
本發明提供一種圓形空心RFID標簽的生產裝置,包括PET面材放卷件、PET面材牽引件、雙面膠放卷件、雙面膠底紙收廢件、inlay放卷件、壓合件、模切去孔件、雙面膠面紙收廢件、PET面材離型紙復用件、模切大圓件、大圓收廢件及成品收卷件,所述模切去孔件包括模切圓刀,所述模切圓刀的外周面上設有去圓墊片,所述去圓墊片為圓形且凸出于所述模切圓刀的外周面。本發明提供還一種圓形空心RFID標簽的生產方法。本發明能夠生產獲得去中心圓孔的圓形空心RFID標簽。
技術研發人員:郭趙偉,韋振斌,蔣德能
受保護的技術使用者:南寧新歌山電子科技有限公司
技術研發日:
技術公布日:2025/4/24
- 還沒有人留言評論。精彩留言會獲得點贊!