一種用于復合材料構件一體化成型的工裝及方法與流程
本發明涉及粘接工藝設備,尤其涉及一種用于復合材料構件一體化成型的工裝及方法。
背景技術:
1、隨著航空航天工業的快速發展,對材料提出了輕量化、耐高溫、高承載的迫切需求,為了實現最大的減重效果,兼具滿足耐高溫承載防熱一體化的服役環境要求,一般采用外防熱材料和承載結構材料共同組成承載防熱一體化復合材料構件保護飛行器內部零部件。由于自身功能不同,外防熱層和承載層具有不同的材質特點,外防熱層采用輕質隔熱材料,密度低,質軟易碎,抗沖擊壓縮性能較差,承載層采用耐高溫樹脂基復合材料,比強度、剛度較大,且易發生變形,因此二者復合成型過程中成型壓力作用方式及傳遞效果對構件成型質量至關重要。
2、常見層壓工藝及裝置一般適用于同種材質平板類材料制備過程,且要求規則形狀、特定尺寸及厚度,難以適用特定異形承載防熱一體化構件的制備過程。為了保護外防熱層材料,緩沖材料也是一種保護措施,但一般常用的緩沖材料無法適用外防熱層特種材料特點,容易導致壓力傳遞效果不均衡,影響構件內部成型質量甚至破壞材料本體的問題。實際應用中,真空袋層壓也是一種共固化成型方法,它使用大氣壓力將層壓件固定到位,但也存在很多的局限性,真空壓力有限,且缺乏粘接定位基準,導致內外層粘接型面無法完全匹配,極易出現復合材料殼體與外防熱層大面積脫粘情況,同時,操作過程復雜,生產效率較低。
技術實現思路
1、鑒于上述的分析,本發明實施例旨在提供一種用于復合材料構件一體化成型的工裝及方法,用以解決現有復合成型工藝中壓力傳遞不均勻、傳導壓力不足、加壓界面和待處理材料界面接觸不緊密、粘接效果不佳、易損壞待處理材料的問題之一。
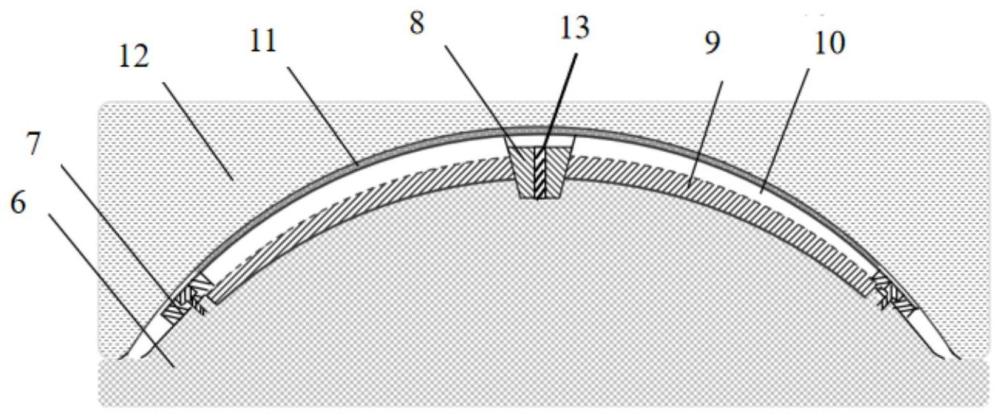
2、本發明公開了一種用于復合材料構件一體成型的工裝,所述工裝由上模12、緩沖墊11、底模6構成;
3、所述上模12和底模6合模形成復合材料構件的成型腔體;所述緩沖墊11由柔性緩沖材料制成,固定在所述上模12的下表面;
4、所述柔性緩沖材料具有依柔性橡膠層1、纖維增強復合夾層芯體、耐磨橡膠層5的次序層疊的三層結構;
5、其中,所述纖維增強復合夾層芯體為由纖維預制體和樹脂制得,具有密度梯度;
6、所述底模6設置有定位裝置,所述定位裝置由邊緣壓止限位塊7和中部楔形定位塊8組成。
7、具體的,所述緩沖墊11以粘接形式固定在所述上模12的下表面。
8、具體的,所述緩沖墊11的厚度為0.6~1.0mm。
9、具體的,所述上模12和底模6的形狀相匹配,為平面、特定弧形或變曲率形狀,底模6設置有凹腔。
10、具體的,所述邊緣壓止限位塊7底面輪廓與底模6相匹配,設計為平面、特定弧形或變曲率形狀。
11、具體的,所述中部楔形定位塊8設有與底模6相連通的螺紋孔。
12、本發明還公開了一種復合材料構件的一體成型方法,采用上述工裝,所述一體成型方法包括以下步驟:
13、s21:準備承載層9和外防熱層10;
14、s22:對承載層9和外防熱層10粘接表面進行粗糙化處理;
15、s23:將承載層9放置在所述工裝的底模6上,并進行預定位和固定;
16、s24:在承載層9和外防熱層10粘接表面涂覆粘接劑,并將外防熱層10放置在承載層9上方,進行定位和固定,合上下表面粘結有緩沖墊的上模12;
17、s25:將工裝放置在壓機上,設定壓機參數,加壓固化;
18、s26:取出工裝,脫模,得到復合材料構件。
19、具體的,步驟s22采用表面打磨、噴砂對粘接表面進行粗糙化處理。
20、具體的,步驟s23具體操作為將承載層9置于所述工裝的底模6上,使內表面與底模6型面貼合,利用邊緣壓止限位塊7固定,隨后試裝配外防熱層10,利用所述邊緣壓止限位塊7作為預定位基準確定周向邊緣位置,進行對齊、定位、調整。
21、具體的,步驟s24具體操作為將外防熱層10置于承載層9上方,利用中部楔形定位塊8進行定位,使承載層9和外防熱層10位置相匹配,裝配到位后固定外防熱層10位置。
22、與現有技術相比,本發明至少可實現如下有益效果之一:
23、1、本發明公開的工裝設置有用所述柔性緩沖材料制備的緩沖墊,使得粘結壓力傳遞均勻充分,且不易損傷材料。本發明提供的緩沖墊采用柔性橡膠層、梯度纖維增強復合夾層芯體及耐磨橡膠層的三明治結構。通過多梯度密度單元提供更好的壓力傳遞效果,在受到外部壓力變化影響時,把變化后的壓力能夠通過柔性橡膠層傳遞至纖維增強復合夾層芯體,預制體夾層產生一定程度變形,吸收部分沖擊能量,從而使得系統中的壓力得到合理的分散,起到壓力緩沖作用。若當系統中的壓力突然變化或者存在脈動,突變至外防熱層損傷上限時,由于密度梯度纖維增強復合夾層芯體采用與外防熱層同類纖維編織結構,因此優先破壞低密度單元,對材料本體起到較好的保護作用。示例性的,當夾層芯體與待處理材料的材質(纖維和樹脂類型)相同時,當夾層芯體密度梯度分布0.4~1.0g/cm3,則對于密度大于0.4g/cm3的外防熱層材料(待處理材料)均能起到保護作用;若外防熱層密度處于0.4~1.0g/cm3,起到保護作用的同時能夠充分傳導壓力,緩沖效果更優。
24、2、本發明提供的緩沖墊設置于工裝與待處理材料中間,充分保證了工裝界面與待處理材料件接觸充分,補償外防熱層和承載層本身型面及厚度公差,調控型腔厚度,確保粘接面接觸充分且受力均勻,解決粘接面接觸不充分存在氣泡間隙導致粘接效果不佳的問題
25、3、本發明提供的緩沖墊采用柔性橡膠層、梯度纖維增強復合夾層芯體及耐磨橡膠層的三明治結構,具備彈性高、形變量大、耐磨及一定的易損性(對材料本體起到較好的保護作用)。因此具有較高的安全性、適用性及耐久性。
26、4、本發明所公開的工裝結構簡單,應用方法操作簡單、條件溫和、加壓粘接效果好,不易損傷待處理材料,適于規模化批量生產相關復合材料構件,尤其是防熱承載復合材料構件(一體成型)。
27、本發明中,上述各技術方案之間還可以相互組合,以實現更多的優選組合方案。本發明的其他特征和優點將在隨后的說明書中闡述,并且,部分優點可從說明書中變得顯而易見,或者通過實施本發明而了解。本發明的目的和其他優點可通過說明書以及附圖中所特別指出的內容中來實現和獲得。
技術特征:
1.一種用于復合材料構件一體成型的工裝,其特征在于:所述工裝由上模(12)、緩沖墊(11)、底模(6)構成;
2.根據權利要求1所述的工裝,其特征在于:所述緩沖墊(11)以粘接形式固定在所述上模(12)的下表面。
3.根據權利要求1所述的工裝,其特征在于:所述緩沖墊(11)的厚度為0.6~1.0mm。
4.根據權利要求1所述的工裝,其特征在于:所述上模(12)和底模(6)的形狀相匹配,為平面、特定弧形或變曲率形狀,底模(6)設置有凹腔。
5.根據權利要求1所述的工裝,其特征在于:所述邊緣壓止限位塊(7)底面輪廓與底模(6)相匹配,設計為平面、特定弧形或變曲率形狀。
6.根據權利要求1所述的工裝,其特征在于:所述中部楔形定位塊(8)設有與底模(6)相連通的螺紋孔。
7.一種復合材料構件的一體成型方法,其特征在于,采用權利要求1至6任一項所述的工裝,所述一體成型方法包括以下步驟:
8.根據權利要求7所述的一體成型方法,其特征在于:步驟s22采用表面打磨、噴砂對粘接表面進行粗糙化處理。
9.根據權利要求7所述的一體成型方法,其特征在于:步驟s23具體操作為將承載層(9)置于所述工裝的底模(6)上,使內表面與底模(6)型面貼合,利用邊緣壓止限位塊(7)固定,隨后試裝配外防熱層(10),利用所述邊緣壓止限位塊(7)作為預定位基準確定周向邊緣位置,進行對齊、定位、調整。
10.根據權利要求7所述的一體成型方法,其特征在于:步驟s24具體操作為將外防熱層(10)置于承載層(9)上方,利用中部楔形定位塊(8)進行定位,使承載層(9)和外防熱層(10)位置相匹配,裝配到位后固定外防熱層(10)位置。
技術總結
本發明涉及一種用于復合材料構件一體化成型的工裝及方法,屬于粘接工藝設備領域,解決了現有粘接設備/工裝壓力傳遞不均勻、傳導壓力不足、界面接觸不緊密、粘接效果不佳、易損壞待處理材料的問題之一。本發明公開了一種用于復合材料構件一體成型的工裝,該工裝由上模、緩沖墊、底模構成,所述緩沖墊由柔性緩沖材料制成;所述柔性緩沖材料具有依柔性橡膠層、纖維增強復合夾層芯體、耐磨橡膠層的次序層疊的三層結構;所述底模設置有定位裝置。實現了對于易損傷材料的高質量加壓粘接,在保證壓力傳遞均勻、界面接觸緊密、傳導壓力達標、粘接效果良好的前提下,對待處理材料起到了一定的保護作用,能夠廣泛應用于復合材料構件的粘接和一體成型。
技術研發人員:李娜,汪東,許曉洲,李麗英,柯紅軍,王國勇
受保護的技術使用者:航天特種材料及工藝技術研究所
技術研發日:
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!