農(nóng)用薄膜恒張力生產(chǎn)設備的制作方法
本技術(shù)涉及一種薄膜生產(chǎn)設備,尤其涉及一種農(nóng)用薄膜恒張力生產(chǎn)設備。
背景技術(shù):
1、現(xiàn)有的農(nóng)用薄膜生產(chǎn)設備一般都是先利用吹塑裝置吹出圓環(huán)形的薄膜,然后利用導向裝置將圓環(huán)形薄膜折成薄膜,最后通過牽引裝置及收卷裝置進行收卷。然而,薄膜在吹出并輸送的過程中,由于擠壓機的輸送速度發(fā)生變化,或者因周圍環(huán)境溫度發(fā)生變化使薄膜的固化速度慢而被拉長,薄膜的輸送張力就會發(fā)生變化,輸送張力不穩(wěn)定會影響薄膜的吹塑質(zhì)量以及收卷效果,對薄膜的生產(chǎn)質(zhì)量造成影響。
技術(shù)實現(xiàn)思路
1、本實用新型的目的在于提供一種能對薄膜恒張力輸送,提高薄膜的吹塑質(zhì)量以及收卷效果,保證薄膜的質(zhì)量的農(nóng)用薄膜恒張力生產(chǎn)設備。
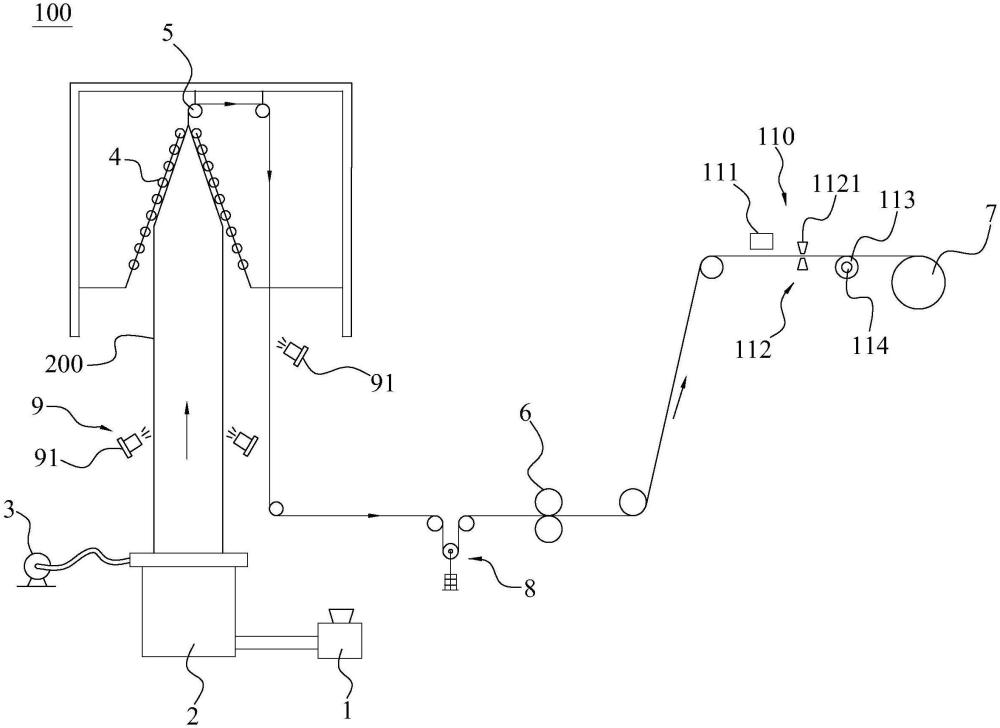
2、為了實現(xiàn)上述目的,本實用新型提供的農(nóng)用薄膜恒張力生產(chǎn)設備包括擠出機、吹塑裝置、風機、導向支架、引導輥、牽引裝置、收卷裝置及控制系統(tǒng);所述擠出機的輸出端與所述吹塑裝置的入料口連接;所述風機的出風口設置于所述吹塑裝置的輸出口處,以對擠出的薄膜吹風并冷卻;所述導向支架設置于所述吹塑裝置的上方,且呈人字型結(jié)構(gòu),以對薄膜擠壓成雙層結(jié)構(gòu);所述引導輥設置于所述導向支架的上方;所述牽引裝置位于所述吹塑裝置的一側(cè),以提供一使薄膜移動的牽引力;薄膜從所述吹塑裝置的輸出口向上移動經(jīng)過所述導向支架,再在所述引導輥引導下向下移動到所述牽引裝置;所述收卷裝置設置在所述牽引裝置后方,以將薄膜自動收卷;所述控制系統(tǒng)分別控制所述擠出機、風機、牽引裝置及收卷裝置;所述引導輥與所述牽引裝置之間設有張力檢測裝置,所述張力檢測裝置與所述控制系統(tǒng)電連接;所述張力檢測裝置用于檢測所述薄膜的張力;所述張力檢測裝置包括架體、位移傳感器、浮動輥及若干過渡輥,所述架體上設有豎直延伸的滑動槽,所述浮動輥的兩端可滑動地設置于所述滑動槽;所述浮動輥的兩端設有吊架,所述吊架上放置有若干配重塊;所述過渡輥分別設置于所述浮動輥的前、后兩側(cè),所述薄膜繞設置于所述過渡輥及浮動輥,所述位移傳感器設置于所述架體上并可檢測所述浮動輥的位置;所述位移傳感器與所述控制系統(tǒng)電連接。
3、與現(xiàn)有技術(shù)相比,本實用新型通過在所述架體上設置浮動輥,當張力發(fā)生變化時,浮動輥會生上、下浮動移位,同時通過設置位移傳感器,對所述浮動輥進行位置的檢測,從而可以快速及時地檢測出薄膜的張力變化,因而有利于通過控制系統(tǒng)及時精準地控制擠壓機的送料速度以及牽引裝置的牽引速度,進而控制薄膜的輸送張力,保證輸送張力的恒定,因此,通過張力檢測裝置檢測薄膜的張力,可以保證提高薄膜的吹塑質(zhì)量以及收卷效果,保證薄膜的質(zhì)量。
4、具體地,所述農(nóng)用薄膜恒張力生產(chǎn)設備還包括冷卻裝置,所述冷卻裝置與所述控制系統(tǒng)電連接,所述冷卻裝置的冷卻風口設置于所述吹塑裝置與所述引導輥之間以及所述引導輥與所述牽引裝置之間,以對薄膜進行冷卻。由于所述風機受到自身的功率的限制,冷卻效果有效,并且受到環(huán)境溫度的影響,薄膜吹出后冷卻速度可能會發(fā)生變化,環(huán)境溫度高,冷卻速度可能變慢,薄膜在輸送的過程中可能會被拉長,厚度變薄,因此張力可能會發(fā)生一定的變化,通過設置冷卻裝置,可以根據(jù)張力檢測裝置檢測出的薄膜的張力變化,從而控制冷卻裝置對薄膜的冷卻速度/效果,可以有效地控制薄膜的張力,進而保證薄膜的吹塑質(zhì)量。
5、具體地,所述張力檢測裝置還包括緩沖件,所述緩沖件設置于所述滑動槽的下端,以在所述浮動輥下落時對其緩沖。
6、具體地,所述緩沖件為壓縮彈簧。
7、具體地,所述農(nóng)用薄膜恒張力生產(chǎn)設備還包括防皺裝置,所述防皺裝置設置于所述收卷裝置之前,以對薄膜的邊緣展平。由于雙層薄膜在收卷前還有一段輸送距離,在此過程中,兩層薄膜有可能會被風吹或其他原因造成折皺,因此,通過設置防皺裝置,可以使得薄膜在收卷前不會發(fā)生折皺,提高收卷效果,保證薄膜收卷后的美觀性以及薄膜使用時的美觀性。
8、具體地,所述防皺裝置包括激光檢測器及一對吹氣機構(gòu),所述激光檢測器及所述吹氣機構(gòu)分別與所述控制系統(tǒng)電連接,以檢測所述薄膜的邊緣是否發(fā)生折皺;兩所述吹氣機構(gòu)設置于所述激光檢測器與所述收卷裝置之間,兩所述吹氣機構(gòu)分別設置于所述薄膜的表面及底面兩側(cè),且所述吹氣機構(gòu)的吹氣嘴呈傾斜地朝向所述薄膜的外側(cè)邊緣,以對薄膜的邊緣折皺處吹平。通過利用激光檢測器先對薄膜進行檢測,再在所述薄膜的邊緣上下兩側(cè)利用吹氣機構(gòu)進行吹氣,將薄膜的邊緣吹平后再收卷,從而可以避免薄膜以折皺的狀態(tài)收卷,有效保證收卷效果。
9、具體地,所述防皺裝置還包括毛刷軸及電機,所述毛刷軸設置于所述吹氣機構(gòu)與所述收卷裝置之間,所述電機的輸出端與所述毛刷軸連接,以驅(qū)動所述毛刷軸轉(zhuǎn)動,所述毛刷軸的軸兩端表面圍繞中心軸呈螺旋地設有多排刷毛,且所述毛刷軸兩端的刷毛的螺旋方向相反,所述毛刷軸上側(cè)的轉(zhuǎn)動方向與所述薄膜的輸送方向相反,以將各自一側(cè)的薄膜的折皺朝向所述薄膜的邊緣的方向掃平。對于一些薄膜存在靜電等影響,其折皺程度較大而且折皺不易被吹平整,因此,通過設置毛刷軸,利用毛刷軸與薄膜之間產(chǎn)生的摩擦阻力,使得薄膜能被刷毛掃平整,從而進一步提高薄膜的防皺效果,保證薄膜收卷效果。
技術(shù)特征:
1.一種農(nóng)用薄膜恒張力生產(chǎn)設備,其特征在于:包括擠出機、吹塑裝置、風機、導向支架、引導輥、牽引裝置、收卷裝置及控制系統(tǒng);所述擠出機的輸出端與所述吹塑裝置的入料口連接;所述風機的出風口設置于所述吹塑裝置的輸出口處,以對擠出的薄膜吹風并冷卻;所述導向支架設置于所述吹塑裝置的上方,且呈人字型結(jié)構(gòu),以對薄膜擠壓成雙層結(jié)構(gòu);所述引導輥設置于所述導向支架的上方;所述牽引裝置位于所述吹塑裝置的一側(cè),以提供一使薄膜移動的牽引力;薄膜從所述吹塑裝置的輸出口向上移動經(jīng)過所述導向支架,再在所述引導輥引導下向下移動到所述牽引裝置;所述收卷裝置設置在所述牽引裝置后方,以將薄膜自動收卷;所述控制系統(tǒng)分別控制所述擠出機、風機、牽引裝置及收卷裝置;所述引導輥與所述牽引裝置之間設有張力檢測裝置,所述張力檢測裝置與所述控制系統(tǒng)電連接;所述張力檢測裝置用于檢測所述薄膜的張力;所述張力檢測裝置包括架體、位移傳感器、浮動輥及若干過渡輥,所述架體上設有豎直延伸的滑動槽,所述浮動輥的兩端可滑動地設置于所述滑動槽;所述浮動輥的兩端設有吊架,所述吊架上放置有若干配重塊;所述過渡輥分別設置于所述浮動輥的前、后兩側(cè),所述薄膜繞設置于所述過渡輥及浮動輥,所述位移傳感器設置于所述架體上并可檢測所述浮動輥的位置;所述位移傳感器與所述控制系統(tǒng)電連接。
2.根據(jù)權(quán)利要求1所述的農(nóng)用薄膜恒張力生產(chǎn)設備,其特征在于:所述農(nóng)用薄膜恒張力生產(chǎn)設備還包括冷卻裝置,所述冷卻裝置與所述控制系統(tǒng)電連接,所述冷卻裝置的冷卻風口設置于所述吹塑裝置與所述引導輥之間以及所述引導輥與所述牽引裝置之間,以對薄膜進行冷卻。
3.根據(jù)權(quán)利要求1所述的農(nóng)用薄膜恒張力生產(chǎn)設備,其特征在于:所述張力檢測裝置還包括緩沖件,所述緩沖件設置于所述滑動槽的下端,以在所述浮動輥下落時對其緩沖。
4.根據(jù)權(quán)利要求3所述的農(nóng)用薄膜恒張力生產(chǎn)設備,其特征在于:所述緩沖件為壓縮彈簧。
5.根據(jù)權(quán)利要求1所述的農(nóng)用薄膜恒張力生產(chǎn)設備,其特征在于:所述農(nóng)用薄膜恒張力生產(chǎn)設備還包括防皺裝置,所述防皺裝置設置于所述收卷裝置之前,以對薄膜的邊緣展平。
6.根據(jù)權(quán)利要求5所述的農(nóng)用薄膜恒張力生產(chǎn)設備,其特征在于:所述防皺裝置包括激光檢測器及一對吹氣機構(gòu),所述激光檢測器及所述吹氣機構(gòu)分別與所述控制系統(tǒng)電連接,以檢測所述薄膜的邊緣是否發(fā)生折皺;兩所述吹氣機構(gòu)設置于所述激光檢測器與所述收卷裝置之間,兩所述吹氣機構(gòu)分別設置于所述薄膜的表面及底面兩側(cè),且所述吹氣機構(gòu)的吹氣嘴呈傾斜地朝向所述薄膜的外側(cè)邊緣,以對薄膜的邊緣折皺處吹平。
7.根據(jù)權(quán)利要求6所述的農(nóng)用薄膜恒張力生產(chǎn)設備,其特征在于:所述防皺裝置還包括毛刷軸及電機,所述毛刷軸設置于所述吹氣機構(gòu)與所述收卷裝置之間,所述電機的輸出端與所述毛刷軸連接,以驅(qū)動所述毛刷軸轉(zhuǎn)動,所述毛刷軸的軸兩端表面圍繞中心軸呈螺旋地設有多排刷毛,且所述毛刷軸兩端的刷毛的螺旋方向相反,所述毛刷軸上側(cè)的轉(zhuǎn)動方向與所述薄膜的輸送方向相反,以將各自一側(cè)的薄膜的折皺朝向所述薄膜的邊緣的方向掃平。
技術(shù)總結(jié)
本技術(shù)公開一種農(nóng)用薄膜恒張力生產(chǎn)設備,包括擠出機、吹塑裝置、風機、導向支架、引導輥、牽引裝置、收卷裝置及控制系統(tǒng);擠出機的輸出端與吹塑裝置的入料口連接;風機的出風口設置于吹塑裝置的輸出口處;導向支架設置于吹塑裝置的上方;引導輥設置于導向支架的上方;牽引裝置位于吹塑裝置的一側(cè);薄膜從吹塑裝置的輸出口向上移動經(jīng)過導向支架,再在引導輥引導下向下移動到牽引裝置;收卷裝置設置地牽引裝置后方;控制系統(tǒng)分別控制擠出機、風機、牽引裝置及收卷裝置;引導輥與牽引裝置之間設有張力檢測裝置;張力檢測裝置用于檢測薄膜的張力。本技術(shù)能對薄膜恒張力輸送,提高薄膜的吹塑質(zhì)量以及收卷效果,保證薄膜的質(zhì)量。
技術(shù)研發(fā)人員:汪振球
受保護的技術(shù)使用者:南雄市金葉包裝材料有限公司
技術(shù)研發(fā)日:20240627
技術(shù)公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!