一種用于玻璃鋼管道模具的脫模劑噴涂裝置的制作方法
本技術屬于玻璃鋼管道加工,特別涉及一種用于玻璃鋼管道模具的脫模劑噴涂裝置。
背景技術:
1、在玻璃鋼管道的生產過程中,模具的脫模劑噴涂作業是一個至關重要的環節。傳統的脫模劑噴涂作業通常由人工完成,然而,這種方式存在諸多不足。首先,人工噴涂難以保證脫模劑分布的均勻性,容易出現噴涂不均或局部漏噴的情況。這不僅影響了玻璃鋼管道從模具上的順利脫模,還可能導致管道表面質量下降,進而影響整體產品質量。
2、為了解決這一問題,企業通常采用反復噴涂的方法,試圖通過增加噴涂次數來避免漏噴造成的產品問題。然而,這種做法雖然在一定程度上提高了脫模成功率,但也帶來了脫模劑用量翻倍的問題,極大地增加了生產成本。此外,反復噴涂還可能導致脫模劑在模具表面過度積累,進而對模具的使用壽命產生負面影響。
3、因此,有必要開發一種用于玻璃鋼管道模具的脫模劑噴涂裝置,來滿足市場需求。
技術實現思路
1、針對上述現有技術的不足,本實用新型提供了一種用于玻璃鋼管道模具的脫模劑噴涂裝置,來解決上述問題。
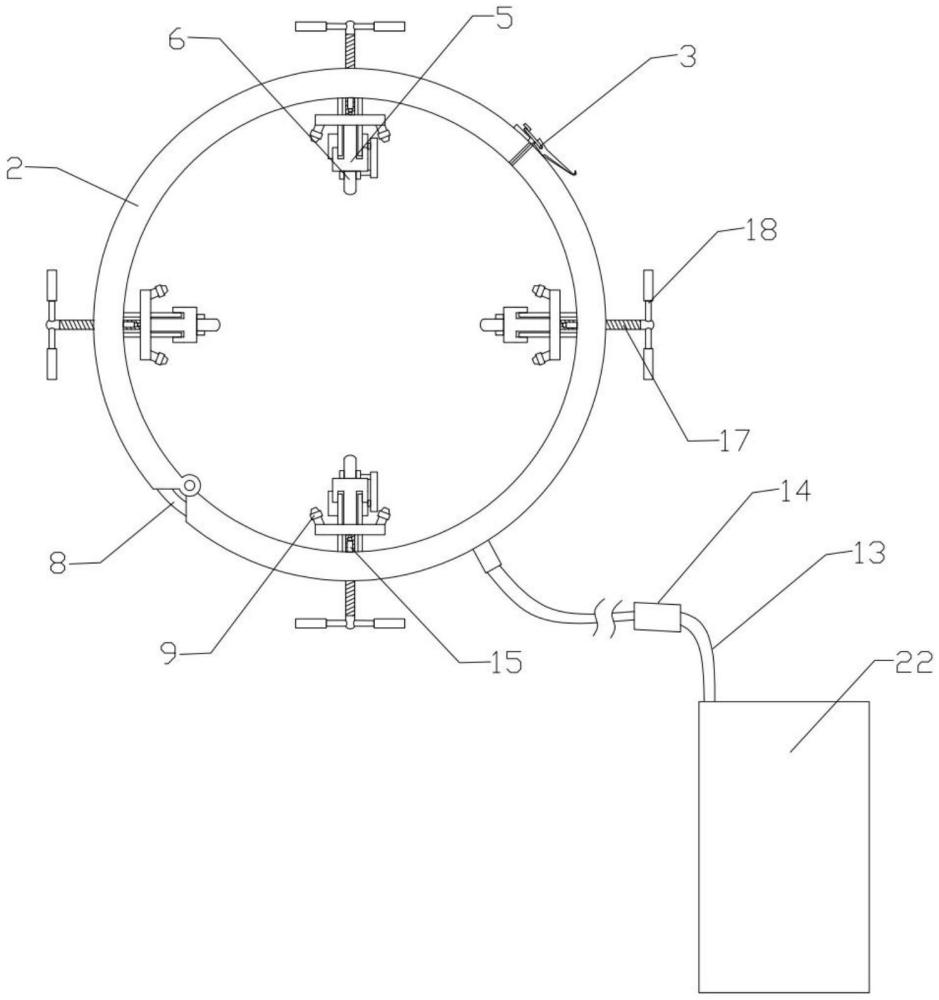
2、本實用新型的一種用于玻璃鋼管道模具的脫模劑噴涂裝置,包括圓框,所述圓框同軸設置有兩個,每個所述圓框均由一端相互鉸接的兩個半圓環對接而成,且兩個所述半圓環之間設置有鎖緊部,每兩個同軸的半圓環之間均設置有若干根橫梁連接;每根所述橫梁的內側設置有輪架,所述輪架的內側設置有若干滾輪,且至少一個輪架上設置有驅動滾輪旋轉的驅動機構;所述輪架的兩端均設置有若干噴頭,每兩個鉸接的所述半圓環內均設置有一根軟管,且每根所述軟管連接該側的全部噴頭,兩根所述軟管均設置有接口,兩個所述接口上均設置有支管,兩根支管之間設置三通切換閥,所述三通切換閥設置有主管,所述主管上設置有驅動泵。
3、進一步的,每根所述橫梁與對應輪架之間均設置有伸縮調節機構,每根輪架與軟管之間均設置有連接軟管和噴頭的伸縮管。
4、進一步的,所述伸縮調節機構為剪叉,每根所述橫梁與對應輪架之間均設置有與剪叉配合的調節螺桿,每根所述調節螺桿的內端均與對應的輪架旋轉連接,外端則與對應的橫梁螺紋連接。
5、進一步的,每根所述調節螺桿的外端均設置有旋轉手柄。
6、進一步的,所述驅動機構為驅動電機,所述驅動電機的驅動軸與滾輪之間設置有傳動帶連接。
7、進一步的,所述滾輪為橡膠防滑輪。
8、優選的,所述鎖緊部為搭扣。
9、進一步的,每個所述半圓環上均開設有減重槽。
10、與現有技術相比,該脫模劑噴涂裝置,能夠實現對玻璃鋼管道模具的均勻噴涂,避免了人工噴涂的不均勻和漏噴問題,提高了脫模的成功率和產品質量,同時降低了生產成本。
技術特征:
1.一種用于玻璃鋼管道模具的脫模劑噴涂裝置,其特征在于:包括圓框(1),所述圓框(1)同軸設置有兩個,每個所述圓框(1)均由一端相互鉸接的兩個半圓環(2)對接而成,且兩個所述半圓環(2)之間設置有鎖緊部(3),每兩個同軸的半圓環(2)之間均設置有若干根橫梁(4)連接;每根所述橫梁(4)的內側設置有輪架(5),每個所述輪架(5)的內側設置有若干滾輪(6),且至少一個輪架(5)上設置有驅動滾輪(6)旋轉的驅動機構;每個所述輪架(5)的兩端均設置有若干噴頭(9),每兩個鉸接的所述半圓環(2)內均設置有一根軟管(8),且每根所述軟管(8)連接該側的全部噴頭(9),兩根所述軟管(8)均設置有接口(10),兩個所述接口(10)上均設置有支管(11),兩根支管(11)之間設置三通切換閥(12),所述三通切換閥(12)設置有主管(13),所述主管(13)上設置有驅動泵(14)。
2.如權利要求1中所述的一種用于玻璃鋼管道模具的脫模劑噴涂裝置,其特征在于:每根所述橫梁(4)與對應輪架(5)之間均設置有伸縮調節機構,每根輪架(5)與軟管(8)之間均設置有連接軟管(8)和噴頭(9)的伸縮管(15)。
3.如權利要求2中所述的一種用于玻璃鋼管道模具的脫模劑噴涂裝置,其特征在于:所述伸縮調節機構為剪叉(16),每根所述橫梁(4)與對應輪架(5)之間均設置有與剪叉(16)配合的調節螺桿(17),每根所述調節螺桿(17)的內端均與對應的輪架(5)旋轉連接,外端則與對應的橫梁(4)螺紋連接。
4.如權利要求3中所述的一種用于玻璃鋼管道模具的脫模劑噴涂裝置,其特征在于:每根所述調節螺桿(17)的外端均設置有旋轉手柄(18)。
5.如權利要求1中所述的一種用于玻璃鋼管道模具的脫模劑噴涂裝置,其特征在于:所述驅動機構為驅動電機(19),所述驅動電機(19)的驅動軸與滾輪(6)之間設置有傳動帶(20)連接。
6.如權利要求1中所述的一種用于玻璃鋼管道模具的脫模劑噴涂裝置,其特征在于:所述滾輪(6)為橡膠防滑輪。
7.如權利要求1中所述的一種用于玻璃鋼管道模具的脫模劑噴涂裝置,其特征在于:所述鎖緊部(3)為搭扣。
8.如權利要求1中所述的一種用于玻璃鋼管道模具的脫模劑噴涂裝置,其特征在于:每個所述半圓環(2)上均開設有減重槽(21)。
技術總結
本技術屬于玻璃鋼管道加工技術領域,特別涉及一種用于玻璃鋼管道模具的脫模劑噴涂裝置,包括圓框,圓框同軸設置有兩個,每個圓框均由一端相互鉸接的兩個半圓環對接而成,且兩個半圓環之間設置有鎖緊部,每兩個同軸的半圓環之間均設置有若干根橫梁連接;每根橫梁的內側設置有輪架,輪架的內側設置有若干滾輪,且至少一個輪架上設置有驅動滾輪旋轉的驅動機構;輪架的兩端均設置有若干噴頭,所述噴頭通過軟管連接脫模劑源。與現有技術相比,該脫模劑噴涂裝置,能夠實現對玻璃鋼管道模具的均勻噴涂,避免了人工噴涂的不均勻和漏噴問題,提高了脫模的成功率和產品質量,同時降低了生產成本。
技術研發人員:馬剛,孫西艷,周慧娟,薛瑞堂,徐鳳凱,李海明,程濤,張帥,尚凡猛,董金玉,陳孟來,郁麗麗
受保護的技術使用者:勝利油田北方實業集團有限責任公司
技術研發日:20240711
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!