一種組裝式復(fù)合材料快速修理方法與流程
本發(fā)明涉及復(fù)合材料修理領(lǐng)域,具體是一種組裝式復(fù)合材料快速修理方法。
背景技術(shù):
1、復(fù)合材料修理是航空航天、船舶等領(lǐng)域里降低復(fù)合材料成本的重要手段。復(fù)合材料補(bǔ)片制備占據(jù)了復(fù)合材料修理中大量的時(shí)間,難以快速提高修理效率。在外場(chǎng)保障條件下,缺乏相應(yīng)的復(fù)合材料制造設(shè)備工裝,導(dǎo)致復(fù)合材料補(bǔ)片制造困難。同時(shí),由于復(fù)合材料通常具有一定曲率,不同條件下產(chǎn)生的損傷面積不同,導(dǎo)致修理補(bǔ)片難以預(yù)先制造。因此,針對(duì)外場(chǎng)保障或緊急任務(wù)下,需要提出快速修理大面積復(fù)合材料損傷修理方法。目前,有關(guān)復(fù)合材料修理方法相關(guān)的專利已非常多,如中國專利cn202210535318.4公開日為2022年09月23日提出了一種快速光固化的復(fù)合材料快速修理飛機(jī)結(jié)構(gòu)損傷方法。中國專利cn201410617517.5公開日為2019年01月25日提出了一種基于紫外光固化復(fù)合材料的快速粘接修理方法。中國專利cn202310283702.4公開日為2023年07月14日提出了一種基于硅橡膠模具的復(fù)雜型面結(jié)構(gòu)損傷快速修理方法。然而,這些方法在外場(chǎng)條件下需要提供特殊修理?xiàng)l件或工裝,修理環(huán)境要求高,操作復(fù)雜,難以保證修理質(zhì)量,也難以應(yīng)對(duì)大面積多曲率的結(jié)構(gòu)損傷。因此,提出一種快速的、簡單的能夠有效開展不同面積、不同曲率的復(fù)合材料損傷的修理方法非常必要。
技術(shù)實(shí)現(xiàn)思路
1、為了解決上述問題,本發(fā)明提出一種組裝式復(fù)合材料快速修理方法。
2、一種組裝式復(fù)合材料快速修理方法,其具體步驟如下:
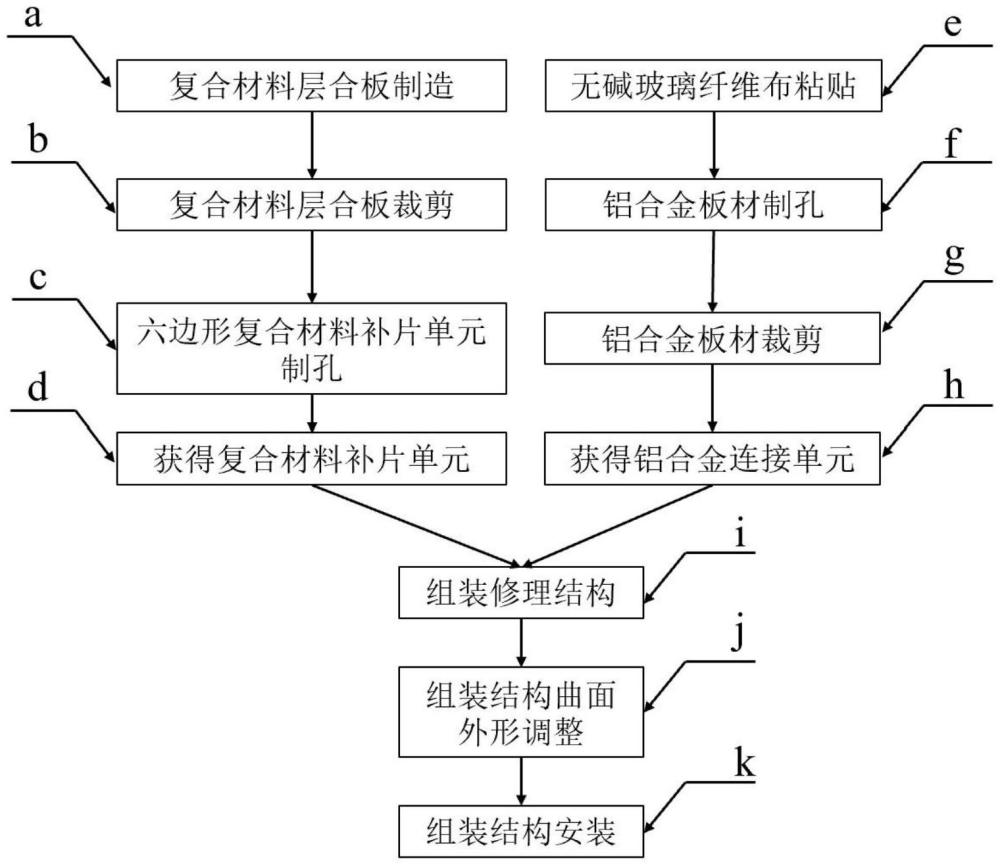
3、s1、復(fù)合材料層合板的制作:使用預(yù)浸料裁剪設(shè)備裁剪優(yōu)選的復(fù)合材料預(yù)浸料,完成預(yù)浸料鋪貼,用真空袋將預(yù)浸料復(fù)合材料板組合封裝在平面金屬模具上;
4、s2、復(fù)合材料層合板裁剪:將制作好的復(fù)合材料層合板放入加工磨床,對(duì)復(fù)合材料層合板進(jìn)行裁剪,制作成六邊形復(fù)合材料補(bǔ)片單元,并在補(bǔ)片周圍打磨出搭接區(qū);
5、s3、六邊形復(fù)合材料補(bǔ)片單元制孔:使用復(fù)合材料鉆孔設(shè)備在搭接區(qū)鉆制緊固件孔,完成六邊形復(fù)合材料補(bǔ)片單元的制備;
6、s4、獲得大量六邊形復(fù)合材料補(bǔ)片單元;
7、s5、無堿玻璃纖維布粘貼:使用優(yōu)選的膠粘劑將優(yōu)選的無堿玻璃纖維布粘貼在優(yōu)選鋁合金板材的其中一個(gè)表面,并完成膠粘劑的加熱固化;
8、s6、鋁合金板材制孔:使用自動(dòng)化機(jī)械鉆孔車床,對(duì)粘貼好無堿玻璃纖維布的鋁合金板材進(jìn)行鉆制緊固件孔;
9、s7、鋁合金板材裁剪:使用機(jī)械加工車床,將已制孔的鋁合金板材裁剪成長方形的鋁合金連接單元;
10、s8、獲得大量鋁合金連接單元;
11、s9、修理補(bǔ)片組裝:根據(jù)損傷區(qū)域面積,選取相應(yīng)數(shù)量的六邊形復(fù)合材料補(bǔ)片單元和鋁合金連接單元;
12、s10、組裝結(jié)構(gòu)曲面外形調(diào)整:六邊形復(fù)合材料補(bǔ)片拼接過程中,依據(jù)損傷結(jié)構(gòu)曲面形狀,對(duì)鋁合金連接單元進(jìn)行矯形;
13、s11、組裝結(jié)構(gòu)的安裝:根據(jù)損傷區(qū)的幾何形貌,對(duì)拼接好的修理補(bǔ)片邊緣進(jìn)行打磨。
14、所述的步驟s1需要將復(fù)合材料層合板放入熱壓罐中,使用熱壓罐對(duì)真空袋進(jìn)行抽真空。
15、所述的復(fù)合材料真空度不低于-0.95mpa,溫度時(shí)間曲線和壓力時(shí)間曲線采用預(yù)浸料復(fù)合材料層合板的制造工藝要求。
16、所述的步驟s5中優(yōu)選的鋁合金板材厚度與六邊形復(fù)合材料補(bǔ)片單元打磨深度一致。
17、所述的步驟s6所制緊固件孔的直徑與六邊形復(fù)合材料補(bǔ)片單元緊固件孔一致。
18、具體表現(xiàn)為同一排緊固件孔之間的間距與六邊形復(fù)合材料補(bǔ)片單元緊固件間距一致,每列緊固件孔的間距與六邊形復(fù)合材料補(bǔ)片單元搭接區(qū)寬度一致。
19、所述的步驟s7的鋁合金連接單元的長度與六邊形復(fù)合材料補(bǔ)片單元搭接區(qū)短邊的長度一致,鋁合金連接單元的寬度為六邊形復(fù)合材料補(bǔ)片單元搭接區(qū)寬度的二倍,鋁合金連接單元的緊固件孔與六邊形復(fù)合材料補(bǔ)片單元搭接區(qū)緊固件孔位置一致。
20、所述的步驟s9所需要的六邊形復(fù)合材料補(bǔ)片單元和鋁合金連接單元數(shù)量的估算公式為:n≥adam/acom,其中,adam表示損傷區(qū)面積,acom表示六邊形復(fù)合材料補(bǔ)片單元面積。
21、所述的步驟s11需要對(duì)組裝結(jié)構(gòu)與損傷結(jié)構(gòu)搭接的區(qū)域鉆孔,并使用優(yōu)選的螺栓將組裝補(bǔ)片固定至損傷區(qū)上,完成損傷區(qū)修理。
22、本發(fā)明的有益效果是:通過大量的六邊形復(fù)合材料補(bǔ)片單元和鋁合金連接單元的預(yù)制與拼接,縮短了大型復(fù)合材料修理制造的時(shí)間,提高了修理速度;通過改變六邊形復(fù)合材料補(bǔ)片單元和鋁合金連接單元的使用數(shù)量,可以有效實(shí)現(xiàn)不同損傷面積的快速修理;通過改變鋁合金連接單元的彎曲形狀,可以有效實(shí)現(xiàn)不同曲率的復(fù)合材料損傷快速修理,整個(gè)修理過程操作簡單、快速,不需要特殊工具工裝。
技術(shù)特征:
1.一種組裝式復(fù)合材料快速修理方法,其特征在于:其具體步驟如下:
2.根據(jù)權(quán)利要求1所述的一種組裝式復(fù)合材料快速修理方法,其特征在于:所述的步驟s1需要將復(fù)合材料層合板(1)放入熱壓罐中,使用熱壓罐對(duì)真空袋進(jìn)行抽真空。
3.根據(jù)權(quán)利要求2所述的一種組裝式復(fù)合材料快速修理方法,其特征在于:所述的復(fù)合材料真空度不低于-0.95mpa,溫度時(shí)間曲線和壓力時(shí)間曲線采用預(yù)浸料復(fù)合材料層合板(1)的制造工藝要求。
4.根據(jù)權(quán)利要求1所述的一種組裝式復(fù)合材料快速修理方法,其特征在于:所述的步驟s5中優(yōu)選的鋁合金板材(5)厚度與六邊形復(fù)合材料補(bǔ)片單元(2)打磨深度一致。
5.根據(jù)權(quán)利要求1所述的一種組裝式復(fù)合材料快速修理方法,其特征在于:所述的步驟s6所制緊固件孔的直徑與復(fù)合材料螺栓孔(3)一致。
6.根據(jù)權(quán)利要求5所述的一種組裝式復(fù)合材料快速修理方法,其特征在于:具體表現(xiàn)為同一排緊固件孔之間的間距與六邊形復(fù)合材料補(bǔ)片單元(2)緊固件間距一致,每列緊固件孔的間距與六邊形復(fù)合材料補(bǔ)片單元(2)搭接區(qū)(4)寬度一致。
7.根據(jù)權(quán)利要求1所述的一種組裝式復(fù)合材料快速修理方法,其特征在于:所述的步驟s7的鋁合金連接單元(6)的長度與六邊形復(fù)合材料補(bǔ)片單元(2)搭接區(qū)(4)短邊的長度一致,鋁合金連接單元(6)的寬度為六邊形復(fù)合材料補(bǔ)片單元(2)搭接區(qū)(4)寬度的二倍,鋁合金連接板材螺栓孔(7)與六邊形復(fù)合材料補(bǔ)片單元(2)搭接區(qū)(4)緊固件孔位置一致。
8.根據(jù)權(quán)利要求1所述的一種組裝式復(fù)合材料快速修理方法,其特征在于:所述的步驟s9所需要的六邊形復(fù)合材料補(bǔ)片單元(2)和鋁合金連接單元(6)數(shù)量的估算公式為:n≥adam/acom,其中,adam表示損傷區(qū)(11)面積,acom表示六邊形復(fù)合材料補(bǔ)片單元(2)面積。
9.根據(jù)權(quán)利要求1所述的一種組裝式復(fù)合材料快速修理方法,其特征在于:所述的步驟s11需要對(duì)組裝結(jié)構(gòu)(10)與損傷結(jié)構(gòu)(12)搭接的區(qū)域鉆孔,并使用螺栓(9)將組裝補(bǔ)片固定至損傷區(qū)(11)上,完成損傷區(qū)(11)修理。
技術(shù)總結(jié)
本發(fā)明涉及一種組裝式復(fù)合材料快速修理方法,包括S1、復(fù)合材料層合板的制作;S2、復(fù)合材料層合板裁剪;S3、六邊形復(fù)合材料補(bǔ)片單元制孔;S4、獲得大量六邊形復(fù)合材料補(bǔ)片單元;S5、無堿玻璃纖維布粘貼;S6、鋁合金板材制孔;S7、鋁合金板材裁剪;S8、獲得大量鋁合金連接單元;S9、修理補(bǔ)片組裝;S10、組裝結(jié)構(gòu)曲面外形調(diào)整;S11、組裝結(jié)構(gòu)的安裝;通過大量的六邊形復(fù)合材料補(bǔ)片單元和鋁合金連接單元的預(yù)制與拼接,縮短了大型復(fù)合材料修理制造的時(shí)間,提高了修理速度;通過改變六邊形復(fù)合材料補(bǔ)片單元和鋁合金連接單元的使用數(shù)量,可以有效實(shí)現(xiàn)不同損傷面積的快速修理;通過改變鋁合金連接單元的彎曲形狀,有效實(shí)現(xiàn)不同曲率的復(fù)合材料損傷快速修理。
技術(shù)研發(fā)人員:苗春賀,薛曉,楊海龍,宣善勇,劉鵬,王志遠(yuǎn),周健,孫運(yùn)剛
受保護(hù)的技術(shù)使用者:國營蕪湖機(jī)械廠
技術(shù)研發(fā)日:
技術(shù)公布日:2025/4/28
- 還沒有人留言評(píng)論。精彩留言會(huì)獲得點(diǎn)贊!