一種中空塑料成型坯壁厚自動(dòng)控制方法及系統(tǒng)與流程
本發(fā)明涉及中空塑料成型,尤其涉及一種中空塑料成型坯壁厚自動(dòng)控制方法及系統(tǒng)。
背景技術(shù):
1、目前中空塑料成型設(shè)備所用的型坯壁厚控制方法,采用繼電器、電位器、電子尺、液壓電磁閥和開關(guān)等元件構(gòu)成,控制精度低,干擾性差,易受內(nèi)部參數(shù)變化和外部環(huán)境因素影響,如時(shí)間、距離、長度、電壓、壓力、溫度等的變化引起機(jī)頭間隙的波動(dòng),導(dǎo)致制品型坯壁厚均勻性差,造成制品廢品率高、質(zhì)量不穩(wěn)定。
技術(shù)實(shí)現(xiàn)思路
1、針對上述缺陷或不足,本發(fā)明的目的在于提供一種中空塑料成型坯壁厚自動(dòng)控制方法及系統(tǒng)。
2、為達(dá)到以上目的,本發(fā)明的技術(shù)方案為:
3、一種中空塑料成型坯壁厚自動(dòng)控制方法,包括:
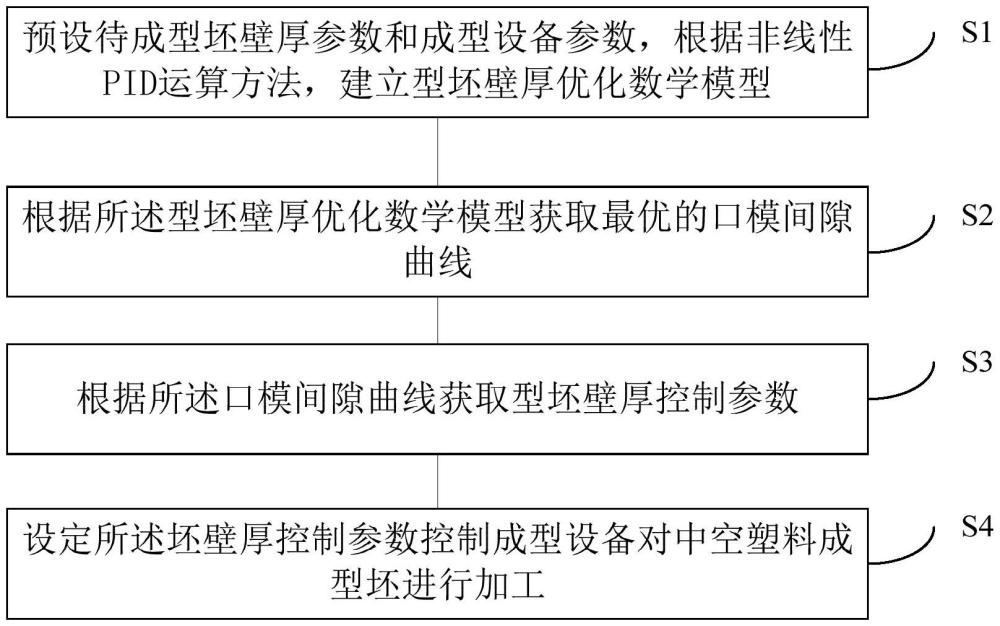
4、預(yù)設(shè)待成型坯壁厚參數(shù)和成型設(shè)備參數(shù),根據(jù)非線性pid運(yùn)算方法,建立型坯壁厚優(yōu)化數(shù)學(xué)模型;
5、根據(jù)所述型坯壁厚優(yōu)化數(shù)學(xué)模型獲取最優(yōu)的口模間隙曲線;
6、根據(jù)所述口模間隙曲線獲取型坯壁厚控制參數(shù);
7、設(shè)定所述坯壁厚控制參數(shù)控制成型設(shè)備對中空塑料成型坯進(jìn)行加工。
8、所述預(yù)設(shè)待成型坯壁厚參數(shù)和成型設(shè)備參數(shù),根據(jù)非線性pid運(yùn)算方法,建立型坯壁厚優(yōu)化數(shù)學(xué)模型,具體包括:
9、1.1、設(shè)定控制點(diǎn)的儲料量設(shè)定值以及儲料量反饋值,當(dāng)儲料量實(shí)際值不小于設(shè)定值時(shí),壁厚控制開始運(yùn)行,比較刷新每個(gè)控制點(diǎn)的儲料量設(shè)定值和儲料量反饋值,根據(jù)得到到的數(shù)據(jù)按公式(1)運(yùn)算:
10、1.2、定義標(biāo)準(zhǔn)pid控制器模型為:
11、
12、式中,u(t)為進(jìn)入控制對象的控制變量,e(t)為誤差信號,t為采樣周期,t為每次計(jì)算的時(shí)間點(diǎn),ti為積分時(shí)間常數(shù),td為微分時(shí)間常數(shù);
13、1.3、對所述標(biāo)準(zhǔn)pid控制器模型進(jìn)行離散離散化,得到:
14、
15、其中,所述u(k)為輸出信號值,所述e(k)為給定值與測量值之差,j為誤差數(shù),k為當(dāng)前時(shí)刻的采樣周期;;
16、1.4、令kd=kptd帶入公式(2)中,得到:
17、
18、所述根據(jù)所述型坯壁厚優(yōu)化數(shù)學(xué)模型獲取最優(yōu)的口模間隙曲線,具體包括:
19、每點(diǎn)設(shè)定有標(biāo)記輸出,并顯示每點(diǎn)的設(shè)定值;
20、通過拉伸和曲線微調(diào)兩種方式,兩設(shè)定點(diǎn)間用曲線擬,繪制出設(shè)定曲線。
21、所述設(shè)定所述坯壁厚控制參數(shù)控制成型設(shè)備對中空塑料成型坯進(jìn)行加工,具體包括:
22、調(diào)整型坯厚度曲線,使得plc控制器在接收到人機(jī)界面設(shè)定的曲線數(shù)據(jù)后,控制伺服比例閥,以達(dá)到預(yù)定的口模間隙。
23、一種中空塑料成型坯壁厚自動(dòng)控制系統(tǒng),包括:
24、建模單元,用于預(yù)設(shè)待成型坯壁厚參數(shù)和成型設(shè)備參數(shù),根據(jù)非線性pid運(yùn)算方法,建立型坯壁厚優(yōu)化數(shù)學(xué)模型;
25、處理單元,用于根據(jù)所述型坯壁厚優(yōu)化數(shù)學(xué)模型獲取最優(yōu)的口模間隙曲線;
26、獲取單元,用于根據(jù)所述口模間隙曲線獲取型坯壁厚控制參數(shù);
27、控制單元,用于設(shè)定所述坯壁厚控制參數(shù)控制成型設(shè)備對中空塑料成型坯進(jìn)行加工。
28、與現(xiàn)有技術(shù)比較,本發(fā)明的有益效果為:
29、本發(fā)明提供了一種中空塑料成型坯壁厚自動(dòng)控制方法及系統(tǒng),通過plc控制軟件的數(shù)學(xué)模型引入了智能非線性pid控制方法,有效的克服了電液伺服的大慣性和滯后性,快速準(zhǔn)確的實(shí)現(xiàn)了設(shè)定、檢測與反饋的閉環(huán)控制系統(tǒng),滿足中空塑料成型設(shè)備型坯壁厚控制的要求。
30、對型坯壁厚進(jìn)行自動(dòng)化控制避免因各種時(shí)間、距離、長度等內(nèi)部參數(shù)變化和電壓、溫度、壓力等外部干擾導(dǎo)致的型坯壁厚偏差。通過對模口間隙進(jìn)行實(shí)時(shí)檢測、反饋、閉環(huán)自動(dòng)調(diào)節(jié)控制,并結(jié)合智能化的控制算法,使中空塑料成型制品的壁厚在有效誤差范圍之內(nèi),提高產(chǎn)品性能和降低材料消耗,保證產(chǎn)品性能穩(wěn)定。可靠性高,適應(yīng)性強(qiáng)能夠在各種復(fù)雜惡劣的環(huán)境中應(yīng)用。能夠?qū)崿F(xiàn)對動(dòng)作的精確控制、模擬量的轉(zhuǎn)換運(yùn)算、數(shù)據(jù)的處理和i/o信號的處理等功能。
31、pws觸摸式工業(yè)級人機(jī)界面和plc控制模塊,采用實(shí)時(shí)分時(shí)多任務(wù)操作系統(tǒng),可定義每個(gè)任務(wù)的優(yōu)先級和循環(huán)時(shí)間;循環(huán)時(shí)間可達(dá)到1毫秒,整個(gè)系統(tǒng)的實(shí)時(shí)性可得到優(yōu)化。在觸摸屏上可以設(shè)定各種各樣的壁厚曲直線,充分利用plc控制模塊功能,實(shí)現(xiàn)模擬量的轉(zhuǎn)換運(yùn)算、數(shù)據(jù)的處理、在線監(jiān)測和閉環(huán)控制等功能,能夠?qū)崿F(xiàn)對型坯壁厚的快速、精確控制。操作簡單、實(shí)現(xiàn)容易、成本較低,可應(yīng)用于中空塑料成型設(shè)備,提高產(chǎn)品性能、降低材料消耗、減少廢品率,提高合格率,提升整機(jī)的性能和自動(dòng)化水平。
技術(shù)特征:
1.一種中空塑料成型坯壁厚自動(dòng)控制方法,其特征在于,包括:
2.根據(jù)權(quán)利要求1所述的中空塑料成型坯壁厚自動(dòng)控制方法,其特征在于,所述預(yù)設(shè)待成型坯壁厚參數(shù)和成型設(shè)備參數(shù),根據(jù)非線性pid運(yùn)算方法,建立型坯壁厚優(yōu)化數(shù)學(xué)模型,具體包括:
3.根據(jù)權(quán)利要求2所述的中空塑料成型坯壁厚自動(dòng)控制方法,其特征在于,所述根據(jù)所述型坯壁厚優(yōu)化數(shù)學(xué)模型獲取最優(yōu)的口模間隙曲線,具體包括:
4.根據(jù)權(quán)利要求1所述的中空塑料成型坯壁厚自動(dòng)控制方法,其特征在于,所述設(shè)定所述坯壁厚控制參數(shù)控制成型設(shè)備對中空塑料成型坯進(jìn)行加工,具體包括:
5.一種中空塑料成型坯壁厚自動(dòng)控制系統(tǒng),其特征在于,包括:
技術(shù)總結(jié)
本發(fā)明公開了一種中空塑料成型坯壁厚自動(dòng)控制方法,包括:預(yù)設(shè)待成型坯壁厚參數(shù)和成型設(shè)備參數(shù),根據(jù)非線性PID運(yùn)算方法,建立型坯壁厚優(yōu)化數(shù)學(xué)模型;根據(jù)所述型坯壁厚優(yōu)化數(shù)學(xué)模型獲取最優(yōu)的口模間隙曲線;根據(jù)所述口模間隙曲線獲取型坯壁厚控制參數(shù);設(shè)定所述坯壁厚控制參數(shù)控制成型設(shè)備對中空塑料成型坯進(jìn)行加工。通過PLC控制軟件的數(shù)學(xué)模型引入了智能非線性PID控制方法,有效的克服了電液伺服的大慣性和滯后性,快速準(zhǔn)確的實(shí)現(xiàn)了設(shè)定、檢測與反饋的閉環(huán)控制系統(tǒng),滿足中空塑料成型設(shè)備型坯壁厚控制的要求。
技術(shù)研發(fā)人員:郭昭輝,王紅旭,張曉飛,吳樂
受保護(hù)的技術(shù)使用者:秦川機(jī)床工具集團(tuán)股份公司
技術(shù)研發(fā)日:
技術(shù)公布日:2025/4/28
- 還沒有人留言評論。精彩留言會(huì)獲得點(diǎn)贊!