擠壓工裝的制作方法
本申請涉及動力電池制備,尤其是涉及一種擠壓工裝。
背景技術:
1、電池模塊入箱時,擠壓工裝是最為核心的步驟,目前的擠壓工裝大多是擠壓平面正對電池模塊的大面進行擠壓,達到設計尺寸后擠壓入箱。為了保證電池模塊能夠順利入箱,一般會將電池模塊底部部分區域預留出來;此時擠壓工裝的擠壓平面只正對著電池模塊上部約2/3區域。當電池模塊底部1/3區域進入箱體后會將擠壓工裝撤去,此時電池模塊頂部用一下壓工裝將電池模塊強行擠壓入箱。
2、在上述擠壓過程中,由于擠壓過程中電池模塊大面的工裝撤去,會造成電池模塊外張形成喇叭口。在下壓工裝下壓力的作用下可能會損傷電池單體。
3、因此,亟需一種擠壓工裝,在一定程度上以解決現有技術中存在的技術問題。
技術實現思路
1、本申請的目的在于提供一種擠壓工裝,在電池模塊下壓入箱時可不用卸去擠壓工裝,依靠工裝上的滾子滾動實現電池模塊z向的下壓位移。
2、本申請提供了一種擠壓工裝,用于將電池模塊裝入至箱體,所述擠壓工裝包括下壓機構以及側壓機構;
3、所述側壓機構包括沿第一方向間隔設置的第一側壓部以及第二側壓部,所述第一側壓部和所述第二側壓部之間形成擠壓空間,所述擠壓空間能夠放置所述電池模塊,使得所述第一側壓部、所述第二側壓部能夠分別抵接至所述電池模塊的擠壓面,所述擠壓面為所述電池模塊于第一方向上的兩端面;
4、所述下壓機構設置于所述擠壓空間的上方,且所述下壓機構能夠抵接至所述電池模塊的下壓面,所述下壓面為所述電池模塊垂直于所述第一方向的一端面;
5、當所述下壓機構下壓所述電池模塊以裝入至所述箱體的過程中,所述側壓機構在所述第一方向上持續給予所述電池模塊預設壓力,使得所述電池模塊以預設尺寸裝入至所述箱體。
6、在上述技術方案中,進一步地,所述下壓機構具有第一驅動部以及與所述第一驅動部連接的下壓部,所述下壓部能夠抵接于所述下壓面,所述第一驅動部驅動所述下壓部抵接于所述下壓面以下壓所述電池模塊至所述箱體內;
7、所述第一側壓部和所述第二側壓部均分別設有第二驅動部以及與所述第二驅動部連接的側壓部,所述側壓部能夠抵接于所述擠壓面,當所述第一驅動部驅動所述下壓部下壓所述電池模塊以裝入所述箱體的過程中,所述第二驅動部能夠驅動所述側壓部通過滾動抵接持續擠壓所述電池模塊。
8、在上述技術方案中,進一步地,所述第二驅動部為擠壓電機,所述側壓部為滾壓組件;
9、所述滾壓組件具有相對設置的固定面以及滾壓面,所述固定面與所述擠壓電機連接,所述滾壓面用于與所述擠壓面抵接;
10、所述第一側壓部的所述滾壓面與所述第二側壓部的所述滾壓面之間形成所述擠壓空間。
11、在上述技術方案中,進一步地,所述滾壓組件包括滾子構件、側壓板以及支架;
12、所述支架設置有兩個,兩個所述支架間隔設置且兩個所述支架對應開設有安裝孔,所述滾子構件通過所述安裝孔安裝于兩個所述支架之間;
13、所述滾子構件設置有多個,多個所述滾子構件朝向所述電池模塊的面形成所述滾壓面;
14、所述側壓板固定于所述支架的遠離所述電池模塊的一側,所述側壓板朝向所述擠壓電機的一側具有能夠安裝所述擠壓電機的輸出端的安裝部。
15、在上述技術方案中,進一步地,所述滾子構件包括滾子、限位軸套以及滾軸;
16、所述滾軸貫穿于所述滾子并與所述支架連接;
17、所述限位軸套套設于所述滾軸且位于所述滾子與所述支架之間;
18、所述滾子的周向側壁與所述電池模塊的所述擠壓面滾動抵接。
19、在上述技術方案中,進一步地,所述第一驅動部為下壓電機,所述下壓部包括下壓板以及海綿吸盤;
20、所述下壓電機的驅動端與所述下壓板連接;
21、所述海綿吸盤設置于所述下壓板朝向所述電池模塊的一側,以用于吸附所述電池模塊的下壓面。
22、在上述技術方案中,進一步地,所述下壓電機具有伸縮活塞缸,所述伸縮活塞缸的活塞桿與所述下壓板連接,所述活塞桿向下運動以帶動所述下壓板下壓所述電池模塊直至所述電池模塊進入所述箱體中。
23、在上述技術方案中,進一步地,所述下壓板的朝向所述電池模塊的一側形成有下壓板限位凸起;
24、在所述下壓機構下壓所述電池模塊以裝入至所述箱體的過程中,所述下壓板限位凸起能夠避讓所述電池模塊的極柱以抵接所述下壓面。
25、在上述技術方案中,進一步地,所述擠壓工裝還包括桁架以及橫梁;
26、所述橫梁沿所述箱體的長度方向滑動設置于所述桁架,以改變所述橫梁在所述桁架上的位置;
27、所述下壓機構設置于所述橫梁,通過所述橫梁能夠帶動所述下壓機構運動。
28、在上述技術方案中,進一步地,所述擠壓工裝還包括擠壓機架,所述擠壓機架包括固定桿以及連接框架;
29、所述連接框架沿所述箱體的長度方向跨設于所述箱體,所述連接框架的兩端分別與所述第一側壓部和所述第二側壓部連接,以定位所述側壓機構;所述連接框架的頂部通過所述固定桿連接所述橫梁;
30、所述連接框架設置有貫穿的通槽,所述第一驅動部的驅動端可貫穿所述通槽與所述下壓板連接,所述通槽的投影面積小于所述下壓板的投影面積以使所述下壓板設置于所述連接框架和所述電池模塊之間。
31、與現有技術相比,本申請的有益效果為:
32、本申請提供了一種擠壓工裝,用于將電池模塊裝入至箱體,所述擠壓工裝包括下壓機構以及側壓機構;
33、所述側壓機構包括沿第一方向間隔設置的第一側壓部以及第二側壓部,所述第一側壓部和所述第二側壓部之間形成擠壓空間,所述擠壓空間能夠放置所述電池模塊,使得所述第一側壓部、所述第二側壓部能夠分別抵接至所述電池模塊的擠壓面,所述擠壓面為所述電池模塊于第一方向上的兩端面;
34、所述下壓機構設置于所述擠壓空間的上方,且所述下壓機構能夠抵接至所述電池模塊的下壓面,所述下壓面為所述電池模塊垂直于所述第一方向的一端面;
35、當所述下壓機構下壓所述電池模塊以裝入至所述箱體的過程中,所述側壓機構在所述第一方向上持續給予所述電池模塊預設壓力,使得所述電池模塊以預設尺寸裝入至所述箱體。
36、綜上,本申請中在將電池模塊裝置箱體內時,下壓機構對電池模塊提供下壓力,在下壓的過程中,第一側壓部以及第二側壓部對電池模塊在第一方向上持續給予預設壓力,使得電池模塊能夠沿下壓方向裝入至箱體內,在裝箱的過程中,電池模塊不會因受力不均而出現喇叭口狀的問題,避免對電池單體的損傷。
技術特征:
1.一種擠壓工裝,用于將電池模塊裝入至箱體(2),
2.根據權利要求1所述的擠壓工裝,其特征在于,所述下壓機構具有第一驅動部以及與所述第一驅動部連接的下壓部,所述下壓部能夠抵接于所述下壓面(6),所述第一驅動部驅動所述下壓部抵接于所述下壓面(6)以下壓所述電池模塊至所述箱體(2)內;
3.根據權利要求2所述的擠壓工裝,其特征在于,所述第二驅動部為擠壓電機(10),所述側壓部為滾壓組件(31);
4.根據權利要求3所述的擠壓工裝,其特征在于,所述滾壓組件(31)包括滾子構件(32)、側壓板(14)以及支架(15);
5.根據權利要求4所述的擠壓工裝,其特征在于,所述滾子構件(32)包括滾子(7)、限位軸套(11)以及滾軸(12);
6.根據權利要求2所述的擠壓工裝,其特征在于,所述第一驅動部為下壓電機(8),所述下壓部包括下壓板(9)以及海綿吸盤;
7.根據權利要求6所述的擠壓工裝,其特征在于,所述下壓電機(8)具有伸縮活塞缸,所述伸縮活塞缸的活塞桿與所述下壓板(9)連接,所述活塞桿向下運動以帶動所述下壓板(9)下壓所述電池模塊直至所述電池模塊進入所述箱體(2)中。
8.根據權利要求6所述的擠壓工裝,其特征在于,所述下壓板(9)的朝向所述電池模塊的一側形成有下壓板限位凸起(25);
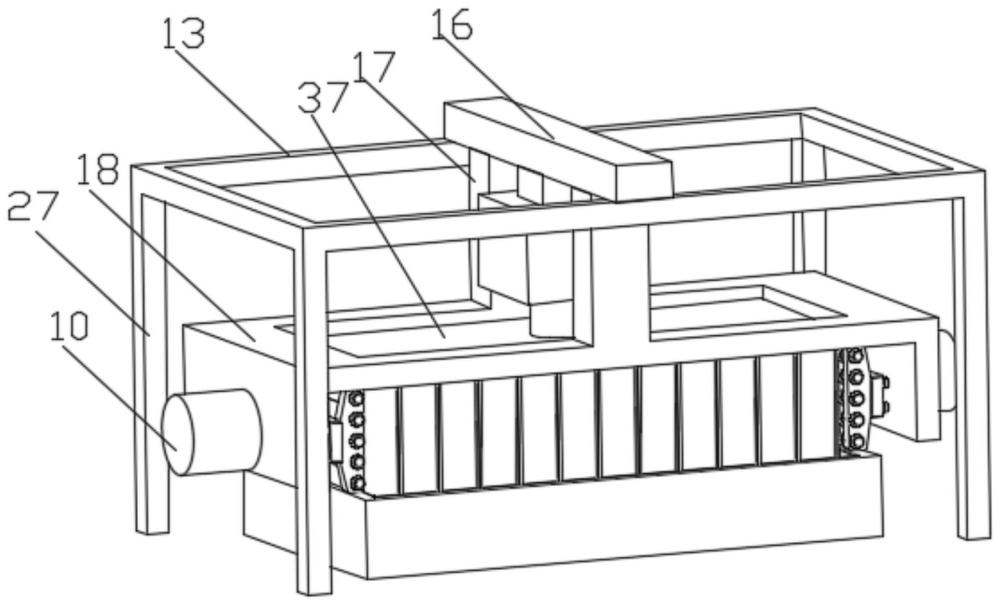
9.根據權利要求6所述的擠壓工裝,其特征在于,所述擠壓工裝還包括桁架(13)以及橫梁(16);
10.根據權利要求9所述的擠壓工裝,其特征在于,所述擠壓工裝還包括擠壓機架,所述擠壓機架包括固定桿(17)以及連接框架(18);
技術總結
本申請提供了一種擠壓工裝,包括下壓機構以及側壓機構;側壓機構包括沿第一方向間隔設置的第一側壓部以及第二側壓部,第一側壓部和第二側壓部之間形成擠壓空間,擠壓空間能夠放置電池模塊,使得第一側壓部、第二側壓部能夠分別抵接至電池模塊的擠壓面,擠壓面為電池模塊于第一方向上的兩端面;下壓機構設置于擠壓空間的上方,且下壓機構能夠抵接至電池模塊的下壓面,下壓面為電池模塊垂直于第一方向的一端面;當下壓機構下壓電池模塊以裝入至箱體的過程中,側壓機構在第一方向上持續給予電池模塊預設壓力,使得電池模塊以預設尺寸裝入至箱體。
技術研發人員:謝剛,孫振翼,吳純華,金佺良,於洪將
受保護的技術使用者:江蘇正力新能電池技術股份有限公司
技術研發日:20240417
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!