三層氣泡片冷卻板的制作方法
本公開涉及三層氣泡片冷卻板及其制造方法。
背景技術:
1、在本部分中提供的信息是為了總體上呈現本公開的背景的目的。在本部分中描述的程度上,當前署名的發明人的工作以及在提交時可能不以其它方式作為現有技術的描述的各方面,既不明示地也不暗示地被認為是針對本公開的現有技術。
2、冷板主要使用包括擠壓和釬焊的兩種制造技術制成。通過擠壓制造的冷板具有厚壁,厚度通常大于0.4-0.5mm。此外,擠壓過程受限于面板的形狀和尺寸。釬焊是緩慢且昂貴的過程,需要許多固定裝置和特殊制造。
3、因此,期望提供一種具有降低的成本和時間要求的制造冷卻板的替代方法。
技術實現思路
1、根據本公開的一方面,一種制造冷板的方法,包括:將三個金屬片堆疊在彼此的頂部上,同時所述三個金屬片中的每個是大致平坦的。金屬片可包括鋁、銅、鋼、鋼合金或其它導電金屬及其組合。所述三個金屬片的邊緣被焊接或以其它方式固定在一起。所述金屬片中的頂部金屬片在多個第一位置處結合到所述金屬片中的中間金屬片,并且所述金屬片中的底部金屬片在不同于所述多個第一位置的多個第二位置處結合到所述金屬片中的中間金屬片。在所述金屬片中的頂部金屬片和所述金屬片中的底部金屬片之間供應加壓介質,以使所述金屬片中的頂部金屬片與所述金屬片中的底部金屬片分離并使所述金屬片中的中間金屬片變形。
2、根據另一方面,鋁片中的中間鋁片可以比鋁片中的頂部鋁片和鋁片中的底部鋁片兩者都薄。
3、根據另一方面,加壓介質是加壓空氣。
4、根據另一方面,頂部鋁片和底部鋁片中的一個包括冷卻劑入口端口,并且頂部鋁片和底部鋁片中的一個包括冷卻劑出口端口。
5、根據另一方面,將鋁片中的頂部鋁片結合到鋁片中的中間鋁片以及將鋁片中的底部鋁片結合到片中的中間片包括激光焊接、摩擦焊接、電阻焊接和輥壓結合中的一種。
6、根據另一方面,將所述三個片的邊緣結合在一起包括激光焊接、摩擦焊接、電阻焊接和輥壓結合中的一種。
7、根據另一方面,在多個第一位置處將鋁片中的頂部鋁片結合到鋁片中的中間鋁片以及在多個第二位置處將鋁片中的底部鋁片結合到鋁片中的中間鋁片每個均包括多個線焊接部。
8、根據另一方面,在多個第一位置處將鋁片中的頂部鋁片結合到鋁片中的中間鋁片以及在多個第二位置處將鋁片中的底部鋁片結合到鋁片中的中間鋁片每個均包括多個定位焊接部(tack?weld)。
9、方案1.一種制造冷板的方法,包括:
10、將三個金屬片堆疊在彼此的頂部上,同時所述三個金屬片中的每個是大致平坦的;
11、將所述三個金屬片的邊緣固定在一起;
12、在多個第一位置處將所述金屬片中的頂部金屬片結合到所述金屬片中的中間金屬片;
13、在不同于所述多個第一位置的多個第二位置處將所述金屬片中的底部金屬片結合到所述金屬片中的中間金屬片;
14、在所述金屬片中的頂部金屬片和所述金屬片中的底部金屬片之間供應加壓介質,以使所述金屬片中的頂部金屬片與所述金屬片中的底部金屬片分離并使所述金屬片中的中間金屬片變形。
15、方案2.根據方案1所述的方法,其中,金屬片中的中間金屬片比金屬片中的頂部金屬片和金屬片中的底部金屬片兩者都薄。
16、方案3.根據方案1所述的方法,其中,加壓介質是加壓空氣。
17、方案4.根據方案1所述的方法,其中,頂部金屬片和底部金屬片中的一個包括冷卻劑入口端口,并且頂部金屬片和底部金屬片中的一個包括冷卻劑出口端口。
18、方案5.根據方案1所述的方法,其中,將金屬片中的頂部金屬片結合到金屬片中的中間金屬片以及將金屬片中的底部金屬片結合到片中的中間片包括激光焊接、摩擦焊接、電阻焊接和輥壓結合中的一種。
19、方案6.根據方案1所述的方法,其中,將所述三個金屬片的邊緣固定在一起包括激光焊接、摩擦焊接、電阻焊接和輥壓結合中的一種。
20、方案7.根據方案1所述的方法,其中,在多個第一位置處將金屬片中的頂部金屬片結合到金屬片中的中間金屬片以及在多個第二位置處將金屬片中的底部金屬片結合到金屬片中的中間金屬片每個均包括多個線焊接部。
21、方案8.根據方案1所述的方法,其中,在多個第一位置處將金屬片中的頂部金屬片結合到金屬片中的中間金屬片以及在多個第二位置處將金屬片中的底部金屬片結合到金屬片中的中間金屬片每個均包括多個定位焊接部。
22、方案9.一種制造冷板的方法,包括:
23、將三個鋁片堆疊在彼此的頂部上,同時所述三個鋁片中的每個是大致平坦的,其中,鋁片中的中間鋁片比鋁片中的頂部鋁片和鋁片中的底部鋁片兩者都薄;
24、將所述三個鋁片的邊緣結合在一起;
25、在多個第一位置處將所述鋁片中的頂部鋁片結合到所述鋁片中的中間鋁片;
26、在不同于所述多個第一位置的多個第二位置處將所述鋁片中的底部鋁片結合到所述鋁片中的中間鋁片;
27、在所述鋁片中的頂部鋁片和所述鋁片中的底部鋁片之間供應加壓介質,以使所述鋁片中的頂部鋁片與所述鋁片中的底部鋁片分離并使所述鋁片中的中間鋁片變形。
28、方案10.根據方案9所述的方法,其中,加壓介質是加壓空氣。
29、方案11.根據方案9所述的方法,其中,加壓介質是液體。
30、方案12.根據方案9所述的方法,其中,將鋁片中的頂部鋁片結合到鋁片中的中間鋁片以及將鋁片中的底部鋁片結合到片中的中間片包括激光焊接、摩擦焊接、電阻焊接和輥壓結合中的一種。
31、方案13.根據方案9所述的方法,其中,將所述三個片的邊緣結合在一起包括激光焊接、摩擦焊接、電阻焊接和輥壓結合中的一種。
32、方案14.根據方案9所述的方法,其中,在多個第一位置處將鋁片中的頂部鋁片結合到鋁片中的中間鋁片以及在多個第二位置處將鋁片中的底部鋁片焊接到鋁片中的中間鋁片每個均包括多個線焊接部。
33、方案15.根據方案9所述的方法,其中,在多個第一位置處將鋁片中的頂部鋁片結合到鋁片中的中間鋁片以及在多個第二位置處將鋁片中的底部鋁片結合到鋁片中的中間鋁片每個均包括多個定位焊接部。
34、方案16.根據方案9所述的方法,其中,頂部鋁片和底部鋁片中的一個包括冷卻劑入口端口,并且頂部鋁片和底部鋁片中的一個包括冷卻劑出口端口。
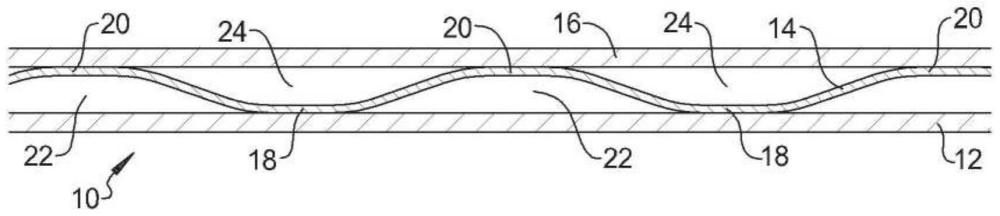
35、方案17.一種電池模塊冷卻板,包括:
36、底部金屬片;
37、中間金屬片,所述中間金屬片沿中間金屬片和底部金屬片的邊緣在多個第一中間位置處結合到底部金屬片,所述中間金屬片還沿中間金屬片和頂部金屬片的邊緣在不同于所述第一中間位置的多個第二中間位置處結合到頂部金屬片,其中,頂部金屬片與底部金屬片彼此間隔開并且中間金屬片在頂部金屬片與底部金屬片之間成波紋狀。
38、方案18.根據方案17所述的電池模塊冷卻板,其中,中間金屬片通過多個第一焊接部結合到頂部金屬片,且中間金屬片通過多個第二焊接部結合到底部金屬片。
39、方案19.根據方案17所述的電池模塊冷卻板,其中,通過激光焊接、摩擦焊接、電阻焊接和輥壓結合中的一種,將中間金屬片結合到頂部金屬片,且將中間金屬片結合到底部金屬片。
40、方案20.根據方案17所述的電池模塊冷卻板,其中,中間金屬片比頂部金屬片和底部金屬片兩者都薄。
41、本公開的其它應用領域將從詳細描述、權利要求和附圖變得顯而易見。詳細描述和具體示例僅旨在用于說明的目的,并且不旨在限制本公開的范圍。
- 還沒有人留言評論。精彩留言會獲得點贊!