一種基于多項式插值的焊接機器人S速度曲線軌跡規劃方法
本發明涉機器人焊接領域,尤其涉及一種應對機器人焊接過程中s曲線加減速階段速度不平滑顯現得速度規劃方法。
背景技術:
1、機器人準確度是影響加工的重要因素,機器人軌跡準確度是影響加工誤差及加工穩定性的重要因素。以高精度弧焊機器人為例,需要位置準確度和速度平滑保證焊接質量。為保證軌跡準確度及運動穩定性,軌跡規劃過程中要求機器人規劃位置、速度、加速度平滑。常見的平滑軌跡規劃方式有多項式軌跡規劃、樣條曲線軌跡規劃等。亦衍生出如針對非均勻有理的b樣條曲線、nurbs曲線等,通過對離散點位之間的運動軌跡規劃保證了運動的平滑性,在加工效率、加工質量上有明顯優勢。
2、除多項式軌跡規劃、樣條曲線軌跡規劃外,實際應用過程中常對速度、加速度進行限制,為滿足運動需求,梯形軌跡和s形軌跡速度規劃是最為常見的兩種。其中s曲線規劃常用于笛卡爾空間,s速度曲線規劃位移、速度平滑,加速度連續,可以有效避免沖擊,其中最為常見的七段s曲線軌跡規劃被廣泛應用于高速高精度的加工系統。
3、在目前焊接機器人運動控制系統中軌跡規劃周期是等時離散的,其數據采樣周期也就是插補周期均為固定的時間周期常數,從2~8ms不等,插補點數量為整數。但按照理想給定的速度、加速度、加加速度構建七段s速度曲線時,插補時間存在不為插補周期整數倍的情況,從而導致速度曲線的不平滑及位置誤差的問題,當完成加速運動進入勻速階段時由于時間圓整導致速度突變,在減速至末端速度時同樣由于時間圓整導致速度無法達到設定的速度值,速度圓整誤差會影響規劃位置的準確度。
4、為保證軌跡的平滑性,專利cn202211527971.2針對圓弧軌跡姿態不平滑問題設計四元數對姿態進行軌跡規劃,保證了機器人末端軌跡的平滑運行。專利cn202110797042.2通過建立三次均勻樣條構造兩段相鄰給定路徑之間的過渡路徑后再對構造的路徑進行s曲線軌跡規劃。類似的專利cn202011544185.4建立了非均勻b樣條曲線作為過渡曲線,實現了速度的平滑連續規劃。
5、從速度曲線規劃角度出發,專利cn202310602203.7根據加速度對速度曲線進行插補處理,以速度階段為界,對每一速度階段中各插補周期進行加速度平滑處理,對插補后期的脈沖數進行優化,增加了速度的平滑性。專利cn201810845279.1針對始末速度出現負值的s曲線進行加減速規劃,保證了在始末速度出現負值情況下的連續軌跡規劃。專利cn202311217178.7通過建立輔助修正函數的方法對s曲線進行二次規劃,用二次規劃后的速度曲線控制電機,將s速度曲線轉化為脈沖輸出,得到了更柔順的速度控制。
6、從圓整周期角度出發,專利cn201710917904.4通過調整插補時間的方法實現軌跡規劃過程中的圓整誤差進行補償,使用位移和速度調整的方式重新計算全部的運動參數,保證調整后的運動參數不超限。類似的,專利cn201710994472.7基于s曲線加減速算法對nurbs曲線進行雙向自適應插補,提高了速度規劃插補的精度。亦有專利cn202311744776.x針對s曲線速度規劃過程中的圓整問題,通過增加插補周期的方式對圓整誤差進行補償,一定程度上消除了圓整誤差。
7、上述針對軌跡平滑的
技術實現要素:
中,一部分發明從路徑平滑性出發,通過對路徑的平滑規劃保證速度軌跡宏觀層面的平滑性,但注定會犧牲軌跡準確度。在關注離散控制系統導致的速度不平滑問題的相關發明較少,已有發明大多通過調整時間規劃策略,改變離散周期的方式實現速度軌跡的平滑規劃,然而控制系統離散時間固定,離散周期不便調節的同時,調整離散周期的方法會影響伺服系統的穩定性,從而會對軌跡準確度產生負面影響。
8、實現焊接機器人軌跡規劃的平滑方式,一方面通過路徑平滑,另一方面大多通過調整時間圓整策略、規劃周期的方法實現對速度規劃的調整。通過路徑平滑過渡的方式注定會犧牲部分軌跡精度,與離散系統的圓整誤差累加會導致軌跡準確度進一步下降。對于針對離散系統的速度規劃策略來說實際控制過程中離散周期為固定值,難以進行調整的同時,已有方法中并未考慮加加速度的連續性問題。因此,針對離散控制系統的速度平滑規劃方法仍具有很大的發展空間。
技術實現思路
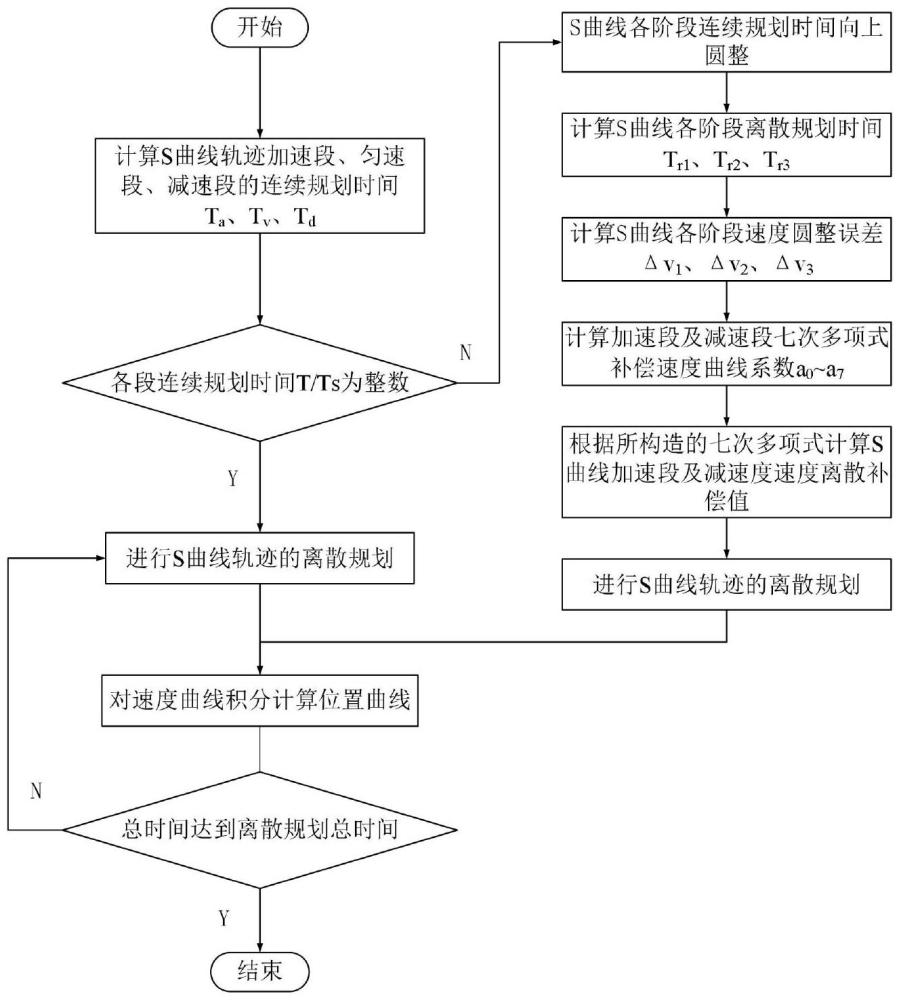
1、本發明為解決公知技術中焊接機器人s曲線軌跡規劃過程計算量大,離散控制條件下速度曲線不平滑,存在圓整誤差影響軌跡準確度的問題,在等時離散的數字化運動控制系統的基礎上建立了焊接機器人s曲線加速段、焊接機器人勻速段及焊接機器人減速段的位置、速度圓整誤差模型,分析圓整誤差的影響因素;再此基礎上提出了一種基于多項式插補的規劃過程速度圓整誤差補償方法,在不影響焊接機器人加速段、焊接機器人減速段始末速度、焊接機器人加速度的情況下對s型曲線規劃軌跡的圓整周期誤差進行補償,通過對焊接機器人加速段、焊接機器人減速段的速度補償實現了各段速度的平滑過渡,達到提高速度平滑性,提高軌跡準確度得效果。
2、本發明具體內容如下:
3、為了克服現有技術中計算量大,離散控制條件下速度曲線不平滑,存在圓整誤差影響軌跡準確度的問題,本發明針對焊接機器人s速度曲線進行規劃階段劃分,建立對應的速度、位置圓整誤差模型,采用七次多項式誤差補償的方法對各階段速度圓整誤差進行補償,通過積分得到對應的離散位置。提供了一種計算簡單,保證速度平滑,提高軌跡準確度的規劃誤差補償方法。
4、建立離散控制條件下的焊接機器人七段s速度曲線軌跡規劃算法,輸入為笛卡爾空間焊縫軌跡示教點的位置信息、焊接過程中的最大速度約束、最大加速度百分比,根據焊接機器人系統電機性能給出笛卡爾空間最大加加速度約束條件,在笛卡爾空間進行基于七段s速度曲線的軌跡規劃。表明笛卡爾空間位置與離散規劃時間、最大速度、最大加速度、最大加加速度之間的相互關系。解決了傳統離散控制系統在對焊接機器人七段s速度曲線軌跡規劃過程中由于對計算時間節點采用連續規劃表達式,而導致規劃過程中時間標志判斷失效,影響計算精度的問題。
5、對七段s速度曲線進行劃分,在此基礎上基于焊接機器人七段s曲線軌跡規劃加速度曲線特征,通過積分運算建立焊接機器人七段s速度曲線的速度圓整誤差模型、位置圓整誤差模型,作為七次多項式速度補償軌跡的約束信息。建立離散周期、最大速度約束與速度圓整誤差、位置圓整誤差之間的關系,作為七次多項式補償軌跡的約束條件。解決了現有技術中對曲線劃分階段多,單段規劃時間短,誤差較小,計算難度大,難以補償的問題,減小了計算量,提高運算效率。
6、本發明具有的優點及積極效應有:
7、1、針對離散控制系統建立了離散時間下的焊接機器人七段s速度曲線規劃軌跡表達式,滿足離散控制要求。
8、2、對焊接機器人七段s速度曲線離散規劃過程進行劃分,減小軌跡規劃過程的計算量。
9、3、建立了七次多項式速度補償軌跡,實現了對焊接機器人七段s速度曲線各段的平滑補償。
10、4、實現了對基礎軌跡及復雜樣條曲線軌跡的補償,提高軌跡準確度。
11、5、方法具有普適性,可應用于不同約束條件下的焊接機器人七段s速度曲線軌規劃過程,提高應用于各種場景下的工業機器人軌跡準確度及速度平滑度。
- 還沒有人留言評論。精彩留言會獲得點贊!