用于加工金屬工件的方法以及激光裝置與流程
本發(fā)明涉及一種用于加工金屬工件的方法以及一種用于借助于加工射束加工金屬工件的激光裝置。
背景技術(shù):
1、從wo?2022/037797a1中已知一種用于借助于從激光加工頭射出的激光射束由一個工件制造至少一個工件部件和工件剩余部分的方法。在該方法中,沿著切割線切割工件,其中,在工件部件和工件剩余部分上形成切割棱邊。此外,在該方法中,在工件部件與工件剩余部分連接期間,以倒圓的形式對工件進(jìn)行修整。
2、此外,從de?10?2019?125?103a1中已知一種用于對工件進(jìn)行激光切割的方法。在該方法中,產(chǎn)生用于對工件進(jìn)行粗加工的加工激光射束。在此,產(chǎn)生加工激光射束的兩個能量強(qiáng)度區(qū)域,其中,用于對工件進(jìn)行粗加工的第一能量強(qiáng)度區(qū)域具有比用于對切割棱邊至少部分地精加工的第二能量強(qiáng)度區(qū)域大的在時間上積分的輻射能量。借助加工射束照射工件。
技術(shù)實現(xiàn)思路
1、本發(fā)明的目的是,實現(xiàn)一種能夠借助于激光裝置實現(xiàn)特別快速且精確地切割工件的解決方案,其中,避免尖銳的切割棱邊。
2、該目的通過獨立權(quán)利要求的主題來實現(xiàn)。本發(fā)明的另外可行的設(shè)計方案在從屬權(quán)利要求、說明書和附圖中說明。在針對獨立權(quán)利要求的主題中的一個主題的描述的范圍內(nèi)闡述的特征、優(yōu)點和可行的設(shè)計方案至少類似地可視為其他獨立權(quán)利要求的相應(yīng)的主題以及獨立權(quán)利要求的主題的任意可行的組合的特征、優(yōu)點和可行的設(shè)計方案,必要時結(jié)合從屬權(quán)利要求中的一個或多個從屬權(quán)利要求也是如此。
3、本發(fā)明涉及一種用于加工金屬工件的方法,所述金屬工件尤其板狀地或管狀地構(gòu)成。在該方法中提出,將加工射束定向到工件上并且使所述加工射束在切割方向上相對于工件運(yùn)動。加工射束借助于激光裝置提供。將加工射束定向到工件上應(yīng)理解為,加工射束由激光裝置提供、定向到工件上并且射到工件的工件表面上。加工射束包括具有第一強(qiáng)度的第一激光射束,所述第一激光射束設(shè)置用于在厚度方向上切割工件。換言之,在加工金屬工件時,在工件的厚度方向上借助于第一激光射束切割工件。此外,加工射束包括在第一激光射束旁邊射到工件的工件表面上的第二激光射束,所述第二激光射束具有與第一激光射束的第一強(qiáng)度相比較小的第二強(qiáng)度。借助于第二激光射束產(chǎn)生工件的被倒圓的切割棱邊。因此,借助于第二激光射束可以使工件的材料流動,由此,可能的、在借助于第一激光射束切割工件時產(chǎn)生的切割棱邊被倒圓。因此,可以將工件的再加工耗費保持得特別低。因此,加工射束能夠?qū)崿F(xiàn)切割工件,其中,產(chǎn)生倒圓的切割棱邊。因此可以省去切割棱邊的事后的倒圓。
4、因此,加工射束包括第一激光射束和至少部分地布置在第一激光射束旁邊的第二激光射束。例如,第一激光射束和第二激光射束可以至少部分地交疊。可行的是,第一激光射束和第二激光射束相對于彼此同心地布置。這應(yīng)理解為,第一激光射束在工件的工件表面上的圖像形成加工射束的內(nèi)部區(qū)域,并且第二激光射束的圖像在周側(cè)包圍第一激光射束的圖像。為此,第一激光射束的圖像可以至少基本上是圓形的或橢圓形的,而第二激光射束的圖像環(huán)形地設(shè)計,從而環(huán)形地包圍第一激光射束的圖像。在工件表面的平面中,第一激光射束和第二激光射束的圖像可以鄰接于彼此而沒有交疊或通過小的分離間隙彼此間隔開。
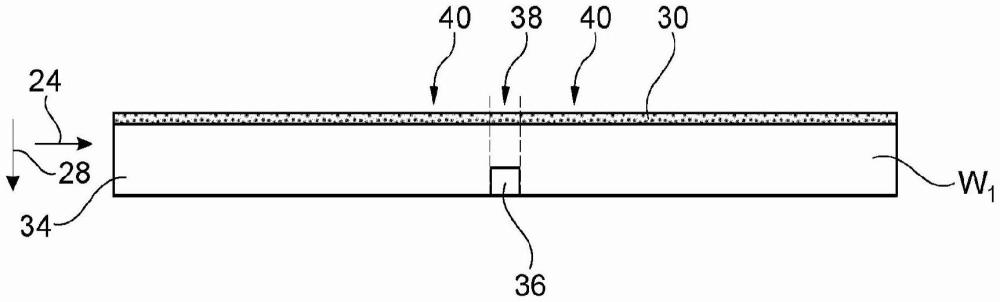
5、此外,在該方法中提出,為了產(chǎn)生金屬工件的材料橋接部,第一激光射束的第一強(qiáng)度在工件的在沿切割方向延伸的穩(wěn)定化區(qū)域中與工件的沿切割方向鄰接于穩(wěn)定化區(qū)域的至少一個切割區(qū)域相比減小。由此,在穩(wěn)定化區(qū)域中至多在工件的厚度的部分區(qū)域上切入工件。在切割工件時留下至少一個材料橋接部使得能夠?qū)崿F(xiàn):在加工工件時不發(fā)生通過切割工件產(chǎn)生的兩個工件部件相對于彼此的傾翻,由此可以特別精確地切割工件。如果工件部件在金屬工件的加工期間不受控地相對于彼此傾翻,則加工射束可能與工件的預(yù)設(shè)的切割線偏離,由此工件被錯切。通過所述至少一個材料橋接部可以避免工件的這種的錯切。在借助于加工射束切割金屬工件結(jié)束之后,工件的相應(yīng)的工件部件借助于所述至少一個材料橋接部保持在彼此上。隨后,將工件的保留的材料橋接部斷開,以便將工件的工件部件彼此分開。被分開的工件部件中的至少一個工件部件可以是構(gòu)件,所述構(gòu)件因此在所述方法的范疇內(nèi)從金屬工件切出。所述至少一個材料橋接部可以借助于加工射束或者機(jī)械地例如通過折斷來斷開。斷開例如可以通過將第一工件部件、尤其構(gòu)件從環(huán)繞的第二工件部件中壓出、撞出或振出來實現(xiàn),因此所述第二工件部件是工件剩余部分或工件的剩余格柵。替選地,材料橋接部可以斷開,其方式為,通過材料橋接部保持在一起的多個工件部件被彎折分開或振蕩分開。所述至少一個材料橋接部作為所謂的“納接頭(nano?joint)”僅在工件的厚度的部分區(qū)域上延伸。與在工件的整個厚度上延伸的所謂的微接頭(micro?joints)相比,納接頭作為材料橋接部的所述使用具有如下優(yōu)點:可以倒圓地提供整個切割棱邊。
6、在穩(wěn)定化區(qū)域中切入工件。因此,在穩(wěn)定化區(qū)域中留下材料橋接部,所述材料橋接部僅在工件的厚度的一部分上延伸。在切割區(qū)域中,工件在其厚度上被完全切透。切割區(qū)域可以在切割方向上向前或向后銜接到穩(wěn)定化區(qū)域上。尤其地,工件包括至少兩個切割區(qū)域,其中,一個切割區(qū)域在切割方向上向前銜接到穩(wěn)定化區(qū)域上,并且另一切割區(qū)域在切割方向上向后銜接到穩(wěn)定化區(qū)域上。因此,穩(wěn)定化區(qū)域在切割方向上向前和向后由相應(yīng)的切割區(qū)域限界。尤其地,工件可以針對待產(chǎn)生的每個材料橋接部具有由相應(yīng)的切割區(qū)域包圍的穩(wěn)定化區(qū)域。
7、為了在唯一的方法步驟中借助于加工射束切割金屬工件并且將其提供為具有倒圓的切割棱邊,其中,產(chǎn)生至少一個材料橋接部,則至少在沿切割方向在工件的表面上引導(dǎo)期間改變第一激光射束的強(qiáng)度,以便留下納接頭。因此,第一激光射束的第一強(qiáng)度在切割方向上在切割區(qū)域中具有初始值,在沿切割方向鄰接的穩(wěn)定化區(qū)域中降低到減小的值并且在沿切割方向鄰接于穩(wěn)定化區(qū)域的另一切割區(qū)域中又提高到初始值。因此,加工射束可以持續(xù)地沿著工件的工件表面被引導(dǎo),以便在切割區(qū)域中完全切透工件并且在穩(wěn)定化區(qū)域中留下材料橋接部,其中,產(chǎn)生工件的被倒圓的切割棱邊。因此可以省去在彼此不同的多個加工步驟中的工件再加工,例如在留下至少一個材料橋接部的情況下切割工件并且隨后對棱邊單獨倒圓。因此,該方法能夠?qū)崿F(xiàn)金屬工件的特別快速且大規(guī)模的加工。
8、在本發(fā)明的一個可行的改進(jìn)方案中提出,第一激光射束和第二激光射束在垂直于切割方向在工件表面上延伸的一條線上在彼此旁邊布置。換言之,加工射束在切割方向上相對于工件表面運(yùn)動,由此這些激光射束在彼此旁邊地在工件的工件表面上引導(dǎo)。由此,這些激光射束在通過工件表面展開的平面中垂直于切割方向在彼此旁邊布置。尤其地,激光射束可以垂直于切割方向并且垂直于工件的厚度方向在彼此旁邊布置,所述厚度方向與激光射束射到工件上的射束方向重合。因此,第二激光射束比第一激光射束更靠近在切割工件時保留的工件部件布置,由此在切割工件時借助于第一激光射束產(chǎn)生的切割棱邊可以通過熔化重鑄并且從而通過材料的流動來倒圓。切割棱邊尤其在其產(chǎn)生的即刻借助于第二激光射束倒圓,由此可以將產(chǎn)生尖棱的切割棱邊的風(fēng)險保持得特別小。
9、在本發(fā)明的另一可行的設(shè)計方案中提出,借助于激光裝置提供加工射束。所述激光裝置包括光波導(dǎo)、激光射束產(chǎn)生單元以及射束分配裝置。激光裝置尤其是光纖激光器。因此,光波導(dǎo)可以是所謂的光纖,尤其是多包層光纖、如2合1光纖或3合1光纖。光波導(dǎo)包括芯部區(qū)域和至少一個環(huán)形區(qū)域。如果光波導(dǎo)構(gòu)成為2合1光纖,則光波導(dǎo)包括芯部區(qū)域和在周側(cè)包圍芯部區(qū)域的一個環(huán)形區(qū)域。如果光波導(dǎo)構(gòu)成為3合1光纖,則光波導(dǎo)包括芯部區(qū)域以及兩個環(huán)形區(qū)域,即內(nèi)環(huán)形區(qū)域以及外環(huán)形區(qū)域。內(nèi)環(huán)形區(qū)域在周側(cè)包圍芯部區(qū)域,并且外環(huán)形區(qū)域在周側(cè)不僅包圍芯部區(qū)域而且包圍內(nèi)環(huán)形區(qū)域。在此,芯部區(qū)域和兩個環(huán)形區(qū)域相對于彼此同心地布置。激光射束產(chǎn)生單元配置用于產(chǎn)生激光輸入射束。因此,在該方法中,借助于激光射束產(chǎn)生單元產(chǎn)生激光輸入射束。借助于射束分配裝置將激光輸入射束分配到芯部區(qū)域上以用于產(chǎn)生第一激光射束以及分配到至少一個環(huán)形區(qū)域上以用于產(chǎn)生第二激光射束。借助于射束分配裝置可以調(diào)設(shè):要將激光輸入射束的多少份額耦入到芯部區(qū)域中以及要將激光輸入射束的多少份額耦入到所述至少一個環(huán)形區(qū)域中。因此,借助于射束分配裝置可以調(diào)設(shè)相應(yīng)的激光射束的強(qiáng)度。替選于具有借助于其產(chǎn)生一個激光輸入射束的激光射束產(chǎn)生單元的激光裝置的設(shè)計方案,激光裝置可以具有至少兩個單獨的激光射束產(chǎn)生單元,其中,借助于激光射束產(chǎn)生單元中的第一激光射束產(chǎn)生單元將第一激光輸入射束耦入到芯部區(qū)域中,并且將第二激光輸入射束耦入到環(huán)形區(qū)域中。激光裝置尤其可以對于光波導(dǎo)的每個區(qū)域具有單獨的激光射束產(chǎn)生單元。通過設(shè)有相應(yīng)的單獨的激光射束產(chǎn)生單元,可以特別簡單地個體化地控制加工射束的激光射束的強(qiáng)度。設(shè)有射束分配裝置的激光裝置使得能夠?qū)崿F(xiàn):通過一個激光輸入射束的分配,可以特別精確地在0至100%的整個強(qiáng)度范圍上調(diào)設(shè)第一激光射束和第二激光射束的強(qiáng)度。
10、在上下文中尤其可以提出,在切割區(qū)域中,將激光輸入射束的激光功率的至少80%的第一份額耦入到芯部區(qū)域中,并且將激光輸入射束的激光功率的至多20%的第二份額耦入到所述至少一個環(huán)形區(qū)域中。由此確保,借助于第一激光射束在相應(yīng)的切割區(qū)域中在整個厚度上可靠地切透工件,并且借助于第二激光射束對工件的相應(yīng)的切割棱邊倒圓,而不引起工件的材料的強(qiáng)烈的流動。
11、在上下文中,在本發(fā)明的另一可行的設(shè)計方案中可以提出,通過適配激光輸入射束的強(qiáng)度的方式來調(diào)設(shè)第一激光射束的第一強(qiáng)度。換言之,借助于激光射束產(chǎn)生單元修改激光輸入射束的強(qiáng)度,由此適配激光輸入射束的借助于射束分配裝置耦入到芯部區(qū)域中以用于產(chǎn)生第一激光射束的份額的強(qiáng)度。通過適配激光輸入射束的強(qiáng)度,可以特別簡單地修改第一激光射束的強(qiáng)度。
12、在本發(fā)明的另一可行的設(shè)計方案中可以提出,通過借助于射束分配裝置適配激光輸入射束的耦入到芯部區(qū)域中的份額的方式來調(diào)設(shè)第一激光射束的第一強(qiáng)度。因此,可以適配激光輸入射束在芯部區(qū)域與所述至少一個環(huán)形區(qū)域之間的分配,以便調(diào)設(shè)第一激光射束的強(qiáng)度。
13、在本發(fā)明的另一可行的設(shè)計方案中提出,第二激光射束的第二強(qiáng)度在穩(wěn)定化區(qū)域中和在切割區(qū)域中是相同的。由此可以實現(xiàn),金屬工件的切割棱邊處的倒圓半徑在沿著切割方向的所有區(qū)域中都是恒定的。因此可以避免工件的保留有材料橋接部的區(qū)域中的倒圓半徑相對于不保留材料橋接部的區(qū)域中的倒圓半徑的差別。因此可以在工件上實現(xiàn)特別均勻地倒圓的切割棱邊。
14、尤其地,為了調(diào)設(shè)第一激光射束的強(qiáng)度,可以既適配激光輸入射束的強(qiáng)度,也適配激光輸入射束的到芯部區(qū)域和所述至少一個環(huán)形區(qū)域上的分配,因為由此可以減小第一激光射束的強(qiáng)度,然而盡管激光輸入射束的強(qiáng)度減小,但是基于適配激光輸入射束的分配,第二激光射束的強(qiáng)度仍然可以保持恒定。如果僅將激光輸入射束的激光功率為了在工件的穩(wěn)定化區(qū)域中產(chǎn)生材料橋接部而減小、例如減小大約20%,則不僅第一激光射束的功率而且第二激光射束的提供用于倒圓的功率分別減小20%。由此可能發(fā)生,與切割區(qū)域相比,在穩(wěn)定化區(qū)域中倒圓半徑減小。為了規(guī)避這種情況,激光輸入射束的在穩(wěn)定化區(qū)域中為了降低第一激光射束的強(qiáng)度以產(chǎn)生材料橋接部所需的功率降低(功率降低量)部分地耦入到光波導(dǎo)的環(huán)形區(qū)域中。因此,與在切割區(qū)域中相比,當(dāng)在穩(wěn)定化區(qū)域中加工工件時,借助射束分配裝置將激光輸入射束的更大的份額耦入到環(huán)形區(qū)域中。然而,激光輸入射束的在加工工件的穩(wěn)定化區(qū)域時耦入到環(huán)形區(qū)域中的份額僅提高到使得第二激光射束的功率在穩(wěn)定化區(qū)域中和在切割區(qū)域中是相同的并從而在加工金屬工件期間是基本上恒定的。
15、在本發(fā)明的另一可行的設(shè)計方案中提出,在穩(wěn)定化區(qū)域中至少到工件的厚度的一半地、尤其至少到工件的厚度的2/3地切入工件。工件可以在穩(wěn)定化區(qū)域中尤其被切入到其厚度的至少3/4、尤其到其厚度的至少4/5。因此,由此產(chǎn)生的材料橋接部在小于工件的厚度的一半上、尤其在小于工件的厚度的三分之一上、尤其在小于工件的厚度的四分之一上、尤其在小于工件的厚度的五分之一上延伸。保留的材料橋接部的相應(yīng)的高度越大,所產(chǎn)生的材料橋接部就越穩(wěn)定,然而為將在加工工件時產(chǎn)生的工件部件彼此分開所需要的力又越大。所產(chǎn)生的材料橋接部的高度越小,在材料橋接部斷開之后,材料橋接部的必要時要從相應(yīng)的工件部件移除的剩余物的質(zhì)量越小。在穩(wěn)定化區(qū)域中至少到工件的厚度的一半地切入工件確保:借助于第二激光射束可以提供可靠地倒圓的切割棱邊。
16、在本發(fā)明的另一可行的設(shè)計方案中提出,加工射束包括具有彼此不同的強(qiáng)度的至少三個激光射束,所述激光射束在垂直于切割方向在工件表面上延伸的一條線上在彼此旁邊布置。為了產(chǎn)生具有所述至少三個激光射束的加工射束,可以使用具有構(gòu)成為3合1光纖的光波導(dǎo)的激光裝置。替選地,相應(yīng)的激光射束可以借助于相對于彼此分開獨立的激光裝置來提供,其中,為每個激光射束設(shè)有單獨的激光裝置。通過設(shè)有具有彼此不同的強(qiáng)度的三個激光射束,可以借助于第一激光射束切割工件,而可以借助于同樣具有彼此不同的強(qiáng)度的第二激光射束和第三激光射束提供工件的被倒圓的切割棱邊。通過設(shè)有具有彼此不同的強(qiáng)度的第二激光射束和第三激光射束,可以特別精確地預(yù)設(shè)切割棱邊的倒圓輪廓。
17、如果光波導(dǎo)包括芯部區(qū)域以及另外兩個環(huán)形區(qū)域,則當(dāng)激光輸入射束不僅耦入到芯部區(qū)域中而且耦入到兩個環(huán)形區(qū)域中時,產(chǎn)生第一激光射束、第二激光射束以及第三激光射束。第三激光射束布置在第一激光射束和第二激光射束旁邊,并從而在加工射束定向到工件上時在第一激光射束和第二激光射束旁邊射在工件的工件表面上。尤其地,第三激光射束可以在周側(cè)包圍第二激光射束并且在工件表面上具有環(huán)形的圖像。因此,加工射束可以居中地具有第一激光射束以及具有環(huán)形地包圍第一激光射束的第二激光射束以及具有環(huán)形地包圍第二激光射束的第三激光射束。
18、本發(fā)明還涉及一種用于以如已經(jīng)結(jié)合根據(jù)本發(fā)明的方法所描述的方法借助于加工射束來加工金屬工件的激光裝置。工件可以在加工過程期間例如支承在工件支架上。激光裝置例如可以是激光切割設(shè)施、如平板式激光切割設(shè)施或管式激光切割設(shè)施的一部分。加工射束包括用于在厚度方向上切割工件的、具有第一強(qiáng)度的第一激光射束,以及在第一激光射束旁邊射到工件的工件表面上的、具有與第一強(qiáng)度相比較小的第二強(qiáng)度的第二激光射束,由此可以借助于第二激光射束產(chǎn)生被倒圓的切割棱邊。激光裝置包括至少一個激光射束產(chǎn)生單元,所述激光射束產(chǎn)生單元配置用于產(chǎn)生激光輸入射束。此外,激光裝置包括具有芯部區(qū)域和至少一個環(huán)形區(qū)域的光波導(dǎo),其中,在至少一個激光輸入射束耦入到光波導(dǎo)中時,芯部區(qū)域配置用于提供第一激光射束,并且所述至少一個環(huán)形區(qū)域配置用于提供第二激光射束。此外,激光裝置包括控制裝置,所述控制裝置配置用于控制激光裝置以用于適配第一激光射束的第一強(qiáng)度。激光裝置可以構(gòu)成為固體激光器,如尤其具有一個或多個光纖激光器模塊的光纖激光器、碟片激光器或二極管激光器。光波導(dǎo)可以構(gòu)成為具有芯部區(qū)域和包圍芯部區(qū)域的至少一個環(huán)形區(qū)域的所謂的多包層光纖。多包層光纖尤其構(gòu)成用于將芯部區(qū)域內(nèi)的第一激光射束和環(huán)形區(qū)域內(nèi)的第二激光射束從激光射束產(chǎn)生單元引導(dǎo)至加工頭。借助于加工頭可以將加工射束定向到工件的工件表面上。
19、激光裝置還可以包括射束分配裝置,所述射束分配裝置布置在激光射束產(chǎn)生單元與光波導(dǎo)、尤其多包層光纖之間。射束分配裝置配置用于將由激光射束產(chǎn)生單元提供的激光輸入射束分配到多包層光纖的相應(yīng)的區(qū)域上。在此,射束分配裝置可以將由激光射束產(chǎn)生單元提供的激光輸入射束分成第一激光射束和第二激光射束,其中,第一激光射束耦入到多包層光纖的芯部區(qū)域中并且第二激光射束耦入到多包層光纖的環(huán)形區(qū)域中。如果加工射束包括多于兩個激光射束,則多包層光纖可以具有優(yōu)選地相對于彼此同心地布置的多個環(huán)形區(qū)域,所述環(huán)形區(qū)域分別構(gòu)成用于引導(dǎo)對應(yīng)的激光射束。射束分配裝置例如可以包括所謂的楔形分束器(keilweiche),所述楔形分束器布置在激光輸入射束的射束路徑中并且通過相對于激光輸入射束的橫向移位將激光輸入射束的份額可控地耦入到多包層光纖的芯部區(qū)域和/或所述至少一個環(huán)形區(qū)域中。
20、激光裝置能夠?qū)崿F(xiàn)不間斷地加工工件,其中,工件在加工時被切割并且提供為具有倒圓的切割棱邊,并且至少一個材料橋接部被保留以用于將通過切割工件產(chǎn)生的相應(yīng)的工件部件保持在一起,所述材料橋接部是所謂的納接頭。
21、本發(fā)明的其他特征可以從下面的附圖描述中以及根據(jù)附圖得出。以上在說明書中提到的特征和特征組合以及以下在附圖描述和/或在附圖中單獨示出的特征和特征組合不僅可以在分別說明的組合中、而且也可以在其它組合中使用或單獨地使用,而不脫離本發(fā)明的范圍。
- 還沒有人留言評論。精彩留言會獲得點贊!