雙轉盤式商用車V型卡箍點焊裝置的制作方法
本發明涉及到商用車v型卡箍制造技術,特別涉及到一種雙轉盤式商用車v型卡箍點焊裝置。
背景技術:
1、商用車v型卡箍主要用于固定卡車或商用車的三元催化箱體的。由于三元催化箱體的筒體上設置有向外凸起的環狀加強筋,且所述環狀加強筋的橫截面形狀的為倒置的v形。因此,在采用卡箍將其固定時,卡箍的設置位置最好是筒體的環狀加強筋處。由于環狀加強筋的橫截面形狀的為倒置的v形,因此,卡箍的圓周內側的形狀最好也為v形。為此,將固定卡車或商用車三元催化箱體的卡箍設計成組合結構,一部分為兩端帶有折彎頭的橫截面形狀為薄矩形的平板且被卷曲成環狀的環形卡帶,另一部分為橫截面形狀為v形的弧形卡帶。采用點焊技術將弧形卡帶焊接在環形卡帶的圓周內側,由此形成圓周內側面為v字形卡箍。通常,將此類圓周內側面為v形卡箍稱之為v型卡箍(參見附圖1,圖中,a為平板卡帶,b為弧形卡帶)。
2、如前所述,v型卡箍包括環形卡帶和弧形卡帶兩部分,將弧形卡帶焊接在環形卡帶的圓周內側構成v型卡箍。實際上,弧形卡帶是將一個整圓從徑向將其分為三段而成,即形成三塊弧形卡帶。然后,采用點焊機將三塊弧形卡帶分別焊接在環形卡帶的圓周內側,每段弧形卡帶至少焊接兩個點。現有技術商用車v型卡箍點焊方法采用直接將弧形卡帶的第一個焊點放置在電焊機的下觸點表面,再將環形卡帶套裝在弧形卡帶的外側,啟動點焊機,完成第一個焊點的焊接;將弧形卡帶和環形卡帶同時旋轉設定角度,使得點焊機下觸點表面與第二個焊點重合,再次啟動點焊機,完成第二個焊點的焊接。由此,完成第一塊弧形卡帶的焊接。重復上述操作二次,完成第二、第三弧形卡帶的焊接,到此,完成一個商用車v型卡箍的焊接。
3、顯然,現有技術商用車v型卡箍點焊方法存在著操作繁雜、生產效率較低和焊接質量難于保證等問題。
技術實現思路
1、為解決現有技術商用車v型卡箍點焊方法存在的操作繁雜、生產效率較低和焊接質量難于保證等問題,本發明提出一種雙轉盤式商用車v型卡箍點焊裝置。
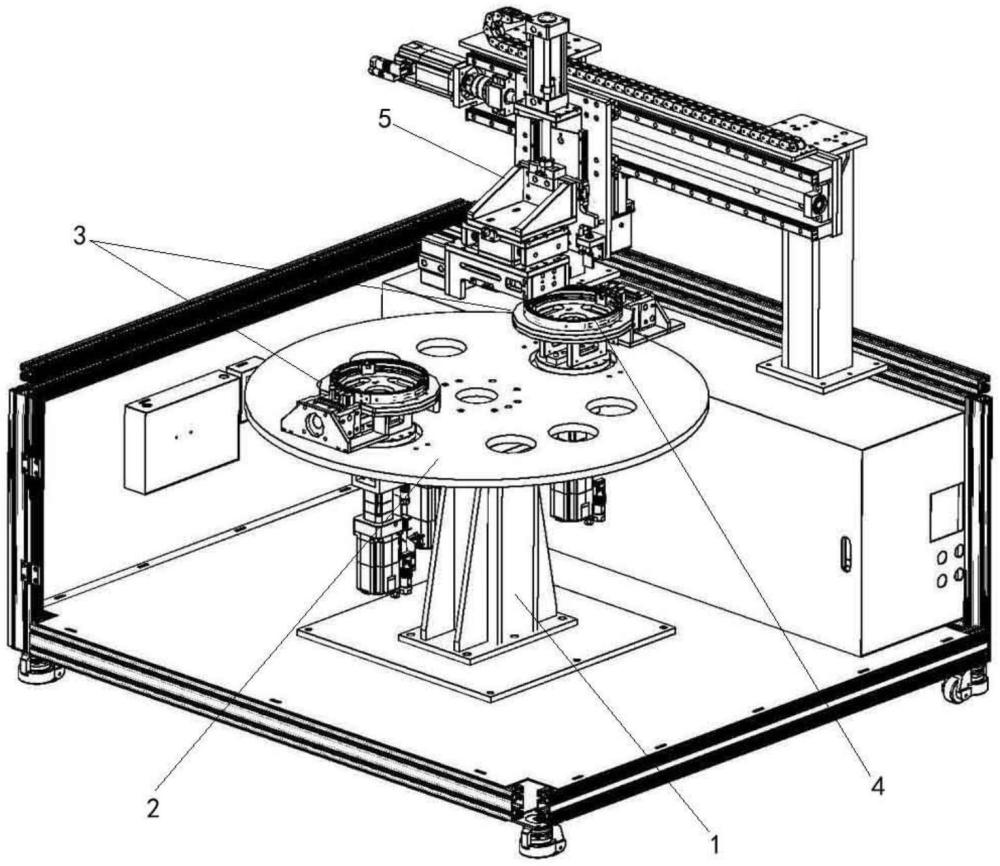
2、本發明雙轉盤式商用車v型卡箍點焊裝置,包括,支腳ⅰ、轉盤ⅰ、轉盤ⅱ、夾持機構和點焊機構;所述支腳ⅰ為單立柱結構,設置于轉盤ⅰ中心底部;所述轉盤ⅰ安裝在支腳ⅰ的頂部,包括,齒輪箱、轉軸ⅰ、氣動馬達ⅰ和盤體ⅰ;所述齒輪箱安裝在支腳的頂部,包括,相互嚙合的主動齒輪和從動齒輪;所述轉軸ⅰ安裝在從動齒輪的中心孔內,且向上延伸露出齒輪箱體;所述氣動馬達ⅰ固定在支腳ⅰ的旁側,且輸出軸與齒輪箱的主動齒輪軸相連接;所述盤體ⅰ固定安裝在轉軸ⅰ上表面,在盤體ⅰ對應安裝轉盤ⅱ的位置設置有通孔;所述轉盤ⅱ為二個以上,圓周均布固定安裝在盤體ⅰ上,包括,u形座ⅰ、u形座ⅱ、氣動馬達ⅱ、轉軸ⅱ、支撐盤、支板ⅰ和盤體ⅱ;所述u形座ⅰ的開口寬度大于盤體ⅰ的通孔直徑,且固定在盤體ⅰ的通孔底面;所述u形座ⅱ的開口寬度小于u形座ⅰ,且固定在u形座ⅰ的背面;所述氣動馬達ⅱ固定在u形座ⅱ的背面;所述轉軸ⅱ的下端與氣動馬達ⅱ輸出軸相連接,上端與支撐盤中心相連接;所述支板ⅰ為二塊矩形板,間隔豎直固定在支撐盤上表面;所述盤體ⅱ固定在支板ⅰ的上表面;所述夾持機構固定在盤體ⅱ上,包括,豎板、橫板、支撐板、基板、弧定位座、雙向氣缸、推板和定位柱;所述豎板和橫板均為二塊,且豎板的一個端頭與橫板的一個端頭相互垂直固定連接構成l形支撐結構;所述豎板的另一個端頭垂直固定在盤體ⅱ的底面,所述橫板的另一個端頭垂直連接在支撐板的底部;由此,所述豎板、橫板和支撐板構成了一個橫截面為u形的支撐結構,且與盤體ⅱ底面固定連接;所述基板為固定在盤體ⅱ的表面,在基板表面圓周均布有三個弧定位座;所述弧定位座的外側面的形狀和大小與弧形卡帶內側相匹配,且在弧定位座的中部設置有定位凸臺;所述定位凸臺的寬度與弧形卡帶兩兩之間的設定間隔相同;所述雙向氣缸固定在支撐板的內側;所述推板為長方形且二塊,二塊推板一端的內側面分別固定在雙向氣缸的兩個活塞端頭;所述定位柱為二個,分別固定在二塊推板另一端的內側面;所述點焊機構固定在轉盤ⅰ旁側的平臺上,包括,橫移組件、縱移組件和焊接組件;所述橫移組件固定在轉盤ⅰ旁側的平臺上,包括,支腳ⅱ、橫支撐板、滑軌ⅰ、滑座ⅰ、螺桿ⅰ、螺母ⅰ、電機ⅰ和縱支撐板;所述支腳ⅱ為二個,間隔固定在轉盤ⅰ旁側的平臺上;所述橫支撐板為長條形,水平固定在兩個支腳的上端;所述滑軌ⅰ為二根,水平固定在橫支撐板的上下兩側;所述滑座ⅰ至少為四個,二個一組分別安裝在滑軌ⅰ上;所述螺桿ⅰ通過兩端的軸承座安裝在橫支撐板的橫向中部,且左側端頭與固定在橫支撐板左側的電機ⅰ的轉軸相連接;所述縱支撐板為矩形,豎直固定在滑座ⅰ表面,且背側固定的螺母ⅰ旋裝在螺桿ⅰ上;所述縱移組件安裝在縱支撐板上,包括,滑軌ⅱ、滑座ⅱ、滑板、氣缸座ⅰ和氣缸ⅰ;所述滑軌ⅱ為二根,豎直固定在縱支撐板的兩側;所述滑座ⅱ至少為四個,二個一組分別安裝在滑軌ⅱ上;所述滑板固定在滑座ⅱ的表面;所述氣缸座ⅰ為矩形板,垂直固定在滑軌ⅱ上方的縱支撐板上;所述氣缸ⅰ固定安裝在氣缸座ⅰ上,且活塞端頭與滑板的上端相連接;所述焊接組件固定在縱移組件的滑板上,包括,支板ⅱ、頂板、右側板、固定電極、滑軌ⅲ、滑座ⅲ、活動電極、左側板、氣缸ⅱ和后側板;所述支板ⅱ為矩形板且垂直固定在滑板表面,在支板ⅱ與滑板之間設置有加強筋;所述頂板固定在支板ⅱ下表面;所述右側板垂直固定在頂板下表面的右端;所述固定電極的極頭向左固定在右側板的內側;所述滑軌ⅲ固定在頂板下表面的中部;所述滑座ⅲ安裝在滑軌ⅲ上;所述活動電極的極頭向右固定在滑座ⅲ背面,且活動電極的極頭與固定電極的極頭同軸;所述左側板垂直固定在頂板下表面左側;所述氣缸ⅱ固定在左側板的外側,且氣缸ⅱ的活塞與活動電極的后側相連接;所述后側板固定在頂板的后側面,其兩個端頭分別與左側板和右側板形成三角支撐。
3、進一步的,所述縱移組件與焊接組件之間還設置有緩沖組件;所述緩沖組件,包括,上連接板、側板、緩沖體、芯軸、緩沖彈簧和下連接板;所述上連接板為矩形板,固定在縱移組件的支板ⅱ的下表面;所述側板為矩形板且為二塊,分別垂直固定在上連接板的左右兩端;所述緩沖體為長方體結構,在長方體緩沖體的橫截面中部間隔設置有二個軸孔;所述芯軸為二根,間隔固定在左右側板之間,且中部滑動套裝有緩沖體;所述緩沖彈簧為四個,二個一組分別套裝在緩沖體與側板之間的芯軸上;所述下連接板固定在緩沖體下表面,且與焊接組件的頂板固定連接。
4、進一步的,所述橫移組件的支腳ⅱ為板框柱結構,包括,上封板、下封板、左支板、右支板、中支板、上加強筋和下加強筋;所述上封板和下封板均為大小相同的矩形板,所述左支板和右支板均為形狀和大小相同的長條形板,所述中支板為長度與左支板或右支板相同的長條形板;在中支板的兩側分別固定左支板和右支板,由此構成橫截面形狀為工字形的立柱;在工字形立柱頂端和底端分別固定上封板和下封板,由此構成相互支撐的板框柱結構;在上封板底面與左支板或右支板的外側面之間設置有形狀為三角形的上加強筋;在中支板內側面與下封板上表面之間設置有形狀為長條三角形的下加強筋。
5、進一步的,所述氣缸座ⅰ與縱支撐板之間設置有三角形加強筋。
6、本發明雙轉盤式商用車v型卡箍點焊裝置的有益技術效果是基本上實現了自動化運作,既省時省力,又提高了效率及保證了焊接質量。
- 還沒有人留言評論。精彩留言會獲得點贊!