一種斜床身數控車床測頭安裝座及其使用方法與流程
本發明屬于數控車床在機測量領域,涉及一種斜床身數控車床測頭安裝座及其使用方法。
背景技術:
1、直升機制造業正在全面進行自動化、智能化改造升級,在構建軸類零件自動無人生產線時,對零件加工過程中的自動找正、在機測量提出了更多的需求。
2、但相較在數控銑床上已普遍使用自動測頭,數控車床上的自動測頭應用仍較少,其主要原因是現有數控車床使用測頭時均采用了借用內孔刀具安裝刀座安裝的方式,測頭安裝后整體呈臥式。采用臥式安裝的測頭,當不使用尾座時,其可測量的零件的外側端面及其相鄰內、外圓柱,但受限于測針長度,測量范圍較小。但當加工螺栓、細長軸等需使用尾座的零件時,即使采用星型測針,臥式安裝測頭的使用也嚴重受限。
3、同時,臥式安裝的測頭其測針極易與加工過程中飛出的切削纏繞,不僅影響使用,而且極易造成測頭損壞。
技術實現思路
1、發明目的:針技術需求及現有技術方案中存在的問題,提出一種可實現自動測頭在斜床身數控車床上快速、高效、立式安裝的安裝座及其使用方法。
2、技術方案
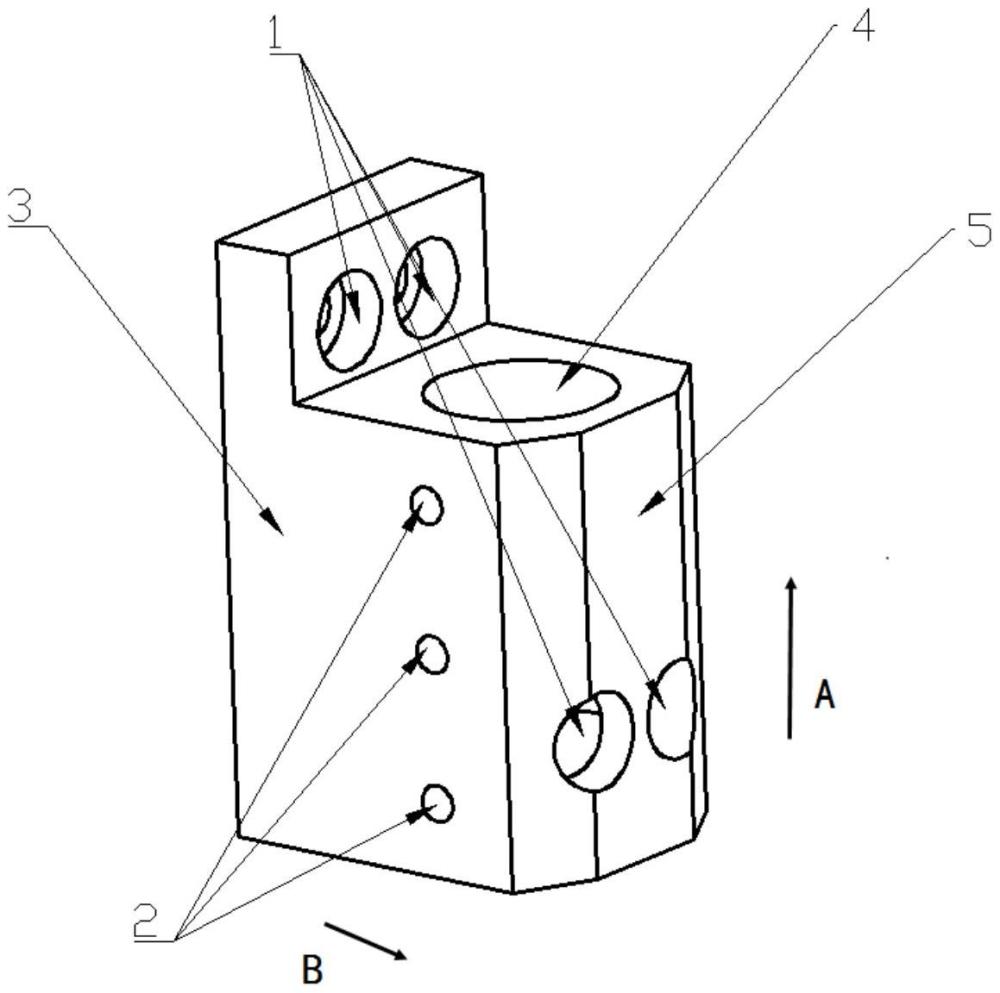
3、第一方面,提供一種斜床身數控車床測頭安裝座,包括:刀座本體;
4、刀座本體分為刀座安裝段和測頭安裝段;
5、刀座安裝段上設置有有刀座安裝孔,刀座安裝孔用于將刀座本體安裝到數控臥式車床刀塔上;測頭安裝段上設置測頭安裝孔,測頭安裝孔的中心軸與機床主軸垂直;
6、針對機床不同,刀座安裝段或測頭安裝段的一對端面作為安裝定位面,定位安裝面與數控臥式車床刀塔的定位槽貼合。
7、進一步的,測頭安裝段上沿還設置有測頭鎖緊孔;固定螺栓擰入測頭鎖緊孔并壓緊測頭安裝孔內的測頭安裝柄,實現測頭安裝固定。
8、測頭鎖緊孔為螺紋孔。
9、刀座安裝孔為沉頭孔。
10、安裝座采用一體化成型設計方案。
11、測頭安裝孔的尺寸需與選用的測頭柄尺寸相匹配,保證安裝間隙不大于0.02mm,安裝定位面的尺寸公差需保證與機床刀塔定位槽的配合間隙不大于0.04mm,測頭安裝孔與安裝定位面的形狀公差需保證在0.02mm以內。
12、第二方面,提供一種斜床身數控車床測頭安裝座的使用方法,包括:
13、使用時,將刀座定位面與數控臥式車床刀塔的定位槽貼合,然后選用相應長度的安裝固定螺栓穿過刀座安裝孔并鎖緊,完成安裝刀座本體與刀塔連接、定位,完成連接后將測頭安裝柄插入測頭安裝孔,選用一定長度的固定螺栓擰入測頭鎖緊孔并壓緊測頭安裝柄,完成測頭安裝固定。
14、所述方法還包括:
15、該刀座完成測頭安裝后,對測頭進行標定,安裝一根尺寸為d的校準棒在車床卡盤上,調整校準棒全跳動度至預設范圍以內,使用測頭對校準棒外徑進行測量,記錄測量值為d1,則(d-d1)/2即為測頭長度方向補償值。
16、有益效果:
17、本發明針對斜床身臥式數控車床在機測量的需求,提出了斜床身數控車床測頭安裝座及其使用方法,可以便捷實現測頭立式安裝,解決了數控車床臥式安裝測頭使用中存在的使用條件要求高、工況受限、應用范圍小、易損壞等問題,降低了測頭在數控車床上的使用難度和成本,拓展了應用范圍,滿足了無人值守單元或生產線對數控車床自動找正、在機測量的需求,根據本發明的設計思路,在常用的斜床身臥式數控車床刀塔均能實現測頭的立式安裝,本發明具有較強的實用性和較廣的應用范圍。
技術特征:
1.一種斜床身數控車床測頭安裝座,其特征在于,包括:刀座本體(5);
2.根據權利要求1所述的安裝座,其特征在于,測頭安裝段上沿還設置有測頭鎖緊孔(2);固定螺栓擰入測頭鎖緊孔(2)并壓緊測頭安裝孔(4)內的測頭安裝柄,實現測頭安裝固定。
3.根據權利要求2所述的安裝座,其特征在于,測頭鎖緊孔(2)為螺紋孔。
4.根據權利要求2所述的安裝座,其特征在于,刀座安裝孔(1)為沉頭孔。
5.根據權利要求1所述的安裝座,其特征在于,安裝座采用一體化成型設計方案。
6.根據權利要求2所述的安裝座,其特征在于,測頭安裝孔(4)的尺寸需與選用的測頭柄尺寸相匹配,保證安裝間隙不大于0.02mm,安裝定位面(3)的尺寸公差需保證與機床刀塔定位槽的配合間隙不大于0.04mm,測頭安裝孔(4)與安裝定位面(3)的形狀公差需保證在0.02mm以內。
7.一種權利要求1-6任一項所述的斜床身數控車床測頭安裝座的使用方法,其特征在于,包括:
8.根據權利要求7所述的方法,其特征在于,所述方法還包括:
技術總結
本發明屬于數控車床在機測量領域,涉及一種斜床身數控車床測頭安裝座及其使用方法。安裝座包括:刀座本體;刀座本體分為刀座安裝段和測頭安裝段;刀座安裝段上設置有有刀座安裝孔,刀座安裝孔用于將刀座本體安裝到數控臥式車床刀塔上;測頭安裝段上設置測頭安裝孔,測頭安裝孔的中心軸與機床主軸垂直;針對機床不同,刀座安裝段或測頭安裝段的一對端面作為安裝定位面,定位安裝面與數控臥式車床刀塔的定位槽貼合。
技術研發人員:王國華,張來琴,辛志文,黃康華,管海新,陶劍鋒
受保護的技術使用者:昌河飛機工業(集團)有限責任公司
技術研發日:
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!