一種筒節組對裝置及組對方法與流程
本發明涉及筒節組對,具體涉及一種筒節組對裝置及組對方法。
背景技術:
1、筒體是罐式容器的主要組成部分,通常是空心的圓柱形或方圓形結構。其主要作用是提供一個封閉的空間,用于容納介質。受制造鋼板尺寸的限制,一些大型的容器筒體將多個筒節組對拼接來達到所需的筒體尺寸。
2、筒體在組對時所用的組對拼接設備需要確保兩個筒節的中心點以及邊側均處于同一水平面。在現有技術中,組對拼接設備可通過驅動定心組件對筒節進行定心夾持,如圖1所示。工作臺01上左右兩端對稱設置有移動臺02、x軸移動組件03、支撐組件04、定心組件05和焊接罩06。兩個需要組對的筒節分別落于兩個支撐組件04上,且穿套在定心組件05中。通過驅動定心組件05調整兩個筒節之間的錯邊量,保證兩個中心點以及邊側均處于水平面,然后驅動支撐組件04旋轉,促使兩個筒節發生旋轉,并在焊接頭的作用下,實現對筒節的焊接工作。x軸移動組件03帶動定心組件05沿移動臺02移動,定心組件05上還設置有焊接罩06。但該設備存在以下缺點:1、通用性較差,無法實現方圓形筒節的組對;且對圓形筒節組對時,其能夠滿足的直徑范圍有限;2、夾持機構通常為液壓夾緊,對于壁厚較薄的筒節和封頭,容易產生變形;夾持機構對筒節在環向上同時夾緊,不易調整局部的錯邊量;3、該設備結構較復雜,維護成本高,故障率高。
3、現有技術中還采用立式組對裝置,將第一個筒節豎直放置在組對平臺上,將第二個筒節豎直吊起,落于第一個筒節上方,筒節之間的錯邊量通過撬杠等工具進行調整。但其缺點是:1、增加了翻轉筒節、筒體的過程,效率較低,安全性差;2、無法適用于長度較長的筒節;3、使用撬杠等工具調整錯邊量容易造成筒節損傷。
技術實現思路
1、本發明的目的是解決現有筒節組對裝置不適用于方圓形筒節、采用液壓夾持機構容易使筒節產生變形、不易調整局部錯邊量;或采用立式組對裝置效率較低、安全性差、容易造成筒節損傷的技術問題,提出一種筒節組對裝置及組對方法。
2、為解決上述技術問題,本發明提供的技術解決方案如下:
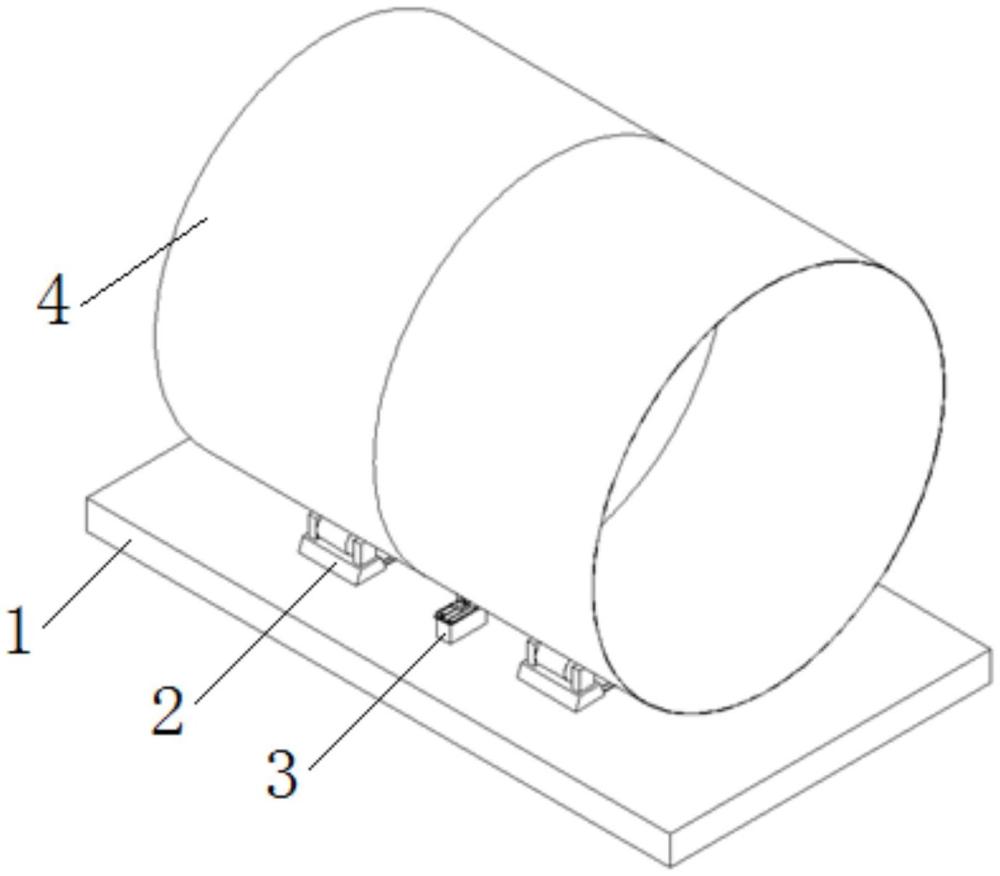
3、一種筒節組對裝置,其特殊之處在于:包括作業平臺、兩個滾輪架和一個錯邊量調整機構;
4、兩個所述滾輪架固定在作業平臺上,且兩個滾輪架并排設置,分別用于承載待組對的兩個筒節,使兩個待組對的筒節中軸面位于同一平面上,并驅動筒節旋轉;
5、所述錯邊量調整機構包括底座、移動結構、調節結構和兩個測量件;
6、所述底座固定在作業平臺上,且位于兩個滾輪架一端的中間位置;所述移動結構設置在底座的上方,其移動端的移動方向垂直于筒節的中軸面;
7、所述調節結構包括兩塊固定板、凸輪、電機;兩塊固定板垂直設置在移動結構的移動端上,且與所述移動端的移動方向平行設置;
8、所述凸輪安裝在兩個固定板之間;凸輪的截面為變直徑曲線;凸輪設置有0位和最大旋轉角度,凸輪從0位旋轉到最大旋轉角度的過程中直徑逐漸增大;
9、所述電機設置在一個固定板的外側,其驅動端與凸輪連接,用于驅動凸輪轉動;
10、兩個所述測量件分別安裝在兩個固定板的上端,其測量端分別與兩個待組對筒節的組對端外壁相對應,用于實時測量其與兩個筒節外壁之間的距離。
11、進一步地,所述移動結構包括導軌架、絲杠、滑塊、手輪;
12、所述導軌架安裝在底座上,絲杠安裝在導軌架的中間,且與導軌架平行;所述絲杠與筒節的垂直;
13、所述手輪與絲杠遠離筒節的一端連接,滑塊穿套在絲杠上,且滑塊的兩側與導軌架連接;
14、所述滑塊為移動結構的移動端,兩塊所述固定板垂直設置在滑塊上。
15、進一步地,每個所述滾輪架包括底板和兩個滾輪;兩個所述滾輪均為圓柱形,分別位于底板的兩端;每個滾輪內均設置有滾輪電機,用于帶動筒節旋轉。
16、進一步地,兩個所述測量件均采用激光測距儀。
17、進一步地,所述電機上還集成有角位移傳感器,用于測量凸輪的轉動角度。
18、同時,本發明還提供一種筒節組對方法,基于上述的一種筒節組對裝置,其特殊之處在于,包括以下步驟:
19、s1、將待組對的兩個筒節分別放置在兩個滾輪架上,使兩個待組對的筒節中軸面位于同一平面上;
20、s2、兩個測量件的測量端分別與兩個待組對筒節的組對端外壁相對應,且凸輪位于0位;通過移動結構帶動凸輪向筒節方向移動,直至凸輪貼緊其中一個筒節的外壁;
21、s3、兩個測量件分別測量其與兩個筒節之間的距離,讀數為d1和d2,則d1和d2的差值為錯邊量;錯邊量規定的允許值為l;
22、若|d1-d2|≤l,錯邊量在允許范圍內,則進行步驟s6;
23、若|d1-d2|>l,錯邊量不在允許范圍內,則進行步驟s4,對錯邊量進行調節;
24、s4、通過電機驅動凸輪由0位向直徑增大的方向開始旋轉,滾輪架驅動筒節沿與凸輪相逆的方向旋轉;
25、s5、旋轉過程中凸輪逐漸擠壓筒節的外壁,使兩個筒節之間的錯邊量減小,然后使凸輪和筒節停止轉動,并返回步驟s3;
26、s6、對兩個筒節進行點固焊接;
27、s7、轉動筒節至下一個點固位置,重復步驟s3至步驟s6,直至完成所有點固焊接,實現對筒節的組對。
28、進一步地,若|d1-d2|>l,但凸輪已達到最大旋轉角度,則通過手輪驅動滑塊在導軌架上滑動,帶動凸輪向遠離筒節的方向移動,使凸輪與筒節的外壁分離;然后,使凸輪回轉至0位,通過手輪驅動滑塊在導軌架上滑動,帶動凸輪向靠近筒節的方向移動,使凸輪再次與筒節的外壁貼緊,再進行步驟s4。
29、與現有技術相比,本發明的有益效果是:
30、1.本發明一種筒節組對裝置,包括作業平臺、設置在作業平臺行的兩個滾輪架,以及設置在兩個滾輪架之間的錯邊量調整機構。錯邊量調整機構包括移動結構、調節結構和測量件,調節結構安裝在移動結構上,移動結構的移動端帶動調節結構沿垂直于筒節的方向移動,使調節結構靠近或遠離筒節,測量件用于實時測量錯邊量數據,調節結構貼緊筒節并旋轉擠壓筒節外壁,實現逐段調整兩個筒節的錯邊量,有效保證了組對質量。
31、2.本發明一種筒節組對裝置,滾輪架包括底板和設置在底板兩端的滾輪,滾輪架適用于方圓形或圓形筒節的組對,能夠高效、快速的實現筒節組對,本發明裝置具有通用性強、結構簡單、便于操作的特點。
32、3.本發明一種筒節組對裝置,調節結構包括兩塊固定板、凸輪和電機,凸輪設置在兩塊固定板之間,電機驅動凸輪旋轉。凸輪的截面為變直徑曲線,凸輪貼緊筒節的外壁后,沿直徑逐漸增大的方向旋轉,從而擠壓筒節的外壁,達到調節錯邊量的目的。對于壁厚較薄的筒節,采用旋轉擠壓的方式解決了筒節產生變形的技術問題。
33、4.本發明一種筒節組對方法,通過測量件實時測量兩個筒節的錯邊量,凸輪和筒節外壁貼緊后,控制凸輪沿直徑增大的方向旋轉,筒節沿與其相反的方向旋轉,使凸輪擠壓筒節外壁,達到縮小錯邊量的目的。當錯邊量達到允許范圍后,使凸輪和筒節停止轉動,對兩個筒節進行點固焊接。重復該過程直至完成兩個筒節的外周點焊。
- 還沒有人留言評論。精彩留言會獲得點贊!