一種電機支架組件鉚壓頭的制作方法
本技術屬于電機組裝,尤其涉及一種電機支架組件鉚壓頭。
背景技術:
1、電機支架組件包括電機支架以及安裝在電機支架內部的彈片,具體的,電機支架內部呈臺階狀,組裝時先將彈片放入到電機支架的臺階面上,然后通過鉚壓頭對電機支架的外壁上端面進行沖壓形成多個鉚點,通過鉚點將彈片限定到電機支架內,但是傳統(tǒng)的鉚壓頭沖壓點呈圓弧形狀,沖壓電機支架側壁上端面時沖壓處中間凹入并且凹入的材料會被擠壓到兩端形成鉚點,由于沖壓處材料的變形量是有限的并且材料還被同時被擠壓到兩端,因此電機支架外壁對應內側面一端所形成的鉚點較小(如圖5所示),無法穩(wěn)定的鉚合住彈片,在運輸或進行下一步的組裝時若發(fā)生較大的碰撞鉚點處容易松動或電機支架與彈片之間容易脫離,影響組裝的穩(wěn)定性。
技術實現(xiàn)思路
1、(一)實用新型目的
2、為了克服以上不足,本實用新型的目的在于提供一種電機支架組件鉚壓頭,以解決現(xiàn)有的鉚壓頭沖壓后所形成的鉚點較小,無法穩(wěn)定的對彈片進行鉚合的技術問題。
3、(二)技術方案
4、為實現(xiàn)上述目的,本申請?zhí)峁┑募夹g方案如下:
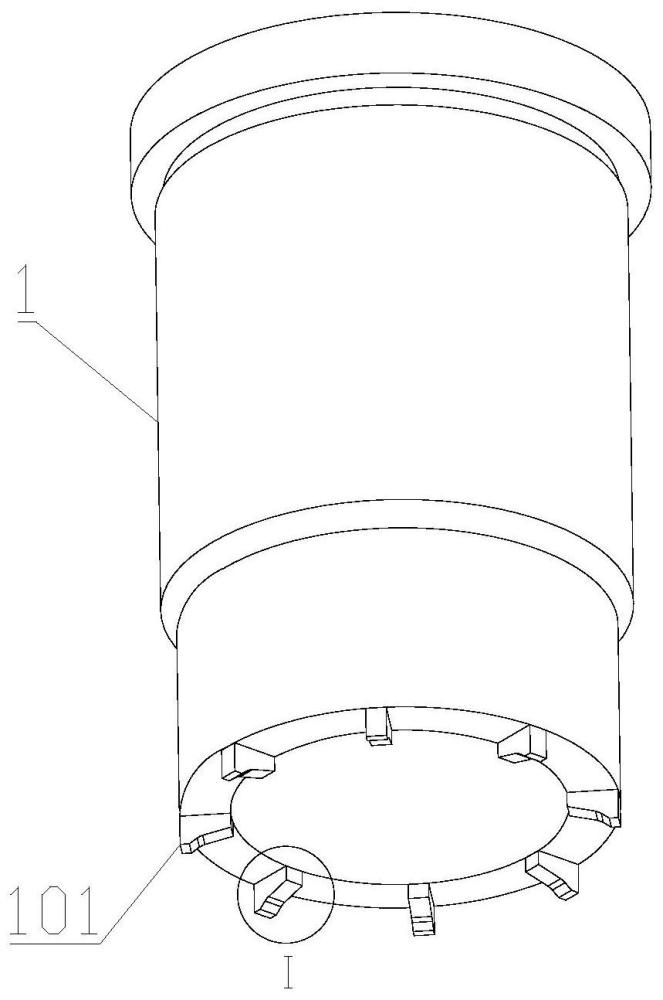
5、一種電機支架組件鉚壓頭,包括:鉚壓頭本體以及周向間隔設置在鉚壓頭本體端部的多個沖壓點,其中,每個沖壓點包括橫向延伸的呈矩形結構對電機支架側壁上端面預定位置進行沖壓使該位置的材料撕裂的沖壓部以及設置在沖壓部一端并且彎曲向下延伸的阻擋部,能夠包裹電機支架側壁的外側面,使撕裂的材料向內側面方向擠壓形成鉚點;
6、本申請通過優(yōu)化鉚壓頭沖壓點的形狀,將沖壓點的形狀設置成沖壓部以及阻擋部,沖壓部呈矩形結構,阻擋部彎曲向下延伸,在進行沖壓時,沖壓部與阻擋部相互配合,沖壓部對電機支架側壁上端面的預定位置進行沖壓使該位置的材料撕裂,阻擋部同時包裹電機支架側壁的外側面,使撕裂的材料往電機支架側壁內側面方向擠壓形成鉚點,由于沖壓部呈矩形結構可以直接將電機支架側壁上端面預定位置的材料縱向進行撕裂,相比于只能對電機支架側壁上端面進行擠壓變形的方式,可以增加形成鉚點的材料量,另外阻擋部包裹電機支架側壁的外側面使撕裂的全部材料只能往電機支架側壁內側面方向擠壓最大限度的形成體積較大的鉚點,較大體積的鉚點可以穩(wěn)定的對彈片進行固定。
7、在一些實施例中,沖壓部與阻擋部的連接處形成弧形過渡面;
8、通過將沖壓部與阻擋部的連接處設置成弧形過渡面,沖壓出的鉚點在靠近電機支架側壁外側面的一端為弧面結構,除了可以增強鉚點與電機支架側壁上端面之間的結構強度,還可以避免鉚點形成棱邊誤觸容易割手的問題。
9、在一些實施例中,沖壓點為八個;
10、通過設置八個沖壓點,可以環(huán)繞電機支架側壁均勻沖壓出多個鉚點,增加了沖壓出的鉚點數(shù)量,可以對彈片進行穩(wěn)定鉚合。
技術特征:
1.一種電機支架組件鉚壓頭,其特征在于,包括:鉚壓頭本體(1)以及周向間隔設置在所述鉚壓頭本體(1)端部的多個沖壓點(101),其中,每個所述沖壓點(101)包括橫向延伸的呈矩形結構對電機支架(2)側壁上端面(205)預定位置進行沖壓使該位置的材料撕裂的沖壓部(1011)以及設置在所述沖壓部(1011)一端并且彎曲向下延伸的阻擋部(1012),能夠包裹電機支架(2)側壁的外側面(201),使撕裂的材料向電機支架(2)側壁內側面(202)方向擠壓形成鉚點(204)。
2.根據(jù)權利要求1所述的電機支架組件鉚壓頭,其特征在于,所述沖壓部(1011)與所述阻擋部(1012)的連接處形成弧形過渡面(1013)。
3.根據(jù)權利要求1或2所述的電機支架組件鉚壓頭,其特征在于,所述沖壓點(101)為八個。
技術總結
本申請公開了一種電機支架組件鉚壓頭,通過優(yōu)化鉚壓頭沖壓點的形狀,將沖壓點的形狀設置成矩形結構的沖壓部以及阻擋部,阻擋部彎曲向下延伸,沖壓時,沖壓部與阻擋部相互配合,沖壓部對電機支架側壁上端面的預定位置進行沖壓使該位置的材料撕裂,阻擋部同時包裹電機支架側壁的外側面,使撕裂的材料往電機支架側壁內側面方向擠壓形成鉚點,由于沖壓部呈矩形結構可以直接將電機支架側壁上端面預定位置的材料縱向進行撕裂,相比于只能對電機支架側壁上端面進行擠壓變形的方式,可以增加形成鉚點的材料量,另外阻擋部包裹電機支架側壁的外側面使撕裂的全部材料只能往電機支架側壁內側面方向擠壓最大限度的形成體積較大的鉚點,穩(wěn)定的對彈片進行固定。
技術研發(fā)人員:張建軍,周濤,陽金元
受保護的技術使用者:廣東兆力電機集團股份有限公司
技術研發(fā)日:20240415
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!