一種焊接電極裝置及焊接設備的制作方法
本發明涉及焊接領域,特別涉及一種焊接電極裝置及焊接設備。
背景技術:
1、一些電子元器件的組裝或連接是通過焊接技術實現的。以電子元器件速度傳感器為示例說明,速度傳感器的零部件包括測速齒輪、芯片和端子等,其中,芯片和端子需要通過焊接設備進行焊接形成連接,兩者形成連接后保證信號的傳輸。
2、圖1a示出了速度傳感器的芯片和端子通過焊接設備實現連接的示意圖。如圖1a所示,焊接設備1包括上電極11和下電極12,上電極11和下電極12沿第一方向(圖1a中x方向所示)相對設置,上電極11和下電極12分別通過固定載座15固定于焊接設備,上電極11和下電極12能夠沿第一方向移動。
3、圖1b示出了速度傳感器的芯片13和端子14通過焊接設備實現連接的局部放大圖。如圖1b所示,在芯片13和端子14焊接時,將芯片13和端子14放置于上電極11和下電極12之間,其中,芯片13位于上電極11下方,端子14位于下電極12上方,通過控制焊接設備使得上電極11朝向芯片13運動,直至與芯片13相抵接,以及控制下電極12朝向端子14運動,直至與端子14相抵接,然后控制焊接設備使得上電極11和下電極12通電,芯片13和端子14完成焊接。不斷重復上述過程,實現對更多數量速度傳感器的芯片13和端子14的焊接。
4、一般,上電極11和下電極12的結構相同,以下電極12為示例說明描述下電極12的具體結構,圖2示出了電極的立體圖,如圖2所示,下電極12沿第一方向包括依次連接的頭部121、中部122和尾部123。其中,下電極12的頭部121是用于與焊接目標物(例如端子14)相抵接,即下電極12的頭部121是作為下電極12的焊接部分。相應的,上電極11的頭部是用于與芯片13相抵接。示例性地,下電極12的頭部121橫截面為方形狀,下電極12的頭部121橫截面尺寸約為1.8*1.8mm,頭部121在第一方向上的長度約為6-10mm。
5、上述的下電極12的中部122起到連接頭部121和尾部123的作用,示例性地,下電極12的中部122橫截面為圓形狀,下電極12的中部122橫截面的直徑約為2mm。
6、上述的下電極12的尾部123用于安裝在焊接設備的固定載座15中,起到固定下電極12的作用,示例性地,下電極12的尾部123為橫截面呈圓形狀,下電極12的尾部123的橫截面直徑約為5mm。
7、如上所述,目前僅下電極12的頭部121作為焊接部分,即,下電極12并不是整體用作焊接部分。相應地,上電極11也僅是頭部作為焊接部分。也即,下電極12和上電極11的中部和尾部并沒有作為焊接部分,這就造成了上電極11和下電極12的焊接材料的浪費。
8、此外,由于焊接設備會焊接多個數量的速度傳感器,也即上電極11的頭部會多次接觸不同速度傳感器的端子14,下電極12的頭部121會多次接觸不同速度傳感器的芯片13,從而,在焊接設備焊接多個數量的速度傳感器之后,上電極11的頭部和下電極12的頭部121會損耗較為嚴重。
9、例如上電極11的頭部和下電極12的頭部121的表面會變得較為粗糙,此時需要將上電極11和下電極12從焊接設備的固定載座15上拆下,對上電極11的頭部和下電極12的頭部121重新打磨,待上電極11的頭部和下電極12的頭部121由粗糙變為平整后,重新將上電極11和下電極12安裝在焊接設備的固定載座15上。
10、在繼續焊接新的速度傳感器時,會相應地手動調節上電極11和下電極12在第一方向上相對固定載座15的高度,直至上電極11和下電極12調整至合適的焊接高度,繼續完成對新的速度傳感器的芯片13和端子14的焊接。由于只能手動將上電極11和下電極12粗略移至較為合適的位置將其固定,因此無法做到精確調節。
技術實現思路
1、本實用新型的目的在于解決電極材料浪費。本實用新型提供了一種焊接電極裝置和一種焊接設備,能夠通過驅動件調節電極高度,從而提高電極材料利用率和調節精度。
2、為解決上述技術問題,本實用新型的實施方式公開了一種焊接電極裝置,包括:
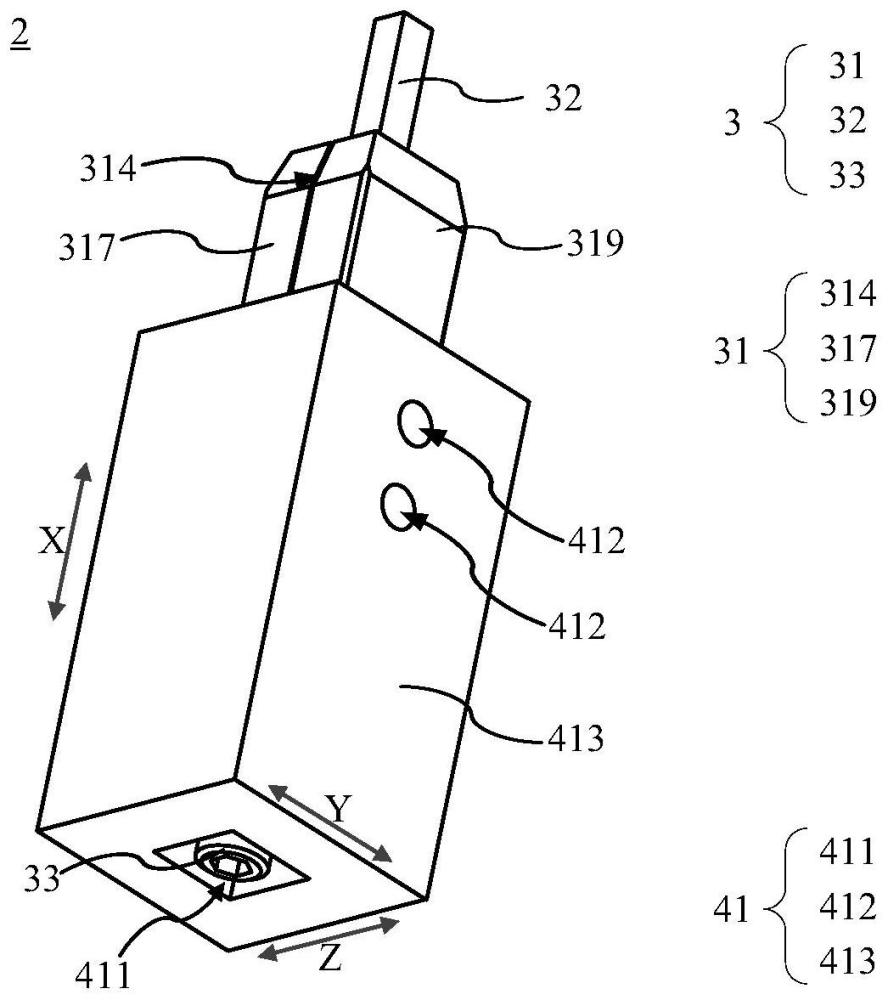
3、外殼,所述外殼具有沿第一方向延伸的容納部,所述容納部的第一方向的一端具有開口,所述開口位于所述外殼的上表面;
4、電極本體,沿所述第一方向插入所述容納部,且一端伸出所述容納部;
5、驅動件,設于所述外殼,所述驅動件用于驅動所述電極本體沿第一方向相對外殼移動。
6、采用上述技術方案,電極本體伸出容納部的部分頭部抵接焊接目標物(例如芯片或端子)進行焊接過程,當電極本體伸出容納部的部分在焊接過程中消耗變短,無法達到焊接所需長度致工件焊接不良情況出現時,可通過驅動件驅動容納部內的電極本體沿第一方向相對外殼向外移動至合適的長度,推出容納部的這部分電極本體可用來新的焊接過程使用。與現有技術相比,現有技術中可使用的電極僅頭部部分,而在本實用新型中,可使用的電極包括初始電極本體伸出容納部的部分以及容納部內可推出的部分電極本體,本技術方案能夠增加電極本體材料的使用率,同時降低了對電極本體材料的浪費程度。
7、根據本實用新型的另一具體實施方式,所述容納部的橫截面呈四邊形狀,所述電極本體的橫截面呈四邊形狀。
8、采用上述技術方案,容納部的橫截面呈四邊形狀,可最大限度地與電極本體貼合,防止軸向轉動,從而更穩定地固定電極本體。
9、根據本實用新型的另一具體實施方式,所述外殼沿第二方向包括相對設置的第一表面和第二表面,所述第一表面設有沿所述第一方向延伸設定距離的第一開槽,所述第二表面設有沿所述第一方向延伸設定距離的第二開槽,所述第一開槽和所述第二開槽分別沿第二方向與所述容納部連通,且,所述第一開槽和所述第二開槽分別貫穿所述上表面,所述第二方向垂直于所述第一方向。
10、采用上述技術方案,安裝電極時,可通過第一開槽和第二開槽掰開外殼,使電極本體進入容納部,隨后將外殼復位,在固定電極本體時通過擠壓外殼可以給電極本體提供一個橫向的夾緊力,起到固定電極本體的作用。
11、根據本實用新型的另一具體實施方式,所述外殼內部設有第一螺紋孔,沿所述第一方向延伸至設定距離,所述驅動件為高度調節頂絲,所述高度調節頂絲與所述第一螺紋孔螺紋連接,所述高度調節頂絲的所述第一方向的一端與所述電極本體一端相接觸。
12、采用上述技術方案,當伸出容納部的電極本體在焊接過程中消耗變短致工件焊接不良情況出現時,可通過控制高度調節頂絲的移動距離,通過高度調節頂絲和電極所接觸的面給予電極一個驅動力,來精準驅動容納部內的電極本體沿第一方向相對外殼向外移動,調節驅動距離可根據具體操作情況精確到需要電極的長度,保證電極本體在工作中的調節精度。
13、根據本實用新型的另一具體實施方式,所述第一螺紋孔的內徑大于所述容納部的內徑。
14、采用上述技術方案,第一螺紋孔的內徑大于容納部的內徑,當高度調節頂絲與容納部的內徑相抵時,此時,無法再推進高度調節頂絲進入外殼內部,第一螺紋孔的長度便是高度調節頂絲可調節的最大長度,限定了高度調節頂絲的終點位置。
15、根據本實用新型的另一具體實施方式,所述第一螺紋孔與所述容納部在所述第一方向上部分重合。
16、采用上述技術方案,當電極本體在首次安裝進入容納部時,部分電極本體置于第一螺紋孔內,此部分電極本體便是在后續焊接過程中可通過高度調節頂絲驅動推出至容納部外部的新的焊接部分,能夠增大電極本體的使用長度。
17、舉例來說,電極本體整體長度為10cm,電極本體伸出容納部的部分長度為2cm,容納部長度為8cm,第一螺紋孔長度為5cm,兩者重合部分長度為3cm,重合部分長為3cm的電極本體便是與現有技術相比,增大的電極本體的使用長度,此時可使用的電極本體長度由2cm增大至5cm,增加了電極本體材料的使用率。
18、根據本實用新型的另一具體實施方式,所述外殼的橫截面呈方形狀。
19、采用上述技術方案,外殼的橫截面呈四邊形狀,可最大限度地與固定載座貼合,從而使固定載座更好地夾持外殼,起到固定外殼的作用。
20、根據本實用新型的另一具體實施方式,所述外殼由金屬導電材料制成。
21、根據本實用新型的另一具體實施方式,所述金屬導電材料為黃銅材料。
22、采用上述技術方案,外殼由黃銅材料制成,黃銅材料可以起到更好的導電效果。
23、根據本實用新型的另一具體實施方式,所述外殼包括:
24、第一部分,所述第一部分用于沿所述第一方向插入固定載座的第一通孔內;以及,
25、第二部分,所述第一部分沿第二方向和/或第三方向凸出所述第二部分,以使所述第一部分插入所述第一通孔內后,所述第二部分與所述固定載座相抵,所述容納部沿所述第一方向貫穿所述第二部分并在所述第一部分內延伸設定距離,所述第三方向垂直于所述第一方向。
26、采用上述技術方案,當外殼的第一部分插入在固定載座的第一通孔內,第二部分與固定載座相抵時意味著外殼已安裝到位,不需要將外殼繼續推進,起到安裝限位的作用。
27、根據本實用新型的另一具體實施方式,所述第一部分的橫截面和所述第二部分的橫截面均呈方形狀,所述第二部分的橫截面大于所述第一部分的橫截面。
28、本實用新型的實施方式還公開了一種焊接設備,所述焊接設備包括:
29、固定載座;
30、前述任一項所述的焊接電極裝置,所述外殼與所述固定載座連接。
31、采用上述技術方案,通過將外殼與固定載座連接,可將焊接電極裝置安裝到固定載座上使用。
32、根據本實用新型的另一具體實施方式,所述固定載座具有第一通孔,所述第一通孔沿所述第一方向延伸貫穿所述固定載座,所述外殼一端插入所述第一通孔,所述固定載座側面具有第二螺紋孔,所述第二螺紋孔沿第三方向延伸;
33、所述焊接設備還包括固定頂絲,所述固定頂絲與所述第二螺紋孔螺紋連接,并與所述外殼相抵接,以實現所述外殼與所述固定載座連接。
34、采用上述技術方案,安裝焊接電極裝置時,外殼一端插入第一通孔,同時固定頂絲與第二螺紋孔螺紋連接,并與外殼相抵接,給外殼提供一個橫向的夾緊力,實現外殼與固定載座連接,起到固定焊接電極裝置的作用。而當需要拆卸焊接電極裝置時,擰下松動固定頂絲,便可將焊接電極裝置拆下。
35、根據本實用新型的另一具體實施方式,所述第二螺紋孔的數量為兩個,兩個所述第二螺紋孔沿所述第一方向間隔設置。
- 還沒有人留言評論。精彩留言會獲得點贊!