一種管件多工序加工裝配設備的制作方法
本技術涉及管件加工設備領域,尤其涉及一種管件多工序加工裝配設備。
背景技術:
1、管件是管道系統中起連接、控制、變向、分流、密封、支撐等作用的零部件的統稱,按材料分管件包括鑄鋼管件、鑄鐵管件、鑄鋁管件、不銹鋼管件、pvc管件、合金管件等。
2、管件多工序加工裝配設備是一種集成多種功能的自動化或半自動化生產設備,可用于鋁管的長度加工、沖孔、裝配端蓋等一系列加工過程,這種設備通常由多個工作站組成,每個工作站負責不同的加工任務,通過流水線的方式連續或間歇地完成鋁管的加工和裝配,其中,在裝配端蓋工序中,目前由于鋁管壁厚太薄,長度較長,通過氣缸或油缸進行壓入時,不能對鋁管進行有效的固定,壓裝容易變形。
3、因此,有必要提供一種新的管件多工序加工裝配設備解決上述技術問題。
技術實現思路
1、為解決上述技術問題,本實用新型提供一種管件多工序加工裝配設備。
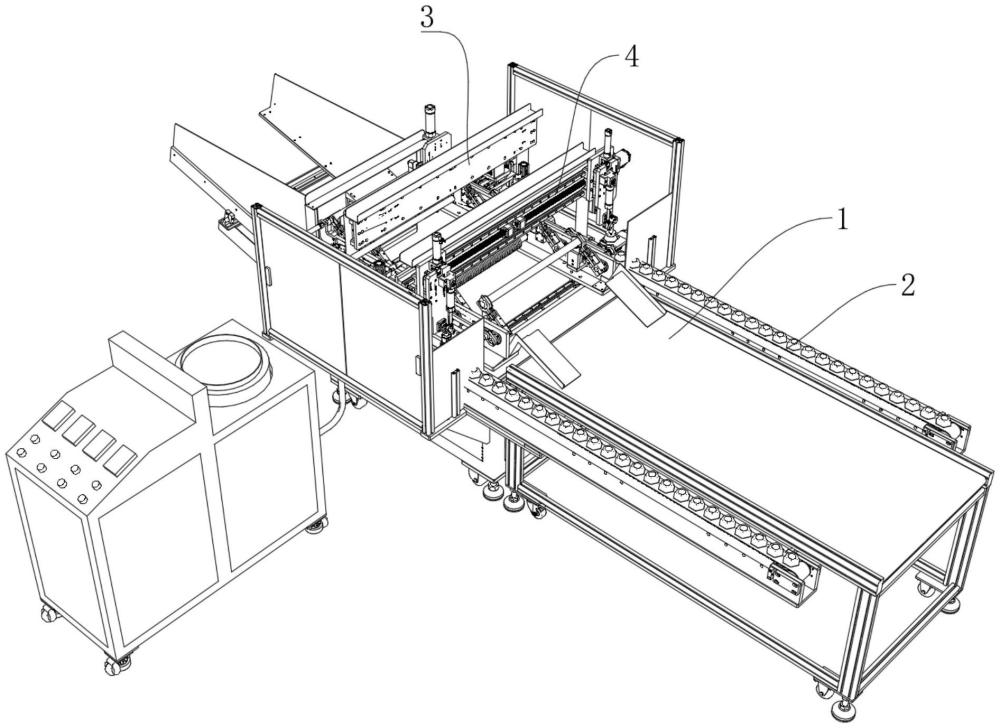
2、本實用新型提供的管件多工序加工裝配設備包括機架以及兩個相對的端帽運輸機,兩個所述端帽運輸機分別位于所述機架的兩側,所述機架上分別設有切削組件、可調距端帽裝配組件以及多個擺動式送料機構,所述切削組件位于所述可調距端帽裝配組件前端,多個擺動式送料機構均位于切削組件以及可調距端帽裝配組件的下方,多個擺動式送料機構的輸出端均設有氣動夾爪一。
3、進一步地,所述可調距端帽裝配組件包括水平滑軌一、兩個相對的安裝座一、兩個相對的垂直滑軌一以及兩個相對的安裝座二,所述水平滑軌一固定安裝于所述機架頂部,所述水平滑軌一的兩側分別設有用于驅動兩個安裝座一在水平滑軌一內橫向滑動的驅動機構一,兩個所述安裝座一上分別設有用于驅動兩個安裝座二在兩個垂直滑軌一內垂直滑動的驅動機構二,兩個所述安裝座二上分別設有兩個氣動夾爪二以及用于驅動氣動夾爪二進行翻轉的驅動機構三。
4、進一步地,所述氣動夾爪二的翻轉角度為90°。
5、進一步地,所述驅動機構一包括驅動電機、螺桿以及軸承座,所述驅動電機固定安裝于所述水平滑軌一的一側,所述驅動電機的轉子端與所述螺桿的一端相連接,所述軸承座固定安裝與所述水平滑軌一內部,且所述軸承座與所述螺桿的另一端轉動連接。
6、進一步地,所述驅動機構二包括氣缸一,所述氣缸一固定安裝與所述安裝座一上,所述氣缸一的輸出端與所述安裝座二的一端固定連接。
7、進一步地,所述驅動機構三包括氣缸二以及偏心凸架,所述氣缸二固定安裝于所述安裝座二上,所述氣缸二的輸出端與所述偏心凸架的邊緣轉動連接,所述偏心凸架轉動安裝于所述安裝座二上,且所述偏心凸架的一端與所述氣動夾爪二固定連接。
8、進一步地,所述擺動式送料機構包括氣缸三、偏心凸輪以及連接軸,所述連接軸轉動安裝于所述機架一側,且所述連接軸的一端與所述氣動夾爪一的一端固定連接,所述偏心凸輪固定安裝于所述連接軸外表面,所述氣缸三的一端轉動安裝于所述機架一側,所述氣缸三的輸出端與所述偏心凸輪的邊緣轉動連接。
9、進一步地,所述切削組件包括水平滑軌二、安裝座三、垂直滑軌二以及安裝座四,所述水平滑軌二固定安裝于所述機架頂部,所述水平滑軌上還設有用于驅動安裝座三橫向滑動的驅動機構四,所述安裝座三上固定安裝有用于驅動安裝座四沿垂直滑軌二垂直滑動的驅動機構五,所述垂直滑軌二固定安裝于所述安裝座三上,所述安裝座四上固定安裝有切削刀頭。
10、進一步地,所述驅動電機的轉子端與所述螺桿的一端通過聯軸器固定連接。
11、與相關技術相比較,本實用新型提供的管件多工序加工裝配設備具有如下
12、有益效果:
13、通過多個擺動式送料機構對鋁管進行輸送,利用可調距端帽裝配組件帶動端帽向鋁管端頭位置移動,在氣動夾爪一對鋁管夾持固定的條件下,進一步提高壓裝效果,避免壓裝時鋁管偏移導致壓裝變形的情況,另外可調距端帽裝配組件適用于不同長度的裝配加工。
技術特征:
1.一種管件多工序加工裝配設備,其特征在于,包括機架(1)以及兩個相對的端帽運輸機(2),兩個所述端帽運輸機(2)分別位于所述機架(1)的兩側,所述機架(1)上分別設有切削組件(3)、可調距端帽裝配組件(4)以及多個擺動式送料機構(5),所述切削組件(3)位于所述可調距端帽裝配組件(4)前端,多個擺動式送料機構(5)均位于切削組件(3)以及可調距端帽裝配組件(4)的下方,多個擺動式送料機構(5)的輸出端均設有氣動夾爪一(6)。
2.根據權利要求1所述的管件多工序加工裝配設備,其特征在于,所述可調距端帽裝配組件(4)包括水平滑軌一(7)、兩個相對的安裝座一(8)、兩個相對的垂直滑軌一(9)以及兩個相對的安裝座二(10),所述水平滑軌一(7)固定安裝于所述機架(1)頂部,所述水平滑軌一(7)的兩側分別設有用于驅動兩個安裝座一(8)在水平滑軌一(7)內橫向滑動的驅動機構一,兩個所述安裝座一(8)上分別設有用于驅動兩個安裝座二(10)在兩個垂直滑軌一(9)內垂直滑動的驅動機構二,兩個所述安裝座二(10)上分別設有兩個氣動夾爪二(11)以及用于驅動氣動夾爪二(11)進行翻轉的驅動機構三。
3.根據權利要求2所述的管件多工序加工裝配設備,其特征在于,所述氣動夾爪二(11)的翻轉角度為90°。
4.根據權利要求2所述的管件多工序加工裝配設備,其特征在于,所述驅動機構一包括驅動電機(12)、螺桿(13)以及軸承座(14),所述驅動電機(12)固定安裝于所述水平滑軌一(7)的一側,所述驅動電機(12)的轉子端與所述螺桿(13)的一端相連接,所述軸承座(14)固定安裝與所述水平滑軌一(7)內部,且所述軸承座(14)與所述螺桿(13)的另一端轉動連接。
5.根據權利要求2所述的管件多工序加工裝配設備,其特征在于,所述驅動機構二包括氣缸一(15),所述氣缸一(15)固定安裝與所述安裝座一(8)上,所述氣缸一(15)的輸出端與所述安裝座二(10)的一端固定連接。
6.根據權利要求5所述的管件多工序加工裝配設備,其特征在于,所述驅動機構三包括氣缸二(16)以及偏心凸架(17),所述氣缸二(16)固定安裝于所述安裝座二(10)上,所述氣缸二(16)的輸出端與所述偏心凸架(17)的邊緣轉動連接,所述偏心凸架(17)轉動安裝于所述安裝座二(10)上,且所述偏心凸架(17)的一端與所述氣動夾爪二(11)固定連接。
7.根據權利要求6所述的管件多工序加工裝配設備,其特征在于,所述擺動式送料機構(5)包括氣缸三(18)、偏心凸輪(19)以及連接軸(20),所述連接軸(20)轉動安裝于所述機架(1)一側,且所述連接軸(20)的一端與所述氣動夾爪一(6)的一端固定連接,所述偏心凸輪(19)固定安裝于所述連接軸(20)外表面,所述氣缸三(18)的一端轉動安裝于所述機架(1)一側,所述氣缸三(18)的輸出端與所述偏心凸輪(19)的邊緣轉動連接。
8.根據權利要求7所述的管件多工序加工裝配設備,其特征在于,所述切削組件(3)包括水平滑軌二(21)、安裝座三(22)、垂直滑軌二(23)以及安裝座四(24),所述水平滑軌二(21)固定安裝于所述機架(1)頂部,所述水平滑軌上還設有用于驅動安裝座三(22)橫向滑動的驅動機構四(25),所述安裝座三(22)上固定安裝有用于驅動安裝座四(24)沿垂直滑軌二(23)垂直滑動的驅動機構五(26),所述垂直滑軌二(23)固定安裝于所述安裝座三(22)上,所述安裝座四(24)上固定安裝有切削刀頭(27)。
9.根據權利要求4所述的管件多工序加工裝配設備,其特征在于,所述驅動電機(12)的轉子端與所述螺桿(13)的一端通過聯軸器固定連接。
技術總結
本技術提供一種管件多工序加工裝配設備,涉及管件加工設備領域,包括機架以及兩個相對的端帽運輸機,兩個端帽運輸機分別位于機架的兩側,機架上分別設有切削組件、可調距端帽裝配組件以及多個擺動式送料機構,切削組件位于可調距端帽裝配組件前端,多個擺動式送料機構均位于切削組件以及可調距端帽裝配組件的下方,多個擺動式送料機構的輸出端均設有氣動夾爪一,通過多個擺動式送料機構對鋁管進行輸送,利用可調距端帽裝配組件帶動端帽向鋁管端頭位置移動,在氣動夾爪一對鋁管夾持固定的條件下,進一步提高壓裝效果,避免壓裝時鋁管偏移導致壓裝變形的情況,另外可調距端帽裝配組件適用于不同長度的裝配加工。
技術研發人員:文賢鳳,羅成文
受保護的技術使用者:鑫衍(寧波)智能科技有限公司
技術研發日:20240711
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!