一種電機沖片加工裝置的制作方法
本技術涉及加工裝置,尤其涉及一種電機沖片加工裝置。
背景技術:
1、電機沖片采用的加工方式之一是將鐵芯金屬卷材沖壓為環形壓片后,再由激光切割機切割出所需的特定樣式;目前,金屬卷材的放樣結構與沖壓機是兩個獨立的裝備,一方面使得設備投入成本高、占用空間大,另一方面,將金屬卷材引入到沖壓機的工作位點還需配備送樣輥結構,由于送樣輥是后添加的設備,在安裝設置上具有一定難點,導致電機沖片的加工處理難度增大。
技術實現思路
1、為了解決上述技術所存在的不足之處,本實用新型提供了一種電機沖片加工裝置。
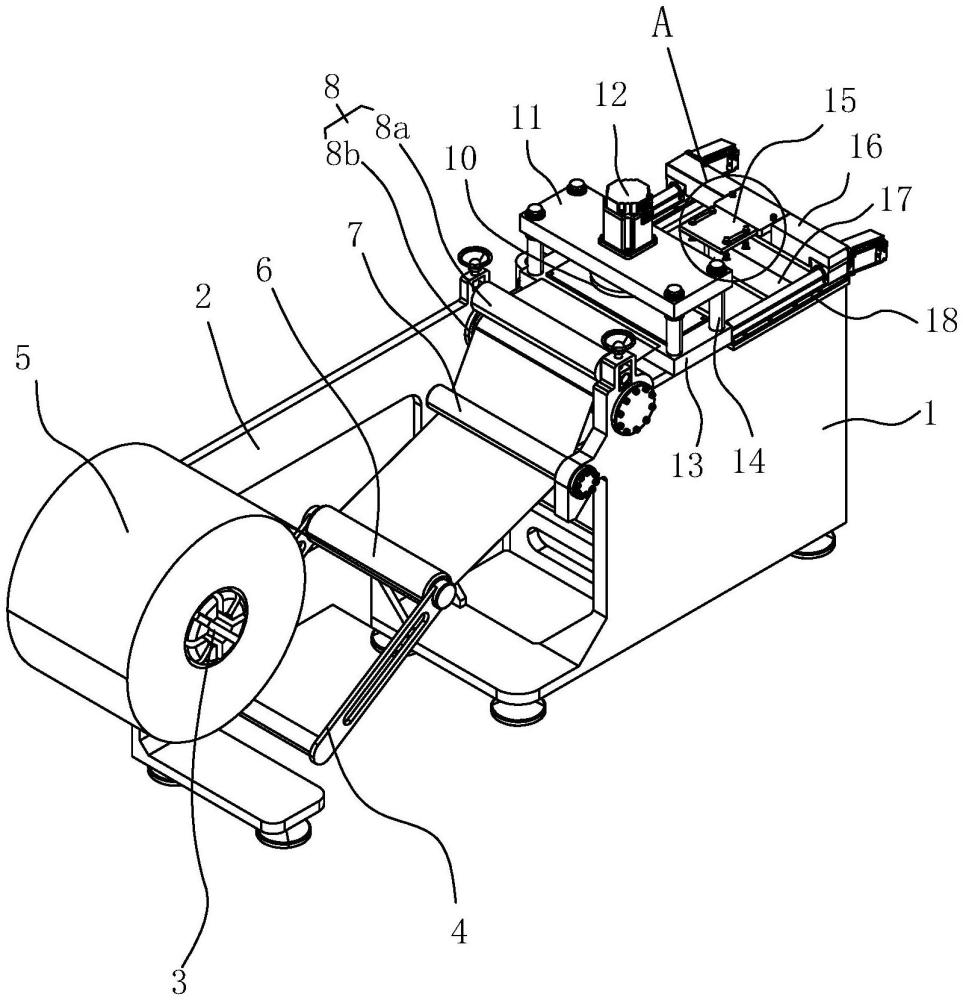
2、為了解決以上技術問題,本實用新型采用的技術方案是:一種電機沖片加工裝置,包括主機架,主機架的一側側壁向外延伸以形成有側機壁,
3、在側機壁上安裝有橫向分布的卷材放置輥,卷材放置輥上放置有金屬卷材;
4、側機壁與主機架交接位置處的頂部橫向安裝有牽引送料輥組,牽引送料輥組的送料方向前側設置有沖壓機構處;
5、沖壓機構包括有適配工作的沖壓刀模和沖壓平臺;
6、在沖壓機構的前側分布有吸盤機構,吸盤機構位于主機架下料開口的上方,且在主機架的前側機壁處開設有用于傳輸帶通過的矩形槽口。
7、作為優選地,沖壓機構還包括有沖壓電機,沖壓電機設置在安裝平臺上,且沖壓電機的輸出端向下穿過安裝平臺并連接沖壓刀模;
8、沖壓平臺固定設置在主機架上,沖壓平臺的四個頂角位置處安裝分布有立柱,由立柱支撐設置安裝平臺。
9、作為優選地,側機壁上還安裝有一號撐輥、二號撐輥,一號撐輥位于卷材放置輥的前側下方,二號撐輥的設置高度介于一號撐輥與牽引送料輥組之間。
10、作為優選地,牽引送料輥組包括有驅動輥和上充氣輥,驅動輥由減速電機驅動轉動,且驅動輥與上充氣輥上下分布以形成夾持金屬卷材縫隙。
11、作為優選地,吸盤機構安裝在滑動平臺上,滑動平臺的兩端連接直線模組的滑塊,直線模組安裝在主機架的兩側壁頂端。
12、作為優選地,吸盤機構包括有升降板、懸臂以及吸盤;
13、升降板通過微型電動升降桿安裝在滑動平臺的凹槽處;懸臂焊接在升降板的側邊,吸盤安裝在懸臂上。
14、作為優選地,懸臂上開設有安裝條孔,吸盤通過螺栓組件固定在安裝條孔所在處。
15、本實用新型公開了一種電機沖片加工裝置,將金屬卷材的放樣結構與沖壓機構組裝為一體,且考慮到環形壓片出料收集的便利性設計,使得整個裝置的集成度更高,在節約設備占用空間的同時,兼具卷材上樣、環形壓片沖壓以及沖片收樣的功能,使得電機沖片加工過程更為流暢,無需額外添加功能機構,具有提升加工效率的優勢。
技術特征:
1.一種電機沖片加工裝置,包括主機架(1),其特征在于:所述主機架(1)的一側側壁向外延伸以形成有側機壁(2),
2.根據權利要求1所述的電機沖片加工裝置,其特征在于:所述沖壓機構還包括有沖壓電機(12),所述沖壓電機(12)設置在安裝平臺(11)上,且所述沖壓電機(12)的輸出端向下穿過安裝平臺(11)并連接沖壓刀模(10);
3.根據權利要求1所述的電機沖片加工裝置,其特征在于:所述側機壁(2)上還安裝有一號撐輥(6)、二號撐輥(7),所述一號撐輥(6)位于卷材放置輥(3)的前側下方,二號撐輥(7)的設置高度介于一號撐輥(6)與牽引送料輥組(8)之間。
4.根據權利要求3所述的電機沖片加工裝置,其特征在于:所述牽引送料輥組(8)包括有驅動輥(8b)和上充氣輥(8a),所述驅動輥(8b)由減速電機驅動轉動,且驅動輥(8b)與上充氣輥(8a)上下分布以形成夾持金屬卷材(5)縫隙。
5.根據權利要求1所述的電機沖片加工裝置,其特征在于:所述吸盤機構安裝在滑動平臺(16)上,滑動平臺(16)的兩端連接直線模組(18)的滑塊,所述直線模組(18)安裝在主機架(1)的兩側壁頂端。
6.根據權利要求5所述的電機沖片加工裝置,其特征在于:所述吸盤機構包括有升降板(151)、懸臂(152)以及吸盤(154);
7.根據權利要求6所述的電機沖片加工裝置,其特征在于:所述懸臂(152)上開設有安裝條孔(153),所述吸盤(154)通過螺栓組件固定在安裝條孔(153)所在處。
技術總結
本技術公開了一種電機沖片加工裝置,包括主機架,主機架的一側側壁向外延伸以形成有側機壁,在側機壁上安裝有卷材放置輥;側機壁與主機架交接位置處的頂部橫向安裝有牽引送料輥組,牽引送料輥組的送料方向前側設置有沖壓機構處;沖壓機構包括有適配工作的沖壓刀模和沖壓平臺;在沖壓機構的前側分布有吸盤機構,吸盤機構位于主機架下料開口的上方,且在主機架的前側機壁處開設有用于傳輸帶通過的矩形槽口。本新型將金屬卷材的放樣結構與沖壓機構組裝為一體,且考慮到環形壓片出料收集的便利性設計,使得整個裝置的集成度更高,在節約設備占用空間的同時,兼具卷材上樣、環形壓片沖壓以及沖片收樣的功能,具有提升加工效率的優勢。
技術研發人員:聶亞聰,肖雨薇,肖麗
受保護的技術使用者:榮成恒鑫動力科技股份有限公司
技術研發日:20240722
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!