一種電梯曳引機加工用裝配線的制作方法
本發明涉及電梯裝配線設備,具體為一種電梯曳引機加工用裝配線。
背景技術:
1、電梯作為樓宇上下通行的一種工具,曳引機是電梯的關鍵部件之一,在電梯組裝時,曳引機的裝配過程復雜,各工序之間生產節奏不同,曳引機的自重較大,在裝配線上輸送不便。
2、在裝配線上的曳引機需要加工裝配,使其安裝完成,在此過程中由于輸送帶不斷運行而曳引機需要短暫停留,需要對未安裝裝配的曳引機進行限位,安裝后需要曳引機繼續移動,復雜的操作不僅會增加工作時間,還會提高裝配線的復雜性,影響到加工效率。
技術實現思路
1、本發明的目的在于提供一種電梯曳引機加工用裝配線,以解決在裝配線上的曳引機需要加工裝配,使其安裝完成,在此過程中由于輸送帶不斷運行而曳引機需要短暫停留,需要對未安裝裝配的曳引機進行限位,安裝后需要曳引機繼續移動,復雜的操作不僅會增加工作時間,還會提高裝配線的復雜性,影響到加工效率的問題。
2、為解決上述技術問題,本發明是通過以下技術方案實現的:
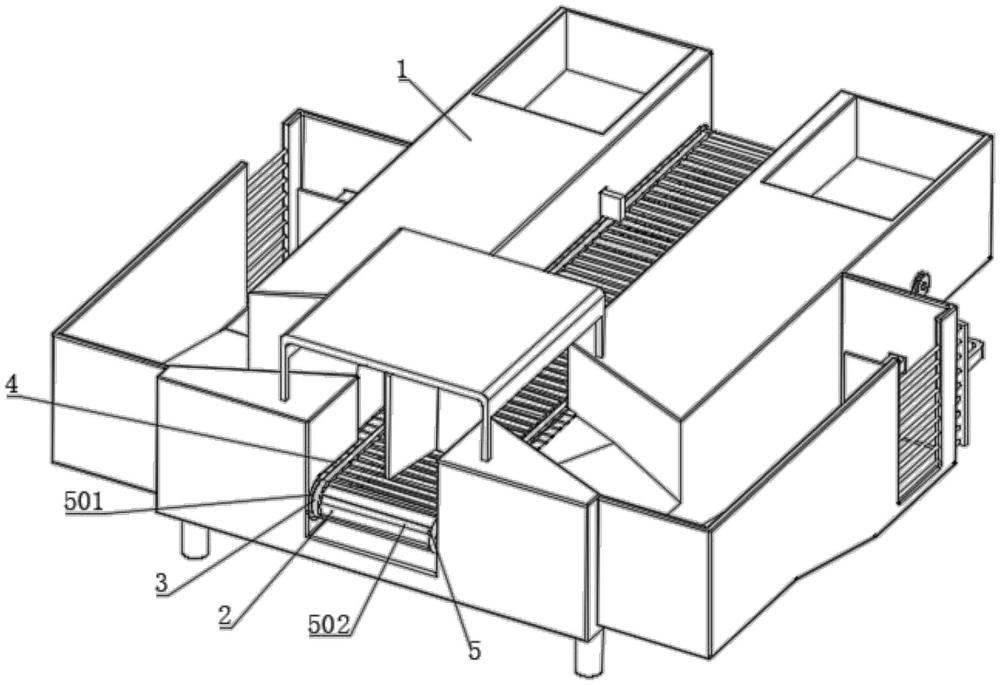
3、本發明為一種電梯曳引機加工用裝配線,包括裝配基臺,所述裝配基臺上轉動安裝有兩個驅動輥,兩個所述驅動輥上套設有兩個皮帶,所述裝配基臺相互靠近的一側內壁上分別開設有限位槽,還包括:
4、限位機構,所述限位機構包括l形內螺紋塊、活動組件、所述活動組件用于帶動l形內螺紋塊移動、限位組件、所述限位組件用于帶動l形內螺紋塊限位;
5、所述活動組件包括貫穿固定安裝在兩個皮帶上的若干個圓桿,若干個所述圓桿相互遠離的一端分別延伸至兩個限位槽內,若干個所述圓桿上分別固定安裝有條形板,所述裝配基臺內開設有安裝槽,所述安裝槽內轉動安裝有雙梯形往復螺桿,所述雙梯形往復螺桿貫穿裝配基臺;
6、所述限位組件包括固定安裝在裝配基臺右側的驅動電機,所述驅動電機的輸出軸與雙梯形往復螺桿固定連接,所述雙梯形往復螺桿上螺紋套設有兩個l形內螺紋塊,兩個所述l形內螺紋塊相互靠近的一端均延伸至裝配基臺外。
7、進一步地,所述安裝槽的頂部內壁上固定安裝有兩個套板,兩個所述套板相互遠離的一側分別固定安裝有伸縮簧,兩個所述伸縮簧相互遠離的一側分別固定安裝有推動板,兩個所述推動板相互遠離的一側分別與兩個l形內螺紋塊相接觸,所述雙梯形往復螺桿貫穿兩個套板和兩個推動板。
8、進一步地,所述裝配基臺上貫穿轉動安裝有往復螺桿,所述往復螺桿和雙梯形往復螺桿上分別固定套設有傳動輪,兩個所述傳動輪上套設有傳動皮帶,所述往復螺桿上螺紋套設有內螺紋刮板,所述內螺紋刮板的頂部開設有兩個三角槽,所述裝配基臺上固定安裝有限位桿,所述限位桿貫穿內螺紋刮板并與內螺紋刮板滑動連接,所述傳動輪上轉動套設有風箱,所述風箱的右側與裝配基臺固定連接,所述傳動輪上固定套設有刮除條,所述刮除條的右側與風箱相接觸。
9、進一步地,所述往復螺桿上設置有散熱機構,所述散熱機構包括固定套設在往復螺桿上的扇葉,所述裝配基臺內開設有通槽,所述驅動電機與通槽相通,所述裝配基臺內開設有連接槽,所述通槽與連接槽相通。
10、進一步地,所述裝配基臺上固定安裝有風罩,所述連接槽與風罩相通,所述風罩的頂部開設有若干個通孔,所述內螺紋刮板的底部與風罩相接觸。
11、進一步地,所述裝配基臺的頂部設置有調節機構,所述調節機構包括固定安裝在裝配基臺頂部的安裝架,所述安裝架的頂部內壁上轉動安裝有轉動軸,所述轉動軸的底端固定安裝有兩個第一調節板,所述轉動軸的底端固定安裝有第二調節板,所述第二調節板和兩個第一調節板呈等腰三角狀分布。
12、進一步地,所述安裝架的右側內壁上固定安裝有電動伸縮桿,所述電動伸縮桿的輸出端固定安裝有齒板,所述轉動軸上固定套設有齒輪,所述齒輪與齒板相嚙合。
13、進一步地,所述裝配基臺上開設有兩個導向斜槽,所述裝配基臺的左側和右側分別固定安裝有導向斜軌,兩個所述導向斜軌的背面分別固定安裝有收集箱。
14、進一步地,兩個所述收集箱上分別設置有減震機構,所述減震機構包括貫穿滑動安裝在收集箱上的t形滑桿,所述t形滑桿的正面固定安裝有接觸板,所述t形滑桿上套設有減震簧,所述減震簧的前端與接觸板固定連接,所述減震簧的末端與t形滑桿固定連接。
15、進一步地,所述收集箱的右側開設有出料口,所述t形滑桿的背面固定安裝有匚型桿,所述匚型桿的正面固定安裝有條形安裝板,所述條形安裝板的正面固定安裝有若干個限位閉合桿,若干個所述限位閉合桿均滑動延伸至出料口內并均與出料口相接觸。
16、本發明具有以下有益效果:
17、(1)本發明一種電梯曳引機加工用裝配線,使用時將曳引機半成品放置到條形板上,此時啟動驅動電機和驅動輥,驅動輥會帶動皮帶轉動,皮帶會帶動若干個圓桿轉動,圓桿帶動條形板轉動,條形板會帶動曳引機半成品向靠近安裝架的方向移動,當曳引機半成品接觸到l形內螺紋塊時,條形板繼續轉動,此時曳引機半成品暫時停止移動,然后利用機械臂對曳引機半成品進行加工裝配,此時的驅動電機正轉,驅動電機帶動雙梯形往復螺桿轉動,雙梯形往復螺桿帶動兩個l形內螺紋塊向相互靠近的方向移動,l形內螺紋塊會離開雙梯形往復螺桿上的螺紋并接觸到推動板,此時伸縮簧發生壓縮性變,推動板在伸縮簧的彈力作用下會頂住l形內螺紋塊,使l形內螺紋塊處于半脫離螺紋狀態,此時的l形內螺紋塊不再移動,便于l形內螺紋塊對曳引機半成品的限位,方便對曳引機半成品裝配,在曳引機半成品裝配完成后反轉電機,伸縮簧會在彈力作用下使推動板推動l形內螺紋塊使其再次移至雙梯形往復螺桿的螺紋上,雙梯形往復螺桿會帶動兩個l形內螺紋塊相互遠離,當l形內螺紋塊離開曳引機后,曳引機會在條形板的作用下繼續向靠近安裝架的方向運輸,在兩個l形內螺紋塊相互遠離并到達兩個螺紋的最遠端時,兩個l形內螺紋塊會往復運動,此時兩個l形內螺紋塊會再次靠近并為下一次對曳引機半成品限位做好準備;
18、(2)本發明一種電梯曳引機加工用裝配線,在條形板持續轉動的過程中,離開l形內螺紋塊的曳引機會接觸到第二調節板,此時曳引機會再次暫停移動,然后對曳引機進行測試,若測試結果合格,啟動電動伸縮桿,電動伸縮桿帶動齒板向遠離驅動電機的方向移動,齒板會帶動齒輪轉動,齒輪帶動轉動軸轉動,轉動軸帶動第二調節板接觸到裝配基臺的左側內壁上,相應的第一調節板會接觸到靠近驅動電機的裝配基臺右側內壁上,此時條形板會帶動曳引機在第二調節板和對應第一調節板的限位下進入到合格通道的導向斜槽內,并從導向斜槽滑到導向斜軌最后進入到裝載合格曳引機的收集箱內,若曳引機測試的結果不合格,相應的不合格曳引機會進入到裝載不合格的收集箱內,便于對曳引機進行分類;
19、(3)本發明一種電梯曳引機加工用裝配線,在雙梯形往復螺桿轉動的過程中會在傳動輪和傳動皮帶的作用下帶動往復螺桿同步轉動,往復螺桿會帶動扇葉轉動,在驅動電機正轉時扇葉正轉,扇葉正轉產生吹風力,風通過通槽、連接槽進入到風罩內,然后從風罩上的通孔吹出對停留曳引機半成品的位置進行吹風,避免條形板與曳引機半成品長時間摩擦導致曳引機半成品過熱,影響曳引機半成品的加工質量,當驅動電機反轉時扇葉反轉,扇葉反轉會產生吸風力,吸風力會通過通孔對停留曳引機半成品位置進行抽風將產生的熱量吸收掉,同樣產生散熱降溫的效果,在往復螺桿轉動時會帶動刮除條轉動,刮除條會在旋轉過程中對風箱表面的灰塵雜質進行清除,相應的往復螺桿在轉動的過程中會帶動內螺紋刮板往復移動,內螺紋刮板的往復移動會對風罩表面的灰塵雜質進行清理,從而保證風罩上的通孔不會堵塞,使降溫效果更加穩定;
20、(4)本發明一種電梯曳引機加工用裝配線,在曳引機滑到收集箱內時,在慣性的作用下曳引機會接觸到接觸板,接觸板會帶動t形滑桿向靠近驅動電機的方向移動,此時減震簧會產生拉伸形變,相應的減震簧會對曳引機進行緩沖,避免曳引機直接撞到收集箱的內壁造成損壞,在t形滑桿向驅動電機移動的過程中會帶動匚型桿移動,匚型桿帶動條形安裝板移動,條形安裝板會帶動若干個限位閉合桿同步移動,限位閉合桿會打開出料口,此時出料口的打開便于將裝配好的曳引機取出進行檢修或儲存,提高裝配線的靈活性及便捷性。
21、當然,實施本發明的任一產品并不一定需要同時達到以上所述的所有優點。
- 還沒有人留言評論。精彩留言會獲得點贊!