冷連軋機(jī)組卡羅塞爾卷取機(jī)自動(dòng)升速控制方法及系統(tǒng)與流程
本發(fā)明屬于冶金自動(dòng)化領(lǐng)域,具體地,涉及一種冷連軋機(jī)組卡羅塞爾卷取機(jī)自動(dòng)升速控制方法及系統(tǒng)。
背景技術(shù):
1、目前,冷連軋機(jī)組卷取機(jī)升速過程是通過操作工人工操作進(jìn)行控制,操作工的熟練程度不同決定了卷取機(jī)升速的時(shí)間有快有慢,從而導(dǎo)致機(jī)組的生產(chǎn)能力受到人為因素影響而不能充分發(fā)揮。
2、專利文獻(xiàn)《一種卷取控制方法、裝置、介質(zhì)及計(jì)算機(jī)設(shè)備》(cn114178317a)公開了通過提高關(guān)鍵位置的設(shè)備執(zhí)行頻率降低助卷時(shí)間,使機(jī)組高速軋制時(shí)間最長(zhǎng)提高效率,但沒有考慮卷取速度和加速度,助卷時(shí)間t也是固定,無法準(zhǔn)確計(jì)算助卷速度,也沒有考慮異常調(diào)整手段。
3、因此,需要研究自動(dòng)卷取和自動(dòng)卸卷的過程,開發(fā)卷取機(jī)自動(dòng)升速控制程序,這樣同時(shí)也可以減輕操作工的勞動(dòng)強(qiáng)度。
技術(shù)實(shí)現(xiàn)思路
1、針對(duì)現(xiàn)有技術(shù)中的缺陷,本發(fā)明的目的是提供一種冷連軋機(jī)組卡羅塞爾卷取機(jī)自動(dòng)升速控制方法及系統(tǒng)。
2、根據(jù)本發(fā)明提供的一種冷連軋機(jī)組卡羅塞爾卷取機(jī)自動(dòng)升速控制方法,包括:
3、步驟s1:采集機(jī)械設(shè)備控制動(dòng)作信號(hào),統(tǒng)計(jì)機(jī)械設(shè)備運(yùn)動(dòng)耗時(shí),找到機(jī)械設(shè)備運(yùn)動(dòng)耗時(shí)區(qū)間△t;
4、步驟s2:計(jì)算初始速度v0情況下助卷預(yù)設(shè)圈數(shù)的耗時(shí)t1;
5、步驟s3:根據(jù)機(jī)械設(shè)備運(yùn)動(dòng)耗時(shí)區(qū)間△t和耗時(shí)t1計(jì)算加速時(shí)間t;
6、步驟s4:根據(jù)加速時(shí)間t計(jì)算卷取速度v1;
7、步驟s5:在卷取速度v1穩(wěn)定的情況下,判定機(jī)械動(dòng)作是否符合預(yù)期,優(yōu)化卷取速度;
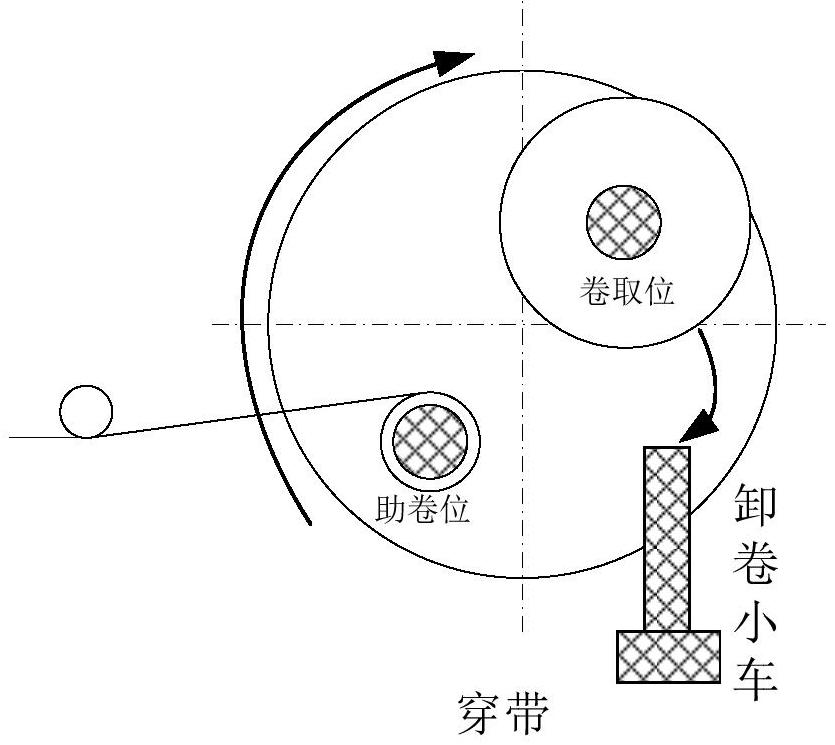
8、步驟s6:監(jiān)控鋼卷卸載情況,調(diào)整卷取速度,助卷位的鋼卷旋轉(zhuǎn)到卷取位。
9、優(yōu)選地,所述步驟s1中機(jī)械設(shè)備控制動(dòng)作信號(hào)為穿帶助卷開始到卸卷小車把卷取位的鋼卷卸到小車上的控制動(dòng)作信號(hào);
10、機(jī)械設(shè)備運(yùn)動(dòng)耗時(shí)為從穿帶助卷開始到卸卷小車把卷取位的鋼卷卸到小車上的時(shí)長(zhǎng),機(jī)械設(shè)備運(yùn)動(dòng)耗時(shí)區(qū)間△t通過對(duì)歷史數(shù)據(jù)的正態(tài)分布分析獲得。
11、所述步驟s6中按照卸卷邏輯統(tǒng)計(jì)計(jì)算卸卷耗時(shí),根據(jù)卸卷機(jī)械狀態(tài)的判斷實(shí)時(shí)調(diào)整卷取機(jī)的速度;
12、所述卸卷機(jī)械狀態(tài)的判斷為當(dāng)出口鞍座繁忙,根據(jù)卸卷小車到達(dá)接卷位的剩余時(shí)間,調(diào)整卷取機(jī)的速度為最大軋制速度v2。
13、優(yōu)選地,所述步驟s2中t1=π*((r0+3δ)2-r02)/δ/v0;
14、其中,預(yù)設(shè)圈數(shù)設(shè)置為3圈;
15、r0表示助卷位芯軸半徑;
16、δ表示鋼卷厚度。
17、所述步驟s3中計(jì)算機(jī)械設(shè)備運(yùn)動(dòng)耗時(shí)區(qū)間△t減去v0速度情況下助卷預(yù)設(shè)圈數(shù)的耗時(shí)后的加速時(shí)間t=△t-t1。
18、優(yōu)選地,所述步驟s4中卷取速度
19、
20、其中,α表示加速度;
21、t表示加速時(shí)間;
22、l表示助卷位卷心到卷取位卷心的距離;
23、r2表示卷取位鋼卷半徑。
24、優(yōu)選地,所述步驟s5中通過歷史卷取機(jī)數(shù)據(jù)統(tǒng)計(jì)分析最大助卷速度,結(jié)合助卷位置的實(shí)時(shí)卷徑r1和卷取位置的鋼卷卸載過程判定機(jī)械動(dòng)作是否符合預(yù)期,當(dāng)判斷出現(xiàn)異常卸卷故障時(shí),優(yōu)化卷取速度執(zhí)行快停操作,令鋼卷卷徑不超過助卷極限卷徑;
25、其中,r1表示助卷位鋼卷半徑。
26、所述判定機(jī)械動(dòng)作為若r1接近助卷極限卷徑且卸卷完成,則符合預(yù)期,執(zhí)行步驟s6,若r1接近助卷極限卷徑,卸卷還沒完成,則重新計(jì)算卸卷剩余時(shí)間執(zhí)行步驟s4。
27、根據(jù)本發(fā)明提供的一種冷連軋機(jī)組卡羅塞爾卷取機(jī)自動(dòng)升速控制系統(tǒng),具體包括:
28、模塊m1:采集機(jī)械設(shè)備控制動(dòng)作信號(hào),統(tǒng)計(jì)機(jī)械設(shè)備運(yùn)動(dòng)耗時(shí),找到機(jī)械設(shè)備運(yùn)動(dòng)耗時(shí)區(qū)間△t;
29、模塊m2:計(jì)算初始速度v0情況下助卷預(yù)設(shè)圈數(shù)的耗時(shí)t1;
30、模塊m3:根據(jù)機(jī)械設(shè)備運(yùn)動(dòng)耗時(shí)區(qū)間△t和耗時(shí)t1計(jì)算加速時(shí)間t;
31、模塊m4:根據(jù)加速時(shí)間t計(jì)算卷取速度v1;
32、模塊m5:在卷取速度v1穩(wěn)定的情況下,判定機(jī)械動(dòng)作是否符合預(yù)期,優(yōu)化卷取速度;
33、模塊m6:監(jiān)控鋼卷卸載情況,調(diào)整卷取速度,助卷位的鋼卷旋轉(zhuǎn)到卷取位。
34、優(yōu)選地,所述模塊m1中機(jī)械設(shè)備控制動(dòng)作信號(hào)為穿帶助卷開始到卸卷小車把卷取位的鋼卷卸到小車上的控制動(dòng)作信號(hào);
35、機(jī)械設(shè)備運(yùn)動(dòng)耗時(shí)為從穿帶助卷開始到卸卷小車把卷取位的鋼卷卸到小車上的時(shí)長(zhǎng),機(jī)械設(shè)備運(yùn)動(dòng)耗時(shí)區(qū)間△t通過對(duì)歷史數(shù)據(jù)的正態(tài)分布分析獲得。
36、所述模塊m6中按照卸卷邏輯統(tǒng)計(jì)計(jì)算卸卷耗時(shí),根據(jù)卸卷機(jī)械狀態(tài)的判斷實(shí)時(shí)調(diào)整卷取機(jī)的速度;
37、所述卸卷機(jī)械狀態(tài)的判斷為當(dāng)出口鞍座繁忙,根據(jù)卸卷小車到達(dá)接卷位的剩余時(shí)間,調(diào)整卷取機(jī)的速度為最大軋制速度v2。
38、優(yōu)選地,所述模塊m2中t1=π*((r0+3δ)2-r02)/δ/v0;
39、其中,預(yù)設(shè)圈數(shù)設(shè)置為3圈;
40、r0表示助卷位芯軸半徑;
41、δ表示鋼卷厚度。
42、所述模塊m3中計(jì)算機(jī)械設(shè)備運(yùn)動(dòng)耗時(shí)區(qū)間△t減去v0速度情況下助卷預(yù)設(shè)圈數(shù)的耗時(shí)后的加速時(shí)間t=△t-t1。
43、優(yōu)選地,所述模塊m4中卷取速度
44、
45、其中,α表示加速度;
46、t表示加速時(shí)間;
47、l表示助卷位卷心到卷取位卷心的距離;
48、r2表示卷取位鋼卷半徑。
49、優(yōu)選地,所述模塊m5中通過歷史卷取機(jī)數(shù)據(jù)統(tǒng)計(jì)分析最大助卷速度,結(jié)合助卷位置的實(shí)時(shí)卷徑r1和卷取位置的鋼卷卸載過程判定機(jī)械動(dòng)作是否符合預(yù)期,當(dāng)判斷出現(xiàn)異常卸卷故障時(shí),優(yōu)化卷取速度執(zhí)行快停操作,令鋼卷卷徑不超過助卷極限卷徑;
50、其中,r1表示助卷位鋼卷半徑。
51、所述判定機(jī)械動(dòng)作為若r1接近助卷極限卷徑且卸卷完成,則符合預(yù)期,觸發(fā)模塊m6,若r1接近助卷極限卷徑,卸卷還沒完成,則重新計(jì)算卸卷剩余時(shí)間,觸發(fā)模塊m4。
52、與現(xiàn)有技術(shù)相比,本發(fā)明具有如下的有益效果:
53、1、本發(fā)明解決了卡羅塞爾卷取機(jī)助卷完成之后,卷取機(jī)自動(dòng)升速困難的問題,從而提高了冷連軋機(jī)組的產(chǎn)能。
54、2、本發(fā)明通過冷連軋機(jī)組卡羅塞爾卷取機(jī)自動(dòng)升速控制,排除人工影響因素,保障生產(chǎn)操作規(guī)范化。
55、3、本發(fā)明通過判斷卸卷機(jī)械狀態(tài)實(shí)時(shí)調(diào)整卷取機(jī)的速度,保障軋機(jī)出口保持在最大速度,從而使機(jī)組高速軋制時(shí)間最長(zhǎng)。
技術(shù)特征:
1.一種冷連軋機(jī)組卡羅塞爾卷取機(jī)自動(dòng)升速控制方法,其特征在于,包括:
2.根據(jù)權(quán)利要求1所述的冷連軋機(jī)組卡羅塞爾卷取機(jī)自動(dòng)升速控制方法,其特征在于,所述步驟s1中機(jī)械設(shè)備控制動(dòng)作信號(hào)為穿帶助卷開始到卸卷小車把卷取位的鋼卷卸到小車上的控制動(dòng)作信號(hào);
3.根據(jù)權(quán)利要求1所述的冷連軋機(jī)組卡羅塞爾卷取機(jī)自動(dòng)升速控制方法,其特征在于,所述步驟s2中t1=π*((r0+3δ)2-r02)/δ/v0;
4.根據(jù)權(quán)利要求1所述的冷連軋機(jī)組卡羅塞爾卷取機(jī)自動(dòng)升速控制方法,其特征在于,所述步驟s4中卷取速度
5.根據(jù)權(quán)利要求1所述的冷連軋機(jī)組卡羅塞爾卷取機(jī)自動(dòng)升速控制方法,其特征在于,所述步驟s5中通過歷史卷取機(jī)數(shù)據(jù)統(tǒng)計(jì)分析最大助卷速度,結(jié)合助卷位置的實(shí)時(shí)卷徑r1和卷取位置的鋼卷卸載過程判定機(jī)械動(dòng)作是否符合預(yù)期,當(dāng)判斷出現(xiàn)異常卸卷故障時(shí),優(yōu)化卷取速度執(zhí)行快停操作,令鋼卷卷徑不超過助卷極限卷徑;
6.一種冷連軋機(jī)組卡羅塞爾卷取機(jī)自動(dòng)升速控制系統(tǒng),其特征在于,包括:
7.根據(jù)權(quán)利要求6所述的冷連軋機(jī)組卡羅塞爾卷取機(jī)自動(dòng)升速控制系統(tǒng),其特征在于,所述模塊m1中機(jī)械設(shè)備控制動(dòng)作信號(hào)為穿帶助卷開始到卸卷小車把卷取位的鋼卷卸到小車上的控制動(dòng)作信號(hào);
8.根據(jù)權(quán)利要求6所述的冷連軋機(jī)組卡羅塞爾卷取機(jī)自動(dòng)升速控制系統(tǒng),其特征在于,所述模塊m2中t1=π*((r0+3δ)2-r02)/δ/v0;
9.根據(jù)權(quán)利要求6所述的冷連軋機(jī)組卡羅塞爾卷取機(jī)自動(dòng)升速控制系統(tǒng),其特征在于,所述模塊m4中卷取速度
10.根據(jù)權(quán)利要求6所述的冷連軋機(jī)組卡羅塞爾卷取機(jī)自動(dòng)升速控制系統(tǒng),其特征在于,所述模塊m5中通過歷史卷取機(jī)數(shù)據(jù)統(tǒng)計(jì)分析最大助卷速度,結(jié)合助卷位置的實(shí)時(shí)卷徑r1和卷取位置的鋼卷卸載過程判定機(jī)械動(dòng)作是否符合預(yù)期,當(dāng)判斷出現(xiàn)異常卸卷故障時(shí),優(yōu)化卷取速度執(zhí)行快停操作,令鋼卷卷徑不超過助卷極限卷徑;
技術(shù)總結(jié)
本發(fā)明提供了一種冷連軋機(jī)組卡羅塞爾卷取機(jī)自動(dòng)升速控制方法及系統(tǒng),包括:采集機(jī)械設(shè)備控制動(dòng)作信號(hào),統(tǒng)計(jì)機(jī)械設(shè)備運(yùn)動(dòng)耗時(shí),找到機(jī)械設(shè)備運(yùn)動(dòng)耗時(shí)區(qū)間△T;計(jì)算初始速度V<subgt;0</subgt;情況下助卷預(yù)設(shè)圈數(shù)的耗時(shí)t<subgt;1</subgt;;計(jì)算加速時(shí)間T;計(jì)算卷取速度V<subgt;1</subgt;;在卷取速度V<subgt;1</subgt;穩(wěn)定的情況下,判定機(jī)械動(dòng)作是否符合預(yù)期,優(yōu)化卷取速度;監(jiān)控鋼卷卸載情況,調(diào)整卷取速度,助卷位的鋼卷旋轉(zhuǎn)到卷取位。本發(fā)明解決了卡羅塞爾卷取機(jī)助卷完成之后,卷取機(jī)自動(dòng)升速困難的問題,提高了冷連軋機(jī)組的產(chǎn)能;排除人工影響因素,保障生產(chǎn)操作規(guī)范化;通過判斷卸卷機(jī)械狀態(tài)實(shí)時(shí)調(diào)整卷取機(jī)的速度,保障軋機(jī)出口保持在最大速度,從而使機(jī)組高速軋制時(shí)間最長(zhǎng)。
技術(shù)研發(fā)人員:鄒福洲,王東紅,肖保樹
受保護(hù)的技術(shù)使用者:上海寶信軟件股份有限公司
技術(shù)研發(fā)日:
技術(shù)公布日:2025/4/24
- 還沒有人留言評(píng)論。精彩留言會(huì)獲得點(diǎn)贊!