一種組裝機的制作方法
本發明涉及工裝設備,具體涉及一種組裝機。
背景技術:
1、組裝機是用于兩個或兩個以上零件的自動化裝配,其基本的工藝是將零件a裝配到零件b形成組件c,從而實現兩個零件的組裝。若是兩個以上零件的組裝,則重復上述的基本組裝工藝。現有的組裝機通常是工件(包括零件a、零件b、組件c等)沿著流水線單向流動,組裝效率較低。
技術實現思路
1、本發明的目的在于提供一種組裝機,通過雙向供料、分批組裝來提高組裝效率,以解決上述存在的現有組裝機組裝效率低的問題。
2、為實現上述目的,本發明的技術方案包括:
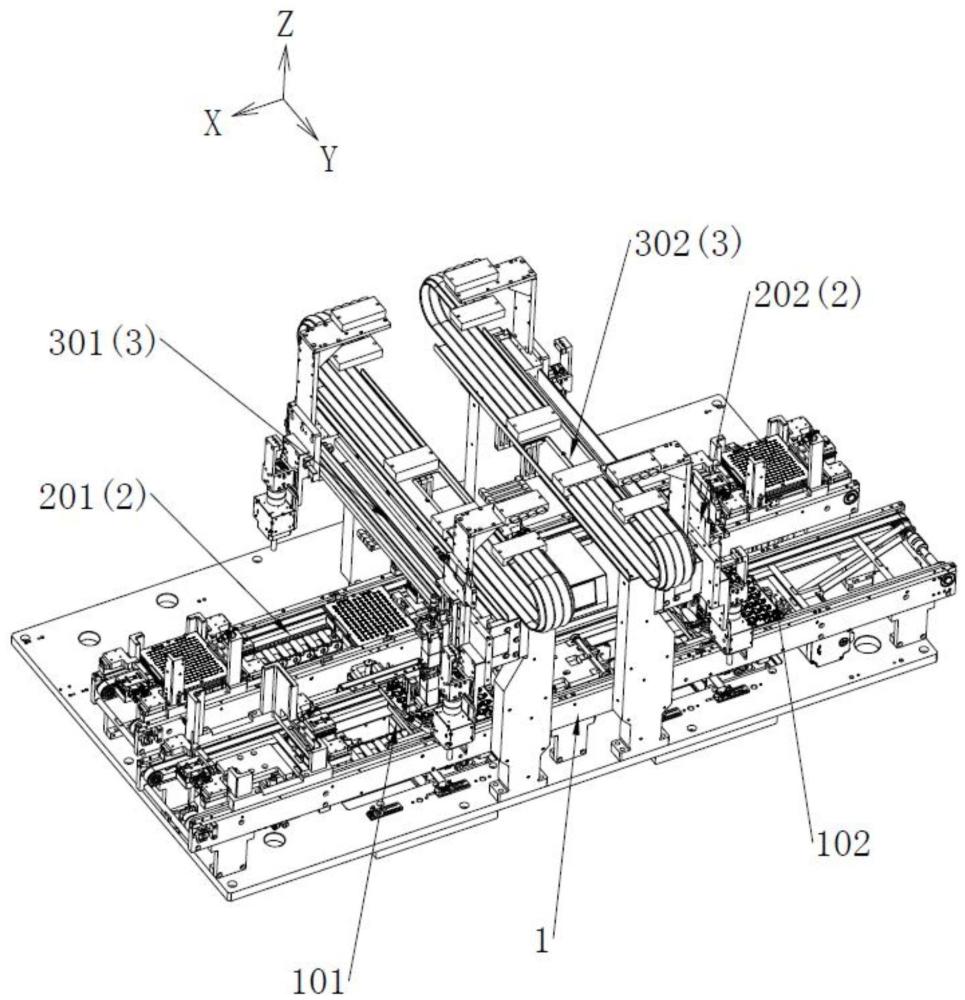
3、一種組裝機,包括:
4、組裝線,沿x軸方向延伸并設有第一組裝工位和第二組裝工位,用于沿x軸方向單向輸送料盤a及放置在其上的工件a,放置在所述料盤a上的所述工件a分為第一部分和第二部分;
5、兩供料線,分別是第一供料線和第二供料線,分別設置在所述組裝線的y軸方向上的一側,沿x軸方向延伸并用于向著對方所在的方向輸送料盤b以及放置在所述料盤b上的多個工件b;
6、兩取料機構,分別是第一取料機構和第二取料機構,沿y軸方向跨設在所述組裝線和所述供料線的上方,兩所述取料機構分別用于將一所述供料線上的所述工件b抓取并組裝到所述組裝線上的所述工件a;
7、該組裝機的組裝步驟包括:
8、所述組裝線將所述料盤a及所述工件a輸送到所述第一組裝工位,所述第一取料機構將所述第一供料線的所述工件b組裝到位于所述第一組裝工位的所述第一部分的所述工件a;所述組裝線將所述料盤a及所述工件a從所述第一組裝工位輸送到所述第二組裝工位,所述第二取料機構將所述第二供料線的所述工件b組裝到位于所述第二組裝工位的所述第二部分的所述工件a。
9、在一個實施例中,所述取料機構包括吸料組件和跨設在所述組裝線和所述供料線上方的機架,所述吸料組件以可沿y軸方向和z軸方向移動地連接于所述機架,兩所述供料線以及所述組裝線的所述第一組裝工位和所述第二組裝工位分別設有一移料機構,所述移料機構用于頂升所述料盤a或者所述料盤b以使其脫離所述組裝線或者所述供料線,并帶動所述料盤a或者所述料盤b沿x軸方向移動,從而所述移料機構和所述取料機構配合來組裝工件a和工件b。
10、在一個實施例中,所述機架上設有沿y軸方向延伸的滑軌,所述滑軌滑動連接有所述吸料組件、組裝視覺定位組件以及供料視覺定位組件,所述組裝視覺定位組件用于拍攝并定位所述工件a的位置,所述供料視覺定位組件用于拍攝并定位所述工件b的位置,所述吸料組件用于根據所述組裝視覺定位組件和所述供料視覺定位組件拍攝的所述工件a和所述工件b的位置將所述工件b組裝到所述工件a。
11、在一個實施例中,所述吸料組件包括zr電機模組和設置在所述zr電機模組輸出端的吸頭,所述吸頭用于吸附所述工件b,所述zr電機模組用于帶動所述吸頭及其所吸附的所述工件b沿z軸方向升降以及繞z軸旋轉,從而吸取所述工件b并給所述工件b施加下壓力使其組裝至所述工件a,還使得所述工件b的方向與所述工件a對應。
12、在一個實施例中,沿y軸方向,所述吸料組件設置在所述組裝視覺定位組件和所述供料視覺定位組件之間,所述吸料組件和所述組裝視覺定位組件由第一橫移電機模組驅動而沿y軸方向同步移動,所述供料視覺定位組件由第二橫移電機模組驅動而沿y軸方向移動。
13、在一個實施例中,所述取料機構的取料和組裝步驟包括:所述組裝視覺定位組件拍攝所述工件a的位置和方向,同時,所述供料視覺定位組件拍攝所述工件b的位置和方向;所述供料視覺定位組件沿著遠離所述組裝線的方向移動而遠離所述工件b,所述吸料組件和所述組裝視覺定位組件同步移動至所述工件b所在的位置,所述吸料組件吸取所述工件b后移動到所述工件a所在的位置,將所述工件b組裝到所述工件a。
14、在一個實施例中,所述第一取料機構和所述第二取料機構以y軸和z軸形成的平面對稱布置,任一所述取料機構的所述吸料組件、所述組裝視覺定位組件以及所述供料視覺定位組件設置在所述機架的背離另一所述取料機構的一側。
15、在一個實施例中,還包括設置在所述吸料組件一側的uv固化燈組件,所述uv固化燈組件與所述吸料組件沿y軸方向同步移動地設置。
16、在一個實施例中,所述供料線以及所述組裝線均分別設有兩傳送帶,兩所述傳動帶之間具有間隙,所述移料機構設置在所述傳送帶的下方,包括移料直線電機模組和頂升氣缸,所述頂升氣缸設置在兩所述傳送帶之間用于頂升所述料盤a或者所述料盤b以使其脫離所述傳動帶,所述移料直線電機模組沿著x軸方向延伸用于帶動所述頂升氣缸及其頂升的所述料盤a或者所述料盤b沿著x軸方向運動。
17、在一個實施例中,所述第一供料線和所述第二供料線之間設有收盤機構,所述收盤機構用于收集來自于所述第一供料線和所述第二供料線的料盤b,所述收盤機構包括收盤皮帶組件、頂升組件以及對插組件,所述收盤皮帶組件連接于所述收料帶用于將所述料盤b輸送到所述頂升組件上方,所述頂升組件用于將位于其上方的所述料盤b向上頂升,所述對插組件包括兩相對設置的對插件,兩所述對插件用于相向運動來承接被所述頂升組件頂升的所述料盤b;所述第一部分的所述工件a和所述第二部分的所述工件a數量相等。
18、本發明有益效果是:
19、1、本發明通過設置兩送料線分別和組裝線的兩組裝工位對應,將工件a和工件b的組裝分配至兩個組裝工位進行組裝,每一組裝工位組裝料盤a上的一半工件a,提高組裝效率,使得組裝線的輸送速度更快,有利于該組裝機匹配于其他的設備。
20、2、取料機構通過兩個視覺定位組件來分別對工件a和工件b進行定位,二者的定位能夠同時進行,減少視覺定位的時間,進一步提高了組裝效率。
21、3、兩取料機構的吸料組件以及視覺定位組件分別朝著背離對方的一側設置,能夠防止不同取料機構的吸料組件和視覺定位組件發生運動干涉,還能使得兩取料機構的布局更緊湊。
技術特征:
1.一種組裝機,其特征在于:包括:
2.根據權利要求1所述的一種組裝機,其特征在于:所述取料機構包括吸料組件和跨設在所述組裝線和所述供料線上方的機架,所述吸料組件以可沿y軸方向和z軸方向移動地連接于所述機架,兩所述供料線以及所述組裝線的所述第一組裝工位和所述第二組裝工位分別設有一移料機構,所述移料機構用于頂升所述料盤a或者所述料盤b以使其脫離所述組裝線或者所述供料線,并帶動所述料盤a或者所述料盤b沿x軸方向移動,從而所述移料機構和所述取料機構配合來組裝工件a和工件b。
3.根據權利要求2所述的一種組裝機,其特征在于:所述機架上設有沿y軸方向延伸的滑軌,所述滑軌滑動連接有所述吸料組件、組裝視覺定位組件以及供料視覺定位組件,所述組裝視覺定位組件用于拍攝并定位所述工件a的位置,所述供料視覺定位組件用于拍攝并定位所述工件b的位置,所述吸料組件用于根據所述組裝視覺定位組件和所述供料視覺定位組件拍攝的所述工件a和所述工件b的位置將所述工件b組裝到所述工件a。
4.根據權利要求3所述的一種組裝機,其特征在于:所述吸料組件包括zr電機模組和設置在所述zr電機模組輸出端的吸頭,所述吸頭用于吸附所述工件b,所述zr電機模組用于帶動所述吸頭及其所吸附的所述工件b沿z軸方向升降以及繞z軸旋轉,從而吸取所述工件b并給所述工件b施加下壓力使其組裝至所述工件a,還使得所述工件b的方向與所述工件a對應。
5.根據權利要求3所述的一種組裝機,其特征在于:沿y軸方向,所述吸料組件設置在所述組裝視覺定位組件和所述供料視覺定位組件之間,所述吸料組件和所述組裝視覺定位組件由第一橫移電機模組驅動而沿y軸方向同步移動,所述供料視覺定位組件由第二橫移電機模組驅動而沿y軸方向移動。
6.根據權利要求5所述的一種組裝機,其特征在于:所述取料機構的取料和組裝步驟包括:所述組裝視覺定位組件拍攝所述工件a的位置和方向,同時,所述供料視覺定位組件拍攝所述工件b的位置和方向;所述供料視覺定位組件沿著遠離所述組裝線的方向移動而遠離所述工件b,所述吸料組件和所述組裝視覺定位組件同步移動至所述工件b所在的位置,所述吸料組件吸取所述工件b后移動到所述工件a所在的位置,將所述工件b組裝到所述工件a。
7.根據權利要求3所述的一種組裝機,其特征在于:所述第一取料機構和所述第二取料機構以y軸和z軸形成的平面對稱布置,任一所述取料機構的所述吸料組件、所述組裝視覺定位組件以及所述供料視覺定位組件設置在所述機架的背離另一所述取料機構的一側。
8.根據權利要求2所述的一種組裝機,其特征在于:還包括設置在所述吸料組件一側的uv固化燈組件,所述uv固化燈組件與所述吸料組件沿y軸方向同步移動地設置。
9.根據權利要求2所述的一種組裝機,其特征在于:所述供料線以及所述組裝線均分別設有兩傳送帶,兩所述傳動帶之間具有間隙,所述移料機構設置在所述傳送帶的下方,包括移料直線電機模組和頂升氣缸,所述頂升氣缸設置在兩所述傳送帶之間用于頂升所述料盤a或者所述料盤b以使其脫離所述傳動帶,所述移料直線電機模組沿著x軸方向延伸用于帶動所述頂升氣缸及其頂升的所述料盤a或者所述料盤b沿著x軸方向運動。
10.根據權利要求1所述的一種組裝機,其特征在于:所述第一供料線和所述第二供料線之間設有收盤機構,所述收盤機構用于收集來自于所述第一供料線和所述第二供料線的料盤b,所述收盤機構包括收盤皮帶組件、頂升組件以及對插組件,所述收盤皮帶組件連接于所述收料帶用于將所述料盤b輸送到所述頂升組件上方,所述頂升組件用于將位于其上方的所述料盤b向上頂升,所述對插組件包括兩相對設置的對插件,兩所述對插件用于相向運動來承接被所述頂升組件頂升的所述料盤b;所述第一部分的所述工件a和所述第二部分的所述工件a數量相等。
技術總結
本發明涉及工裝設備技術領域,具體涉及一種組裝機,包括組裝線、第一供料線、第二供料線、第一取料機構和第二取料機構,組裝線設有第一組裝工位和第二組裝工位;該組裝機的組裝步驟包括:組裝線將料盤A及工件A輸送到第一組裝工位,第一取料機構將第一供料線的工件B組裝到位于第一組裝工位的第一部分的工件A;組裝線將料盤A及工件A從第一組裝工位輸送到第二組裝工位,第二取料機構將第二供料線的工件B組裝到位于第二組裝工位的第二部分的工件A。本發明通過設置兩送料線分別和組裝線的兩組裝工位對應,將工件A和工件B的組裝分配至兩個組裝工位進行組裝,每一組裝工位組裝料盤A上的一半工件A,提高組裝效率。
技術研發人員:易敏,周正琰,賴林瑋
受保護的技術使用者:廈門力巨自動化科技有限公司
技術研發日:
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!