微重力下基于聲波引導的激光同軸熔絲焊接裝置及方法
本發明涉及微重力環境下的同軸熔絲焊接,尤其涉及微重力下基于聲波引導的激光同軸熔絲焊接裝置及方法。
背景技術:
1、在太空環境中,對結構裝備進行修復或連接是航天任務中的關鍵環節。無論是國際空間站的維護、衛星的組裝還是未來深空探測任務中的設備修理,可靠的焊接技術都是確保這些結構安全性和可靠性的重要保障。然而,在微重力環境下,傳統的焊接技術面臨以下挑戰:
2、1、熔池形態不穩定:在地球上,熔池的形成和流動主要依賴于重力作用。然而,在微重力條件下,熔池不再受到重力的影響,其形態變得極不穩定。熔滴難以按照預期的方式附著到母材上,導致焊接質量下降,甚至可能出現焊縫缺陷。
3、2、熔池內部流動難以控制:缺乏重力使得熔池內部的金屬液體無法自然流動,這給焊接過程帶來了極大的不確定性。熔滴的形狀和流動路徑無法得到有效控制,容易形成不規則的焊縫,影響焊接接頭的機械性能。
4、3、氣孔和夾雜物問題加劇:地球上的焊接過程中,氣體和雜質可以在重力作用下沉積或排出熔池。但在微重力環境下,這些氣泡和夾雜物會懸浮在熔池中,難以逸出,從而增加了氣孔和夾雜物的風險,嚴重影響焊接質量。
技術實現思路
1、本發明的目的是提供微重力下基于聲波引導的激光同軸熔絲焊接裝置及方法,解決上述技術問題。
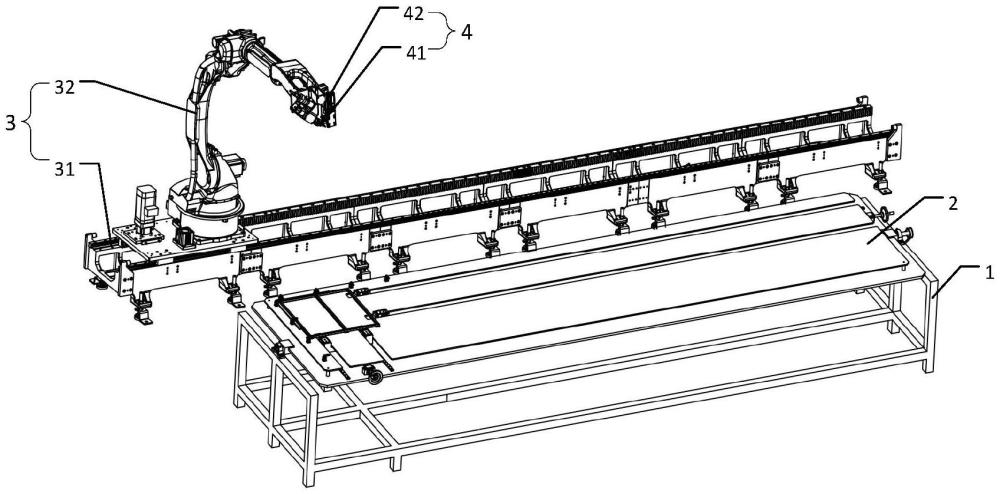
2、為實現上述目的,本發明提供了一種微重力下基于聲波引導的激光同軸熔絲焊接裝置,包括夾持平臺以及設置于夾持平臺一側的導軌式機械臂,導軌式機械臂包括與夾持平臺平行設置的導軌和滑動設置于導軌頂端的機械臂本體,機械臂本體的末端設置有激光同軸熔絲焊接設備、聲波調控儀器以及監測設備,監測設備包括用于監測激光同軸熔絲焊接設備形成的熔池參數以及熔池內雜質參數的視覺監測儀器和用于監測焊接溫度的紅外傳感器,聲波調控儀器包括圍繞激光同軸熔絲焊接設備的激光源呈環形陣列均勻設置的多個換能器,多個換能器依次經一一對應的信號放大器和信號發生器與控制器的輸出端電性連接,控制器的輸入端與監測設備電性連接,用于基于監測設備獲取監測結果,利用控制器調控多個換能器的開閉以及工作參數;
3、多個換能器組成的聲場覆蓋激光同軸熔絲焊接設備形成的熔池,用于在多個換能器同時打開時,將熔池內的雜質振出;
4、最內環的多個換能器靠近激光同軸熔絲焊接設備的激光源布置,用于在僅打開靠近激光同軸熔絲焊接設備布置的換能器時,引導熔池向基材移動。
5、優選的,當同時打開多個換能器時,處于聲波振動模式下,此時多個換能器的設定頻率為20khz-100khz,功率為100w-500w;
6、當僅打開最內環換能器時,處于聲波引導模式下,此時,靠近激光同軸熔絲焊接設備布置的換能器的設定頻率為10khz-50khz,功率為50w-200w。
7、微重力下基于聲波引導的激光同軸熔絲焊接裝置的方法,包括以下步驟:
8、s1、將基材定位于夾持平臺上,并控制機械臂本體將激光同軸熔絲焊接設備以及聲波調控儀器移動至靠近基材焊接點的位置;
9、s2、啟動激光同軸熔絲焊接設備的激光源和送絲機構,送絲機構將焊絲送至靠近焊接點的位置,將激光束聚焦到靠近焊接點處的焊絲,熔化焊絲形成熔池;
10、s3、利用監測設備采集熔池參數以及雜質參數,并基于采集結果利用控制器調控多個換能器的開啟個數以及開啟的換能器的工作參數,使得打開的換能器處于聲波振動模式,從而將雜質振出熔池,關閉處于聲波振動模式下的換能器;
11、s4、利用監測設備采集焊接點的位置,并利用控制器打開最內環的換能器,使得打開的換能器處于聲波引導模式,將熔池引導至焊接點處,并在引導過程中實時監測熔池路徑,并根據監測結果校正處于聲波引導模式下的換能器的工作參數,直至熔池覆蓋焊接點;
12、s5、冷卻。
13、優選的,步驟s3具體包括以下步驟:
14、s31、啟動激光同軸熔絲焊接設備的激光源,并確定激光功率p、照射時間t以及光斑半徑wi;
15、s32、啟動送絲機構,并控制焊絲以恒定速度v向焊接點移動,直至移動至激光源發出的激光束的聚焦平面;
16、s33、利用視覺監測儀器獲取熔池參數以及雜質參數,其中,熔池參數包括熔池的面積以及位置,雜質參數包括雜質的面積以及位置;
17、s34、基于步驟s33的采集結果確定多個換能器的開閉個數、位置以及工作頻率以及振幅。
18、優選的,在步驟s31中,激光功率p計算公式如下:
19、
20、其中,
21、emelt=m×c×tm-ti+lf(2);
22、eloss=30.5%emelt(3);
23、式中,emelt表示熔化焊絲所需的能量,單位為j;eloss表示熱損失能量,單位為j;m表示焊絲的質量,單位為kg;c表示焊絲的比熱容,單位為j/kg·k;tm表示焊絲的熔點,單位為k;ti表示焊絲的初始溫度,單位為k;lf表示焊絲的熔化潛熱,單位為j/kg;
24、照射時間t計算公式如下;
25、
26、式中,dw表示焊絲直徑;α表示熱擴散系數,單位為m2/s;
27、光斑半徑wi計算公式如下:
28、
29、式中,fl表示透鏡焦距;zf表示焦點位置;λ表示激光波長;n0表示折射率;w0表示初始光斑半徑。
30、優選的,在步驟s32中,恒定速度v的計算公式如下:
31、
32、式中,l表示焊絲的長度。
33、優選的,步驟s33所述的視覺監測儀器為雙目或多目攝像頭系統,使用canny邊緣檢測等算法識別熔池以及雜質的邊緣,獲取熔池的面積amp和位置坐標xmp,ymp,以及雜質的面積aimp和位置坐標ximp,yimp。
34、優選的,步驟s34具體包括以下步驟:
35、s341、建立映射關系:將焊接區域分為n1個網格,每個網格至少對應一個換能器,共計n2個換能器,n2=nn1,n表示換能器與網格之間的倍數關系;
36、s342、確定換能器的工作頻率以及振幅:工作頻率f計算公式如下:
37、
38、式中,f0表示基礎頻率;kf為頻率調整系數;d表示雜質的特征尺寸,且
39、振幅a計算公式如下:
40、
41、式中,a0表示基礎振幅;ka為振幅調整系數;
42、s343、對比雜質的位置坐標ximp,yimp是否與熔池的位置坐標xmp,ymp重合,若重合則將雜質的位置坐標ximp,yimp所在網格視為存在雜質的網格,根據映射關系打開存在雜質的網格對應的換能器,從而確定換能器的開啟個數,并控制開啟的換能器按照確定的工作頻率和振幅運行,否則略過。
43、優選的,步驟s4所述的工作參數包括工作頻率和振幅,且處于聲波引導模式下的換能器的工作頻率和振幅校正公式如下:
44、fnew=fbase+kf×δx,δy(9);
45、anew=abase+ka×δx,δy(10);
46、式中,fnew表示校正后的換能器工作頻率;fbase表示基礎工作頻率;δx,δy表示熔池當前位置與焊接點之間的偏差;anew表示校正后的換能器幅值;abase表示基礎幅值;
47、校正后的熔池路徑如下:
48、vcorrection=vcurrent+kv×δx,δy(11);
49、式中,vcorrection表示校正后的熔池移動速度;vcurrent表示當前熔池移動速度;kv表示速度調整系數。
50、因此,本發明采用上述微重力下基于聲波引導的激光同軸熔絲焊接裝置及方法,具有的有益效果為:
51、1、通過靠近激光源位置的換能器,利用聲波引導模式可以有效地引導熔池向基材移動,確保熔滴按照預期的方式附著到基材上。這不僅提高了熔池的穩定性,還提高了焊接接頭的質量;
52、2、使用視覺監測儀器和紅外傳感器實時監控熔池參數(如面積、位置)和溫度變化,結合控制器調控多個換能器的工作參數,確保熔池在最佳狀態下形成;
53、3、在聲波振動模式下,可以將熔池內的雜質振出,顯著減少氣孔和夾雜物的存在;
54、4、利用雙目或多目攝像頭系統配合canny邊緣檢測算法,實時識別熔池及雜質的邊緣,獲取精確的位置坐標,一旦發現雜質,立即開啟相應的換能器進行處理,確保熔池的純凈度。
55、綜上所述,本發明所述的微重力下基于聲波引導的激光同軸熔絲焊接裝置及其方法,通過引入聲波引導和振動模式,結合實時監測與控制系統,成功解決了微重力環境中熔池形態不穩定、內部流動難以控制以及氣孔和夾雜物問題;其不僅提升了焊接質量和效率,還增強了焊接過程的安全性和可靠性,是未來太空結構裝備修復和連接的理想選擇。
56、下面通過附圖和實施例,對本發明的技術方案做進一步的詳細描述。
- 還沒有人留言評論。精彩留言會獲得點贊!