一種輸紗器電路座螺絲裝配機的制作方法
本發明涉及自動化裝備,具體為一種輸紗器電路座螺絲裝配機。
背景技術:
1、將紗線按照要求輸送入編織區,通過輸紗器可控制紗線長度或保持紗線輸送張力一致,從而使編織物符合生產要求,大部分輸紗器器具具有斷紗報警停機的功能,根據功能與使用用途的不同,可分為積極式輸紗器,半消極輸紗器,消極式輸紗器,多色調線輸紗器,氨綸輸紗器等,電路座是輸紗器上的重要部件,但是現有輸紗器的電路座在組裝時還存以下不足:
2、輸紗器電路座成品包含電路座主體、觸電片及觸針三大核心組件。當前,由于行業尚未普及自動化裝配設備,其生產過程仍依賴人工手動或半自動操作模式。該裝配過程面臨以下痛點:
3、1、零件微型化:觸電片與觸針等部件尺寸微小,人工操作易造成錯位或損傷,影響成品合格率;
4、2、勞動強度高:重復性精密操作導致工人疲勞度上升,長期作業易引發職業健康問題;
5、3、效率與精度瓶頸:手工裝配速度難以突破,且觸點位置偏差易引發電路信號不穩定,降低輸紗器整體性能。
技術實現思路
1、為實現上述目的,本發明提供如下技術方案:一種輸紗器電路座螺絲裝配機,包括:
2、機體,所述機體的頂部設置有轉盤,所述轉盤的頂部等間距設置有至少八個治具工位,用于定位電路座進行組裝;
3、電路座上料工位,用于電路座上料;
4、打螺絲工位,用于螺絲上料并將螺絲打入電路座的內部;
5、觸電片上料工位,用于觸電片上料并將觸電片裝入電路座的內部;
6、觸電片對位工位,用于對觸電片和電路座進行對位;
7、觸針上料工位,用于觸針上料并將觸針裝入電路座的內部;
8、觸針壓緊工位,用于將觸針壓緊;
9、電路座下料工位,用于組裝好的電路座下料。
10、作為本發明的一種優選技術方案,所述電路座上料工位、打螺絲工位、觸電片上料工位、觸電片對位工位、觸針上料工位、觸針壓緊工位以及電路座下料工位呈環形分布在機體的頂部,所述機體的頂部設置有用于驅動轉盤的伺服電機。
11、作為本發明的一種優選技術方案,所述電路座上料工位、觸電片上料工位、觸針上料工位以及電路座下料工位中均設置有夾爪機構,所述夾爪機構包括底座型材,所述底座型材的一側固定設置有滑軌板,所述滑軌板的一側滑動設置有活動板,所述滑軌板的一端設置有用于驅動活動板的平移氣缸,所述活動板的頂部設置有升降氣缸,所述升降氣缸的輸出端設置有夾爪氣缸。
12、作為本發明的一種優選技術方案,所述電路座上料工位還包括直振送料器一以及位于直振送料器一一側的錯位氣缸一,所述錯位氣缸一的輸出端設置有設置有電路座上料座。
13、作為本發明的一種優選技術方案,所述打螺絲工位的數量為兩個,兩個所述打螺絲工位依次位于電路座上料工位的一側,所述打螺絲工位包括立柱型材一和立柱型材二,所述立柱型材一的一側設置有分料氣缸一和分料氣缸二,所述立柱型材二的一側通過滑軌滑動設置有打螺絲電機,所述立柱型材二的頂部設置有打螺絲氣缸,所述打螺絲氣缸的輸出端與打螺絲電機的頂部相連接,所述打螺絲電機的輸出端通過披頭連接有螺絲夾嘴。
14、作為本發明的一種優選技術方案,所述觸電片上料工位位于其中一個打螺絲工位的一側,所述觸電片上料工位還包括有直振送料器二和錯位氣缸二,所述直振送料器二位于錯位氣缸二的一側,所述錯位氣缸二的輸出端設置有觸電片上料座。
15、作為本發明的一種優選技術方案,所述觸電片對位工位位于觸電片上料工位的一側,所述觸電片對位工位包括支架型材,所述支架型材的一側設置有對位氣缸,所述對位氣缸的輸出端設置有定位針。
16、作為本發明的一種優選技術方案,所述觸針上料工位位于觸電片對位工位的一側,所述觸針上料工位還包括有直振上料器三以及錯位氣缸三,所述直振上料器三位于錯位氣缸三的一側,所述錯位氣缸三的輸出端設置有觸針上料座,所述觸針壓緊工位位于觸針上料工位的一側,所述觸針壓緊工位包括壓緊氣缸,所述壓緊氣缸的輸出端設置有觸針頂針。
17、作為本發明的一種優選技術方案,還包括有壓料工位,所述壓料工位位于觸針上料工位和觸針壓緊工位之間,所述壓料工位包括壓料氣缸,所述壓料氣缸的輸出端設置有兩端分別延伸至其中兩個治具工位上方的壓板。
18、作為本發明的一種優選技術方案,所述電路座下料工位位于觸針壓緊工位和電路座上料工位之間,所述電路座下料工位還包括有料道,所述料道呈傾斜設置,所述料道的一端延伸至轉盤的一側,另一端延伸至機體一側的頂部。
19、與現有技術相比,本發明提供了一種輸紗器電路座螺絲裝配機,具備以下有益效果:
20、該輸紗器電路座螺絲裝配機,相較于市面上采用人工手動組裝輸紗器電路座的方式,通過電路座上料工位、打螺絲工位、觸電片上料工位、觸電片對位工位、觸針上料工位、觸針壓緊工位以及電路座下料工位自動化完成對電路座、觸電片以及觸針的上料、組裝以及成品下料,機器裝配生產的節拍很短,可以達到較高的生產率,同時機器可以連續運行,在大批量生產的條件下能大幅降低制造成本,且產品質量具有高度重復性、一致性,能夠大幅降低不合格率,設備所占空間小,節省空間,滿足制造行業使用需求。
技術特征:
1.一種輸紗器電路座螺絲裝配機,其特征在于,包括:
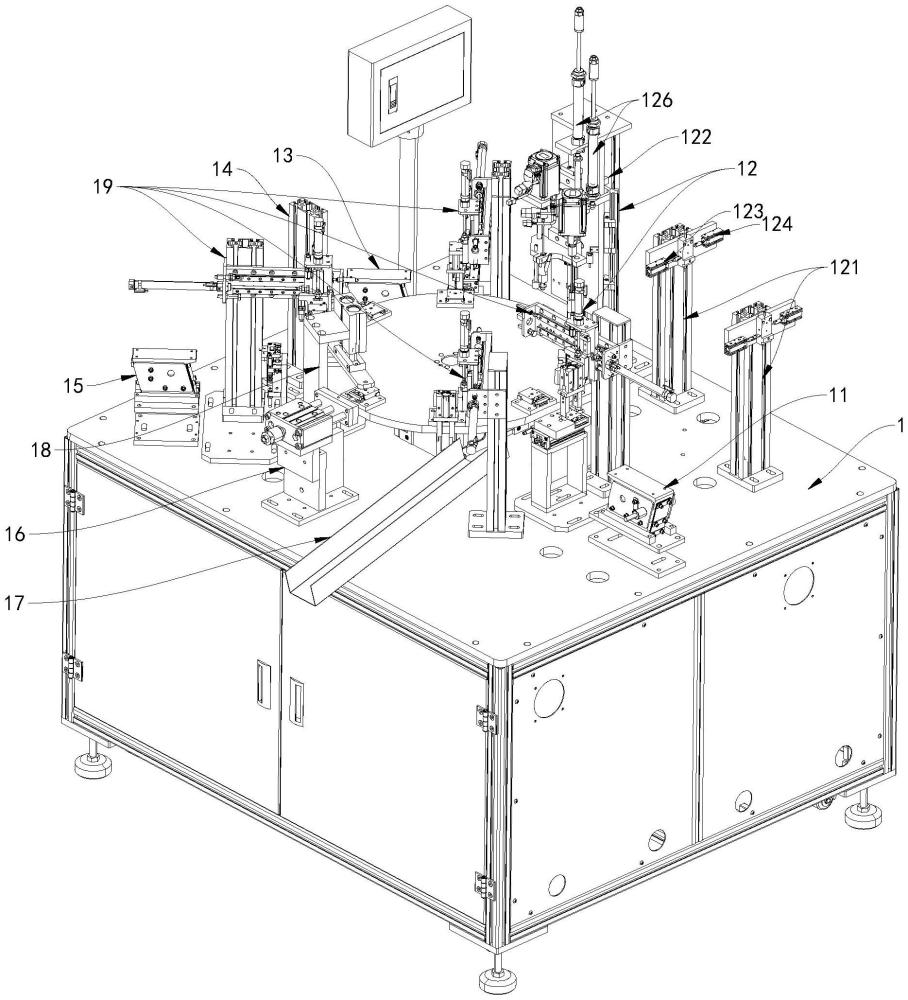
2.根據權利要求1所述的一種輸紗器電路座螺絲裝配機,其特征在于:所述電路座上料工位(11)、打螺絲工位(12)、觸電片上料工位(13)、觸電片對位工位(14)、觸針上料工位(15)、觸針壓緊工位(16)以及電路座下料工位(17)呈環形分布在機體(1)的頂部,所述機體(1)的頂部設置有用于驅動轉盤(101)的伺服電機(102)。
3.根據權利要求1所述的一種輸紗器電路座螺絲裝配機,其特征在于:所述電路座上料工位(11)、觸電片上料工位(13)、觸針上料工位(15)以及電路座下料工位(17)中均設置有夾爪機構(19),所述夾爪機構(19)包括底座型材(191),所述底座型材(191)的一側固定設置有滑軌板(192),所述滑軌板(192)的一側滑動設置有活動板(193),所述滑軌板(192)的一端設置有用于驅動活動板(193)的平移氣缸(194),所述活動板(193)的頂部設置有升降氣缸(195),所述升降氣缸(195)的輸出端設置有夾爪氣缸(196)。
4.根據權利要求1所述的一種輸紗器電路座螺絲裝配機,其特征在于:所述電路座上料工位(11)還包括直振送料器一(111)以及位于直振送料器一(111)一側的錯位氣缸一(112),所述錯位氣缸一(112)的輸出端設置有設置有電路座上料座(113)。
5.根據權利要求1所述的一種輸紗器電路座螺絲裝配機,其特征在于:所述打螺絲工位(12)的數量為兩個,兩個所述打螺絲工位(12)依次位于電路座上料工位(11)的一側,所述打螺絲工位(12)包括立柱型材一(121)和立柱型材二(122),所述立柱型材一(121)的一側設置有分料氣缸一(123)和分料氣缸二(124),所述立柱型材二(122)的一側通過滑軌滑動設置有打螺絲電機(125),所述立柱型材二(122)的頂部設置有打螺絲氣缸(126),所述打螺絲氣缸(126)的輸出端與打螺絲電機(125)的頂部相連接,所述打螺絲電機(125)的輸出端通過披頭(127)連接有螺絲夾嘴(128)。
6.根據權利要求1所述的一種輸紗器電路座螺絲裝配機,其特征在于:所述觸電片上料工位(13)位于其中一個打螺絲工位(12)的一側,所述觸電片上料工位(13)還包括有直振送料器二(131)和錯位氣缸二(132),所述直振送料器二(131)位于錯位氣缸二(132)的一側,所述錯位氣缸二(132)的輸出端設置有觸電片上料座(133)。
7.根據權利要求1所述的一種輸紗器電路座螺絲裝配機,其特征在于:所述觸電片對位工位(14)位于觸電片上料工位(13)的一側,所述觸電片對位工位(14)包括支架型材(141),所述支架型材(141)的一側設置有對位氣缸(142),所述對位氣缸(142)的輸出端設置有定位針(143)。
8.根據權利要求1所述的一種輸紗器電路座螺絲裝配機,其特征在于:所述觸針上料工位(15)位于觸電片對位工位(14)的一側,所述觸針上料工位(15)還包括有直振上料器三(151)以及錯位氣缸三(152),所述直振上料器三(151)位于錯位氣缸三(152)的一側,所述錯位氣缸三(152)的輸出端設置有觸針上料座(153),所述觸針壓緊工位(16)位于觸針上料工位(15)的一側,所述觸針壓緊工位(16)包括壓緊氣缸(161),所述壓緊氣缸(161)的輸出端設置有觸針頂針(162)。
9.根據權利要求1所述的一種輸紗器電路座螺絲裝配機,其特征在于:還包括有壓料工位(18),所述壓料工位(18)位于觸針上料工位(15)和觸針壓緊工位(16)之間,所述壓料工位(18)包括壓料氣缸(181),所述壓料氣缸(181)的輸出端設置有兩端分別延伸至其中兩個治具工位(103)上方的壓板(182)。
10.根據權利要求1所述的一種輸紗器電路座螺絲裝配機,其特征在于:所述電路座下料工位(17)位于觸針壓緊工位(16)和電路座上料工位(11)之間,所述電路座下料工位(17)還包括有料道(171),所述料道(171)呈傾斜設置,所述料道(171)的一端延伸至轉盤(101)的一側,另一端延伸至機體(1)一側的頂部。
技術總結
本發明公開了一種輸紗器電路座螺絲裝配機,涉及自動化裝備技術領域。包括機體,機體的頂部設置有轉盤,轉盤的頂部等間距設置有至少八個治具工位,用于定位電路座進行組裝。相較于市面上采用人工手動組裝輸紗器電路座的方式,通過電路座上料工位、打螺絲工位、觸電片上料工位、觸電片對位工位、觸針上料工位、觸針壓緊工位以及電路座下料工位自動化完成對電路座、觸電片以及觸針的上料、組裝以及成品下料,機器裝配生產的節拍很短,可以達到較高的生產率,同時機器可以連續運行,在大批量生產的條件下能大幅降低制造成本,且產品質量具有高度重復性、一致性,能夠大幅降低不合格率,設備所占空間小,節省空間,滿足制造行業使用需求。
技術研發人員:陸建根,陸昱成,曹勇
受保護的技術使用者:慈溪市賽美格自動化科技有限公司
技術研發日:
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!