一種組樹(shù)方法與流程
本發(fā)明涉及精密鑄造,尤其涉及一種組樹(shù)方法。
背景技術(shù):
1、蠟?zāi)hT造又稱失蠟鑄造,由于其批量化生產(chǎn)的便利性和精度一致性,蠟?zāi)hT造法被廣泛應(yīng)用于精密鑄造行業(yè),是精鑄產(chǎn)品成型的關(guān)鍵,蠟?zāi)=M樹(shù)是蠟?zāi)hT造中的關(guān)鍵工序,蠟?zāi)=M樹(shù)是將多個(gè)產(chǎn)品蠟?zāi)=M焊到模頭上,形成蠟?zāi)D=M的工藝過(guò)程。
2、在蠟?zāi)hT造的過(guò)程中,傳統(tǒng)蠟?zāi)=M樹(shù)大部分是用人工進(jìn)行,人工進(jìn)行蠟?zāi)=M樹(shù)存在以下缺點(diǎn):一是勞動(dòng)強(qiáng)度大,蠟?zāi)=M樹(shù)效率低;二是產(chǎn)品質(zhì)量不穩(wěn)定,產(chǎn)品良率得不到保證;三是蠟的加熱溫度200度以上,溫度很高,安全存在隱患。
技術(shù)實(shí)現(xiàn)思路
1、鑒于上述的分析,本發(fā)明旨在提供一種組樹(shù)方法,用于解決現(xiàn)有技術(shù)中人工組樹(shù)效率低的問(wèn)題。
2、本發(fā)明的目的主要是通過(guò)以下技術(shù)方案實(shí)現(xiàn)的:
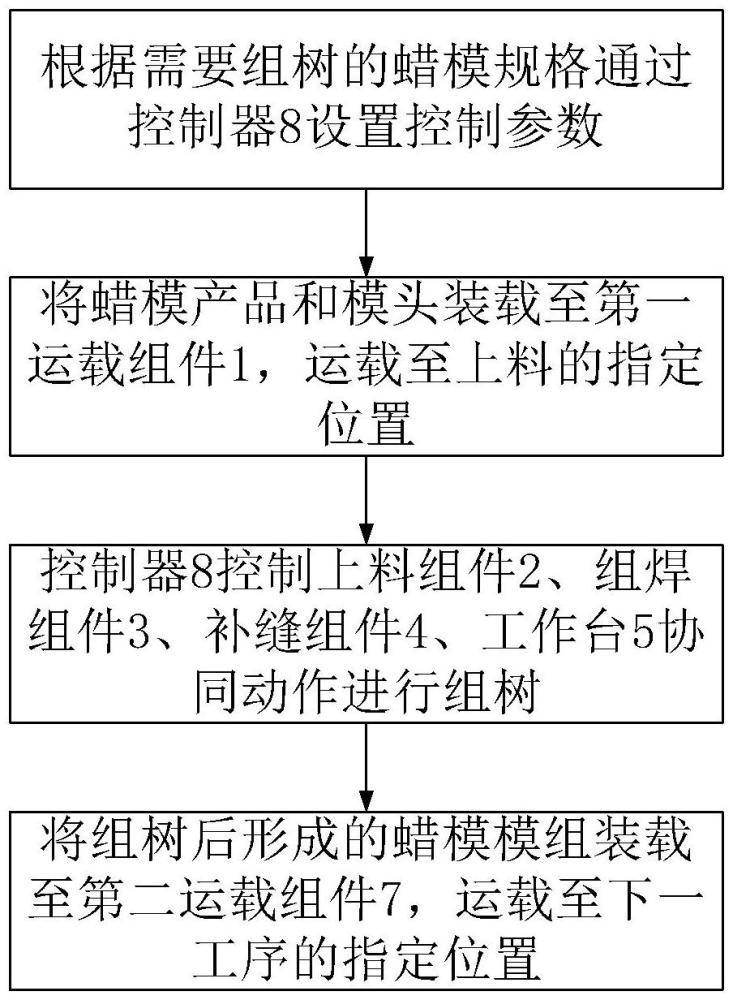
3、一種組樹(shù)方法,采用組樹(shù)系統(tǒng)進(jìn)行組樹(shù),包括以下步驟:步驟s1:根據(jù)需要組樹(shù)的蠟?zāi)R?guī)格通過(guò)控制器設(shè)置控制參數(shù);步驟s2:將蠟?zāi).a(chǎn)品和模頭裝載至第一運(yùn)載組件,運(yùn)載至上料的指定位置;步驟s3:控制器控制上料組件、組焊組件、補(bǔ)縫組件、工作臺(tái)協(xié)同動(dòng)作進(jìn)行組樹(shù);步驟s4:將組樹(shù)后形成的蠟?zāi)D=M裝載至第二運(yùn)載組件,運(yùn)載至下一工序的指定位置。
4、進(jìn)一步地,所述將蠟?zāi).a(chǎn)品和模頭裝載至第一運(yùn)載組件,運(yùn)載至上料的指定位置,具體包括:將帶蠟?zāi).a(chǎn)品和模頭裝載至第一托盤內(nèi),控制第一運(yùn)載車將產(chǎn)品蠟?zāi):湍n^運(yùn)送至上料的指定位置。
5、進(jìn)一步地,所述將蠟?zāi).a(chǎn)品和模頭裝載至第一運(yùn)載組件,運(yùn)載至上料的指定位置,具體還包括:所述第一運(yùn)載車移動(dòng)至上料的指定位置后,通過(guò)固定鎖將第一運(yùn)載車與安裝基座固定連接。
6、進(jìn)一步地,所述控制器控制上料組件、組焊組件、補(bǔ)縫組件、工作臺(tái)協(xié)同動(dòng)作進(jìn)行組樹(shù),具體包括:控制器控制上料機(jī)器人動(dòng)作,從夾取第一托盤內(nèi)夾取產(chǎn)品蠟?zāi);蚰n^,并將產(chǎn)品蠟?zāi);蚰n^移動(dòng)至工作臺(tái)上。
7、進(jìn)一步地,所述控制器控制上料組件、組焊組件、補(bǔ)縫組件、工作臺(tái)協(xié)同動(dòng)作進(jìn)行組樹(shù),具體還包括:控制器組焊機(jī)器人動(dòng)作,將產(chǎn)品蠟?zāi):附拥侥n^上,形成蠟?zāi)D=M。
8、進(jìn)一步地,所述控制器控制上料組件、組焊組件、補(bǔ)縫組件、工作臺(tái)協(xié)同動(dòng)作進(jìn)行組樹(shù),具體還包括:控制器控制補(bǔ)縫機(jī)器人動(dòng)作,對(duì)蠟?zāi)D=M中產(chǎn)品蠟?zāi):湍n^之間的焊縫進(jìn)行涂蠟補(bǔ)縫。
9、進(jìn)一步地,所述將組樹(shù)后形成的蠟?zāi)D=M裝載至第二運(yùn)載組件,運(yùn)載至下一工序的指定位置,具體包括:控制器控制下料機(jī)器人動(dòng)作,將工作臺(tái)上的蠟?zāi)D=M裝載至第二托盤內(nèi),控制第二運(yùn)載車將蠟?zāi)D=M從下料位置運(yùn)載至下一工序的指定位置。
10、進(jìn)一步地,所述將組樹(shù)后形成的蠟?zāi)D=M裝載至第二運(yùn)載組件,運(yùn)載至下一工序的指定位置,具體還包括:所述第二運(yùn)載車處于下料的指定位置后,通過(guò)固定鎖將第二運(yùn)載車與安裝基座固定連接。
11、進(jìn)一步地,所述上料機(jī)器人包括視覺(jué)相機(jī)。
12、進(jìn)一步地,所述視覺(jué)相機(jī)與控制器連接。
13、本發(fā)明技術(shù)方案至少能夠?qū)崿F(xiàn)以下效果之一:
14、(1)本發(fā)明通過(guò)一種組樹(shù)方法,包括以下步驟:步驟s1:根據(jù)需要組樹(shù)的蠟?zāi)R?guī)格通過(guò)控制器設(shè)置控制參數(shù);步驟s2:將蠟?zāi).a(chǎn)品和模頭裝載至第一運(yùn)載組件,運(yùn)載至上料的指定位置;步驟s3:控制器控制上料組件、組焊組件、補(bǔ)縫組件、工作臺(tái)協(xié)同動(dòng)作進(jìn)行組樹(shù);步驟s4:將組樹(shù)后形成的蠟?zāi)D=M裝載至第二運(yùn)載組件,運(yùn)載至下一工序的指定位置;本發(fā)明實(shí)現(xiàn)了自動(dòng)進(jìn)行蠟?zāi)=M樹(shù),減少了人工操作,提高了蠟?zāi)=M樹(shù)效率,同時(shí)也保證了蠟?zāi)=M樹(shù)過(guò)程中的人員安全。
15、(2)本發(fā)明采用組樹(shù)系統(tǒng)進(jìn)行組樹(shù),所述組樹(shù)系統(tǒng)包括第一運(yùn)載組件、上料組件、組焊組件、補(bǔ)縫組件、工作臺(tái)、下料組件、第二運(yùn)載組件和控制器,所述第一運(yùn)載組件用于承載產(chǎn)品蠟?zāi):湍n^;所述上料組件用于抓取及移動(dòng)產(chǎn)品蠟?zāi):湍n^;所述組焊組件用于將產(chǎn)品蠟?zāi)=M焊到模頭上形成蠟?zāi)D=M;所述補(bǔ)縫組件用于填補(bǔ)焊縫;所述下料組件用于抓取及移動(dòng)蠟?zāi)D=M;所述第二運(yùn)載組件用于裝載蠟?zāi)D=M;所述控制器與上料組件、組焊組件、補(bǔ)縫組件、工作臺(tái)和下料組件連接,從而控制上料組件、組焊組件、補(bǔ)縫組件、工作臺(tái)和下料組件協(xié)同動(dòng)作,實(shí)現(xiàn)快速蠟?zāi)=M樹(shù);本發(fā)明實(shí)現(xiàn)了自動(dòng)進(jìn)行蠟?zāi)=M樹(shù),減少了人工操作,提高了蠟?zāi)=M樹(shù)效率,同時(shí)也保證了蠟?zāi)=M樹(shù)過(guò)程中的人員安全。
16、(3)本發(fā)明的組焊組件包括焊刀除蠟裝置,所述焊刀除蠟裝置包括箱殼和除蠟機(jī)構(gòu),所述箱殼具有工作腔;所述除蠟機(jī)構(gòu)安裝在箱殼的工作腔內(nèi),用于對(duì)焊刀進(jìn)行快速清潔;所述除蠟機(jī)構(gòu)包括熱力單元和清蠟單元,所述熱力單元與外部氣源連接,用于對(duì)外部氣源輸入的壓縮氣體進(jìn)行緩存并加熱,使壓縮氣體達(dá)到除蠟溫度;所述清蠟單元與熱力單元連接,所述清蠟單元用于吹出高溫壓縮氣體以清除焊刀上殘存的廢蠟,對(duì)焊刀進(jìn)行快速清潔,使焊刀保持潔凈;本發(fā)明實(shí)現(xiàn)了無(wú)需操作人員手動(dòng)擦除焊刀上的殘存廢蠟,同時(shí)還能夠避免廢蠟飛濺,不僅提高了焊刀清潔時(shí)的安全性,也同時(shí)提高了焊刀的清潔效率。
17、(4)本發(fā)明的清蠟單元還包括脈沖器,所述脈沖器包括葉輪和葉輪片,所述葉輪能夠沿清蠟單元本體圓周旋轉(zhuǎn);所述葉輪上設(shè)有第二氣口,所述第二氣口能夠與第一氣口間斷連通;所述葉輪片設(shè)置在葉輪上,并與接合氣道相對(duì);在第一腔室內(nèi)加熱后的壓縮氣體經(jīng)接合氣道充入第二氣腔室,由于葉輪片與接合氣道相對(duì),壓縮氣體作用在葉輪片上,葉輪片受力后驅(qū)動(dòng)葉輪旋轉(zhuǎn),葉輪旋轉(zhuǎn)從而實(shí)現(xiàn)控制第二氣口與第一氣口間斷連通,進(jìn)而實(shí)現(xiàn)控制噴氣頭與第二氣腔室交替連通及斷開(kāi)連通,實(shí)現(xiàn)從噴氣頭中吹出脈沖式的高溫壓縮氣體,提高清除焊刀上融化廢蠟的效率以及清潔質(zhì)量。
18、(5)本發(fā)明的噴氣頭與清蠟單元本體轉(zhuǎn)動(dòng)連接,從而使噴氣頭能夠上下擺動(dòng);所述清蠟單元還包括傳動(dòng)總成,所述噴氣頭通過(guò)傳動(dòng)總成與脈沖器中的葉輪連接,從而使葉輪沿清蠟單元本體的軸線圓周旋轉(zhuǎn)的同時(shí)驅(qū)動(dòng)噴氣頭同步擺動(dòng),進(jìn)而實(shí)現(xiàn)噴氣頭吹出脈沖式的高溫壓縮氣體的同時(shí)使吹出的脈沖式的高溫壓縮氣體能夠沿焊刀的豎直方向擺動(dòng)以對(duì)焊刀的整體進(jìn)行脈沖式吹掃,從而進(jìn)一步提高對(duì)焊刀的清潔效率以及清潔質(zhì)量。
19、本發(fā)明中,上述各技術(shù)方案之間還可以相互組樹(shù),以實(shí)現(xiàn)更多的優(yōu)選組樹(shù)方案。本發(fā)明的其他特征和優(yōu)點(diǎn)將在隨后的說(shuō)明書中闡述,并且,部分優(yōu)點(diǎn)可從說(shuō)明書中變得顯而易見(jiàn),或者通過(guò)實(shí)施本發(fā)明而了解。本發(fā)明的目的和其他優(yōu)點(diǎn)可通過(guò)說(shuō)明書以及附圖中所特別指出的內(nèi)容中來(lái)實(shí)現(xiàn)和獲得。
技術(shù)特征:
1.一種組樹(shù)方法,其特征在于,采用組樹(shù)系統(tǒng)進(jìn)行組樹(shù),包括以下步驟:
2.根據(jù)權(quán)利要求1所述的一種組樹(shù)方法,其特征在于,所述將蠟?zāi).a(chǎn)品和模頭裝載至第一運(yùn)載組件(1),運(yùn)載至上料的指定位置,具體包括:將帶蠟?zāi).a(chǎn)品和模頭裝載至第一托盤內(nèi),控制第一運(yùn)載車將產(chǎn)品蠟?zāi):湍n^運(yùn)送至上料的指定位置。
3.根據(jù)權(quán)利要求2所述的一種組樹(shù)方法,其特征在于,所述將蠟?zāi).a(chǎn)品和模頭裝載至第一運(yùn)載組件(1),運(yùn)載至上料的指定位置,具體還包括:所述第一運(yùn)載車移動(dòng)至上料的指定位置后,通過(guò)固定鎖將第一運(yùn)載車與安裝基座(9)固定連接。
4.根據(jù)權(quán)利要求1所述的一種組樹(shù)方法,其特征在于,所述控制器(8)控制上料組件(2)、組焊組件(3)、補(bǔ)縫組件(4)、工作臺(tái)(5)協(xié)同動(dòng)作進(jìn)行組樹(shù),具體包括:控制器(8)控制上料機(jī)器人(21)動(dòng)作,從夾取第一托盤內(nèi)夾取產(chǎn)品蠟?zāi);蚰n^,并將產(chǎn)品蠟?zāi);蚰n^移動(dòng)至工作臺(tái)(5)上。
5.根據(jù)權(quán)利要求4所述的一種組樹(shù)方法,其特征在于,所述控制器(8)控制上料組件(2)、組焊組件(3)、補(bǔ)縫組件(4)、工作臺(tái)(5)協(xié)同動(dòng)作進(jìn)行組樹(shù),具體還包括:控制器(8)組焊機(jī)器人(31)動(dòng)作,將產(chǎn)品蠟?zāi):附拥侥n^上,形成蠟?zāi)D=M。
6.根據(jù)權(quán)利要求5所述的一種組樹(shù)方法,其特征在于,所述控制器(8)控制上料組件(2)、組焊組件(3)、補(bǔ)縫組件(4)、工作臺(tái)(5)協(xié)同動(dòng)作進(jìn)行組樹(shù),具體還包括:控制器(8)控制補(bǔ)縫機(jī)器人動(dòng)作,對(duì)蠟?zāi)D=M中產(chǎn)品蠟?zāi):湍n^之間的焊縫進(jìn)行涂蠟補(bǔ)縫。
7.根據(jù)權(quán)利要求1所述的一種組樹(shù)方法,其特征在于,所述將組樹(shù)后形成的蠟?zāi)D=M裝載至第二運(yùn)載組件(7),運(yùn)載至下一工序的指定位置,具體包括:控制器(8)控制下料機(jī)器人動(dòng)作,將工作臺(tái)(5)上的蠟?zāi)D=M裝載至第二托盤內(nèi),控制第二運(yùn)載車將蠟?zāi)D=M從下料位置運(yùn)載至下一工序的指定位置。
8.根據(jù)權(quán)利要求7所述的一種組樹(shù)方法,其特征在于,所述將組樹(shù)后形成的蠟?zāi)D=M裝載至第二運(yùn)載組件(7),運(yùn)載至下一工序的指定位置,具體還包括:所述第二運(yùn)載車處于下料的指定位置后,通過(guò)固定鎖將第二運(yùn)載車與安裝基座(9)固定連接。
9.根據(jù)權(quán)利要求4至8任一項(xiàng)所述的一種組樹(shù)方法,其特征在于,所述上料機(jī)器人(21)包括視覺(jué)相機(jī)。
10.根據(jù)權(quán)利要求9所述的一種組樹(shù)方法,其特征在于,所述視覺(jué)相機(jī)與控制器(8)連接。
技術(shù)總結(jié)
本發(fā)明涉及一種組樹(shù)方法,屬于精密鑄造技術(shù)領(lǐng)域,解決了決現(xiàn)有技術(shù)中人工組樹(shù)效率低的問(wèn)題。本發(fā)明包括以下步驟:步驟S1:根據(jù)需要組樹(shù)的蠟?zāi)R?guī)格通過(guò)控制器設(shè)置控制參數(shù);步驟S2:將蠟?zāi).a(chǎn)品和模頭裝載至第一運(yùn)載組件,運(yùn)載至上料的指定位置;步驟S3:控制器控制上料組件、組焊組件、補(bǔ)縫組件、工作臺(tái)協(xié)同動(dòng)作進(jìn)行組樹(shù);步驟S4:將組樹(shù)后形成的蠟?zāi)D=M裝載至第二運(yùn)載組件,運(yùn)載至下一工序的指定位置。本發(fā)明實(shí)現(xiàn)了自動(dòng)進(jìn)行蠟?zāi)=M樹(shù),減少了人工操作,提高了蠟?zāi)=M樹(shù)效率,同時(shí)也保證了蠟?zāi)=M樹(shù)過(guò)程中的人員安全。
技術(shù)研發(fā)人員:陳宗毅,吳桐,高新博
受保護(hù)的技術(shù)使用者:中航工程集成設(shè)備有限公司
技術(shù)研發(fā)日:
技術(shù)公布日:2025/4/24
- 還沒(méi)有人留言評(píng)論。精彩留言會(huì)獲得點(diǎn)贊!