一種金屬錠澆鑄生產(chǎn)線的制作方法
本技術(shù)屬于輸送設(shè)備領(lǐng)域,具體為一種金屬錠澆鑄生產(chǎn)線。
背景技術(shù):
1、金屬鑄錠需要先將金屬融化,再將融化的金屬液倒入模具中,大重量金屬模具在運輸過程中常常會出現(xiàn)輸送不平穩(wěn)導致模具在輸送過程中發(fā)生振蕩、沖擊等現(xiàn)象,使金屬液從模具中溢出,從而使模具內(nèi)金屬的重量不符合要求而只能返工重新融化鑄錠,大大降低了生產(chǎn)效率,有待改進。為滿足輸送大重量模具的效果,需要設(shè)計一種能夠穩(wěn)定輸送、避免移動過程中因振蕩沖擊導致金屬熔融液溢出的結(jié)構(gòu)。
技術(shù)實現(xiàn)思路
1、本實用新型的目的是克服現(xiàn)有技術(shù)的缺點,提供一種金屬錠澆鑄生產(chǎn)線。
2、本實用新型采用如下技術(shù)方案:
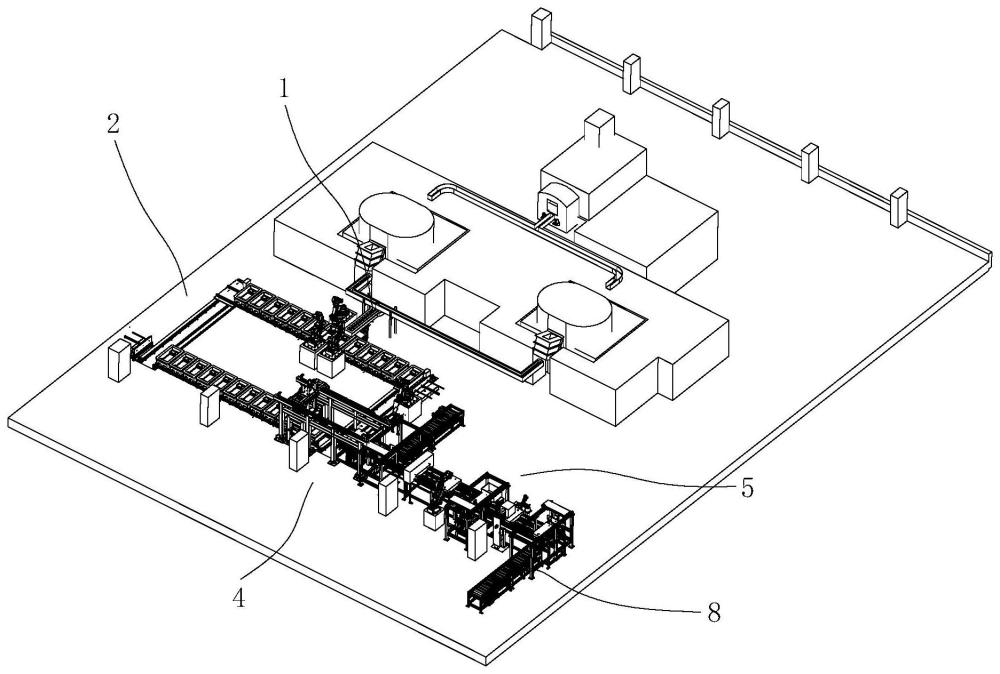
3、一種金屬錠澆鑄生產(chǎn)線,包括溜槽、模具循環(huán)輸送裝置和脫模裝置,溜槽與熔煉爐連接,模具循環(huán)輸送裝置在溜槽于脫模裝置之間循環(huán)輸送模具,脫模裝置設(shè)置在模具循環(huán)輸送裝置對模具中的金屬錠脫模,其特征在于:模具循環(huán)輸送裝置包括澆鑄輸送軌道、冷卻輸送軌道、模具、移動座、行動機構(gòu),澆鑄輸送軌道與冷卻輸送軌道首尾互相連接;循環(huán)移動在澆鑄輸送軌道和冷卻輸送軌道上;移動座可移動設(shè)置在澆鑄輸送軌道和冷卻輸送軌道上,模具設(shè)置在移動座上;行動機構(gòu)設(shè)置在移動座底部與澆鑄輸送軌道、冷卻輸送軌道相對,帶動移動座在其上移動。
4、優(yōu)選的,所述澆鑄輸送軌道與所述冷卻輸送軌道橫截面為工字型,包括位于上下兩端且向外凸出的上腿部與下腿部和連接在上、下腿部之間的腰部;所述行動機構(gòu)包括支架、行動輪和輔助輪,支架設(shè)置在移動座底部;行動輪設(shè)置在支架上且底面可移動設(shè)置在軌道上可與上腿部頂面接觸;輔助輪設(shè)置有一對,設(shè)置在支架上并分布位于軌道兩側(cè),輔助輪從支架上向內(nèi)延伸至頂面與上腿部的底面接觸的位置。
5、優(yōu)選的,所述模具循環(huán)輸送裝置還包括轉(zhuǎn)運機構(gòu),轉(zhuǎn)運機構(gòu)分別連接澆鑄輸送軌道兩端,向冷卻輸送軌道輸出模具與輸入空模具,轉(zhuǎn)運機構(gòu)包括轉(zhuǎn)運軌道、轉(zhuǎn)運小車和推送組件,轉(zhuǎn)運軌道設(shè)置有兩個,分別與所述澆鑄輸送軌道和所述冷卻輸送軌道首尾連接;轉(zhuǎn)運小車設(shè)置有兩個,同步移動設(shè)置在轉(zhuǎn)運軌道上分別接收和輸出模具;推送組件設(shè)置在轉(zhuǎn)運軌道一側(cè),并位于澆鑄輸送軌道或冷卻輸送軌道輸入端,可將轉(zhuǎn)運小車上的模具推入澆鑄輸送軌道或冷卻輸送軌道上。
6、優(yōu)選的,所述轉(zhuǎn)運小車上設(shè)置有可分別與澆鑄輸送軌道與冷卻輸送軌道對接且截面形狀相同的過渡軌道。
7、優(yōu)選的,所述行動機構(gòu)還包括一對限位輪,限位輪可轉(zhuǎn)動設(shè)置在支架上且轉(zhuǎn)動軸線垂直于底面,兩限位輪可分別與所述過渡軌道或澆鑄輸送軌道或冷卻輸送軌道的上腿部左右兩側(cè)接觸。
8、優(yōu)選的,所述支架位于所述澆鑄輸送軌道與冷卻輸送軌道兩側(cè),從所述移動座底部垂直向下延伸至輸送軌道上方,支架之間成型有水平延伸的轉(zhuǎn)軸,所述行動輪可轉(zhuǎn)動設(shè)置在轉(zhuǎn)軸上。
9、優(yōu)選的,所述支架底部向下延伸有延伸部,延伸部底面低于軌道上腿部的底面且高于軌道下腿部的頂面,延伸部的相對面上向內(nèi)延伸成形有輔助軸,所述輔助輪可轉(zhuǎn)動設(shè)置輔助軸上與軌道上腿部的底面接觸。
10、優(yōu)選的,所述支架兩側(cè)向內(nèi)水平延伸成型有安裝臺,安裝臺上垂直設(shè)置有限位軸,所述限位輪可轉(zhuǎn)動設(shè)置在限位軸上與所述轉(zhuǎn)運軌道上腿部的左右側(cè)面接觸。
11、優(yōu)選的,所述移動座頂面成型有四個限制模具位置的限位框架。
12、優(yōu)選的,所述澆鑄輸送軌道和所述冷卻輸送軌道沿輸送方向向下傾斜,所述轉(zhuǎn)運軌道沿輸送模具方向向上傾斜設(shè)置并連接在澆鑄輸送軌道與冷卻輸送軌道之間。
13、由上述對本實用新型的描述可知,與現(xiàn)有技術(shù)相比,本實用新型的有益效果是:行動輪與輔助輪貼合在輸送軌道上腿部的上下兩側(cè),使移動座移動時更加平穩(wěn),能夠有效避免輸送過程中產(chǎn)生振蕩與沖擊;
14、為了便于模具轉(zhuǎn)運,輸送模具變向移動時,不采用拐彎的方式,所以采用將移動座移動至與輸送軌道對接的過渡軌道上,再通過轉(zhuǎn)運小車進行變向移動,避免因拐彎時離心力作用導致金屬液溢出;
15、由于轉(zhuǎn)運小車移動方向垂直與過渡軌道,為保證輸送時的穩(wěn)定性,在支架上設(shè)置可與過渡軌道上腿部兩側(cè)接觸的限位輪,避免模具在轉(zhuǎn)運軌道上移動時支架與過渡軌道產(chǎn)生摩擦,提高設(shè)備的使用壽命。
技術(shù)特征:
1.一種金屬錠澆鑄生產(chǎn)線,包括溜槽、模具循環(huán)輸送裝置和脫模裝置,溜槽與熔煉爐連接,模具循環(huán)輸送裝置在溜槽于脫模裝置之間循環(huán)輸送模具,脫模裝置設(shè)置在模具循環(huán)輸送裝置對模具中的金屬錠脫模,其特征在于:模具循環(huán)輸送裝置包括澆鑄輸送軌道、冷卻輸送軌道、模具、移動座、行動機構(gòu),澆鑄輸送軌道與冷卻輸送軌道首尾互相連接;循環(huán)移動在澆鑄輸送軌道和冷卻輸送軌道上;移動座可移動設(shè)置在澆鑄輸送軌道和冷卻輸送軌道上,模具設(shè)置在移動座上;行動機構(gòu)設(shè)置在移動座底部與澆鑄輸送軌道、冷卻輸送軌道相對,帶動移動座在其上移動。
2.根據(jù)權(quán)利要求1所述的一種金屬錠澆鑄生產(chǎn)線,其特征在于:所述澆鑄輸送軌道與所述冷卻輸送軌道橫截面為工字型,包括位于上下兩端且向外凸出的上腿部與下腿部和連接在上、下腿部之間的腰部;所述行動機構(gòu)包括支架、行動輪和輔助輪,支架設(shè)置在移動座底部;行動輪設(shè)置在支架上且底面可移動設(shè)置在軌道上可與上腿部頂面接觸;輔助輪設(shè)置有一對,設(shè)置在支架上并分布位于軌道兩側(cè),輔助輪從支架上向內(nèi)延伸至頂面與上腿部的底面接觸的位置。
3.根據(jù)權(quán)利要求2所述的一種金屬錠澆鑄生產(chǎn)線,其特征在于:所述模具循環(huán)輸送裝置還包括轉(zhuǎn)運機構(gòu),轉(zhuǎn)運機構(gòu)分別連接澆鑄輸送軌道兩端,向冷卻輸送軌道輸出模具與輸入空模具,轉(zhuǎn)運機構(gòu)包括轉(zhuǎn)運軌道、轉(zhuǎn)運小車和推送組件,轉(zhuǎn)運軌道設(shè)置有兩個,分別與所述澆鑄輸送軌道和所述冷卻輸送軌道首尾連接;轉(zhuǎn)運小車設(shè)置有兩個,同步移動設(shè)置在轉(zhuǎn)運軌道上分別接收和輸出模具;推送組件設(shè)置在轉(zhuǎn)運軌道一側(cè),并位于澆鑄輸送軌道或冷卻輸送軌道輸入端,可將轉(zhuǎn)運小車上的模具推入澆鑄輸送軌道或冷卻輸送軌道上。
4.根據(jù)權(quán)利要求3所述的一種金屬錠澆鑄生產(chǎn)線,其特征在于:所述轉(zhuǎn)運小車上設(shè)置有可分別與澆鑄輸送軌道與冷卻輸送軌道對接且截面形狀相同的過渡軌道。
5.根據(jù)權(quán)利要求4所述的一種金屬錠澆鑄生產(chǎn)線,其特征在于:所述行動機構(gòu)還包括一對限位輪,限位輪可轉(zhuǎn)動設(shè)置在支架上且轉(zhuǎn)動軸線垂直于底面,兩限位輪可分別與所述過渡軌道或澆鑄輸送軌道或冷卻輸送軌道的上腿部左右兩側(cè)接觸。
6.根據(jù)權(quán)利要求4所述的一種金屬錠澆鑄生產(chǎn)線,其特征在于:所述支架位于所述澆鑄輸送軌道與冷卻輸送軌道兩側(cè),從所述移動座底部垂直向下延伸至輸送軌道上方,支架之間成型有水平延伸的轉(zhuǎn)軸,所述行動輪可轉(zhuǎn)動設(shè)置在轉(zhuǎn)軸上。
7.根據(jù)權(quán)利要求5所述的一種金屬錠澆鑄生產(chǎn)線,其特征在于:所述支架底部向下延伸有延伸部,延伸部底面低于軌道上腿部的底面且高于軌道下腿部的頂面,延伸部的相對面上向內(nèi)延伸成形有輔助軸,所述輔助輪可轉(zhuǎn)動設(shè)置輔助軸上與軌道上腿部的底面接觸。
8.根據(jù)權(quán)利要求5所述的一種金屬錠澆鑄生產(chǎn)線,其特征在于:所述支架兩側(cè)向內(nèi)水平延伸成型有安裝臺,安裝臺上垂直設(shè)置有限位軸,所述限位輪可轉(zhuǎn)動設(shè)置在限位軸上與所述轉(zhuǎn)運軌道上腿部的左右側(cè)面接觸。
9.根據(jù)權(quán)利要求1所述的一種金屬錠澆鑄生產(chǎn)線,其特征在于:所述移動座頂面成型有四個限制模具位置的限位框架。
10.根據(jù)權(quán)利要求3所述的一種金屬錠澆鑄生產(chǎn)線,其特征在于:所述澆鑄輸送軌道和所述冷卻輸送軌道沿輸送方向向下傾斜,所述轉(zhuǎn)運軌道沿輸送模具方向向上傾斜設(shè)置并連接在澆鑄輸送軌道與冷卻輸送軌道之間。
技術(shù)總結(jié)
一種金屬錠澆鑄生產(chǎn)線,包括溜槽、模具循環(huán)輸送裝置和脫模裝置,溜槽與熔煉爐連接,模具循環(huán)輸送裝置在溜槽于脫模裝置之間循環(huán)輸送模具,脫模裝置設(shè)置在模具循環(huán)輸送裝置對模具中的金屬錠脫模。模具循環(huán)輸送裝置包括澆鑄輸送軌道、冷卻輸送軌道、模具、移動座、行動機構(gòu),澆鑄輸送軌道與冷卻輸送軌道首尾互相連接;循環(huán)移動在澆鑄輸送軌道和冷卻輸送軌道上;移動座可移動設(shè)置在澆鑄輸送軌道和冷卻輸送軌道上,模具設(shè)置在移動座上;行動機構(gòu)設(shè)置在移動座底部與澆鑄輸送軌道、冷卻輸送軌道相對,帶動移動座在其上移動。循環(huán)生產(chǎn)金屬錠,提高生產(chǎn)效率。
技術(shù)研發(fā)人員:王杰章,黃斌
受保護的技術(shù)使用者:福建省微柏工業(yè)機器人有限公司
技術(shù)研發(fā)日:20240319
技術(shù)公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!