一種便于鋁液轉運的氣壓式澆包的制作方法
本技術涉及鋁液轉運,尤其涉及一種便于鋁液轉運的氣壓式澆包。
背景技術:
1、低壓鑄造是使液體金屬在壓力作用下充填型腔,并在一定壓力下凝固成型的一種方法。對于鋁合金鑄造生產工件,往往需要向一些狹小的空間注入鋁液。
2、為了便于鋁液轉運的工作,現有申請號為201920498150.8的專利公開了一種鋁液轉運澆注用氣壓澆包,其包括爐蓋、鎖緊手輪、轉軸、氣壓澆包、吊耳、加強箍、叉孔、壺嘴、排液口、熱電偶插口、壓縮空氣進出孔和鋁液注入口。上述專利采用氣壓驅動鋁液充型方式,可以平穩地向指定狹小區域充裝鋁液,操作方便,但是這種方式會存在以下問題:
3、其一,在充氣傾倒鋁液時,鋁液與空氣接觸易被空氣污染,產生氧化的情況,進而導致鋁液雜質變多,影響產品質量;
4、其二,現有技術通過叉車將氣壓式澆包轉運到指定高度后,在調整角度的過程中,需要工人依靠嫻熟的駕駛技術來操控叉車才能完成很好的調整效果,調整起來相對麻煩,對工人的駕駛技術要求較高。
技術實現思路
1、本實用新型的目的是為了解決現有技術中存在的缺點,而提出的一種便于鋁液轉運的氣壓式澆包。
2、為了實現上述目的,本實用新型采用了如下技術方案:
3、一種便于鋁液轉運的氣壓式澆包,包括支撐座、固定連接于氣壓澆包主體底部外壁的調節盤、充氣機構和角度調節機構;
4、所述充氣機構包括焊接于氣壓澆包主體下部外壁的支撐板、固定安裝于支撐板頂部外壁的惰性氣體存儲罐和固定安裝于惰性氣體存儲罐頂部外壁的空氣壓縮氣泵,這樣將傳統的空氣介質替換成惰性氣體,由充入的惰性氣體所產生的氣壓將氣壓澆包主體內的鋁液由上方的放鋁嘴流出,這樣有效的解決了鋁液與空氣接觸易被空氣污染而導致鋁液雜質變多的問題,有利于提高產品質量;
5、所述角度調節機構包括通過軸承與支撐座中心內壁貫穿連接的轉軸、固定安裝于支撐座頂部下側外壁的步進電機、固定套裝于步進電機輸出軸上的蝸桿和固定套裝于轉軸底端的蝸輪,這樣無需工人依靠嫻熟的駕駛技術來操控叉車完成,角度調整起來更加方便快捷,對工人的駕駛技術要求低,對駕駛技術不嫻熟的工人更加友好。
6、優選的,所述空氣壓縮氣泵的抽氣端通過抽氣管與惰性氣體存儲罐連通,且空氣壓縮氣泵的充氣端通過充氣管與氣壓澆包主體上的壓縮空氣進入口連通。
7、優選的,所述支撐座的頂部上側開設有環形導向槽,調節盤的底部外壁焊接有四個環形分布的導向件,且四個導向件的外壁均與環形導向槽的內壁滑動連接。
8、優選的,所述轉軸的頂端同心焊接于調節盤的底部外壁,且蝸桿與蝸輪相互嚙合。
9、優選的,所述氣壓澆包主體的頂部安裝有密封蓋體,且支撐座的底部外壁對稱固定連接有兩個叉車連接架。
10、優選的,所述氣壓澆包主體的頂部固定連通有放鋁管,且放鋁管的一端通過密封法蘭固定連接有放鋁嘴。
11、本實用新型的有益效果為:
12、1、本實用新型在充氣傾倒鋁液時,將傳統的空氣介質替換成惰性氣體,由充入的惰性氣體所產生的氣壓將氣壓澆包主體內的鋁液由上方的放鋁嘴流出,這樣有效的解決了鋁液與空氣接觸易被空氣污染而導致鋁液雜質變多的問題,有利于提高產品質量;
13、2、本實用新型所設置的角度調節機構,通過步進電機操控蝸桿轉動,隨后與蝸桿嚙合的蝸輪會帶動轉軸頂端連接的調節盤轉動,這樣無需工人依靠嫻熟的駕駛技術來操控叉車完成,角度調整起來更加方便快捷,對工人的駕駛技術要求低,對駕駛技術不嫻熟的工人更加友好。
技術特征:
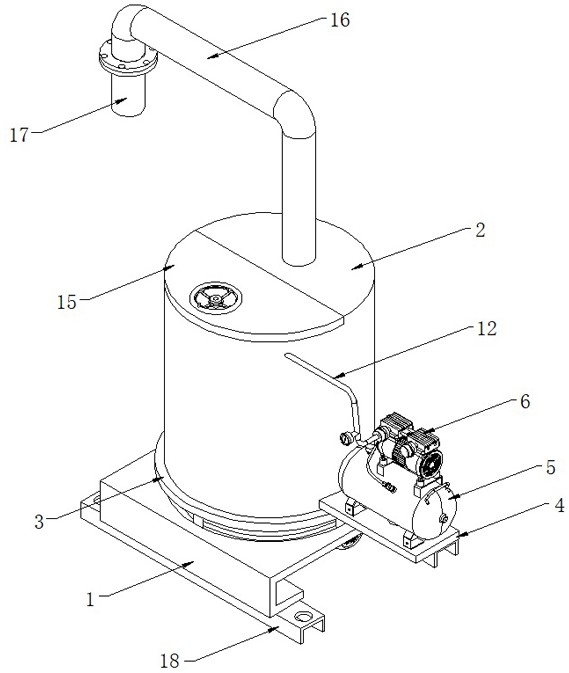
1.一種便于鋁液轉運的氣壓式澆包,包括支撐座(1)和固定連接于氣壓澆包主體(2)底部外壁的調節盤(3),其特征在于,還包括充氣機構和角度調節機構;
2.根據權利要求1所述的一種便于鋁液轉運的氣壓式澆包,其特征在于,所述空氣壓縮氣泵(6)的抽氣端通過抽氣管(11)與惰性氣體存儲罐(5)連通,且空氣壓縮氣泵(6)的充氣端通過充氣管(12)與氣壓澆包主體(2)上的壓縮空氣進入口連通。
3.根據權利要求1所述的一種便于鋁液轉運的氣壓式澆包,其特征在于,所述支撐座(1)的頂部上側開設有環形導向槽(13),且調節盤(3)的底部外壁焊接有四個環形分布的導向件(14)。
4.根據權利要求1所述的一種便于鋁液轉運的氣壓式澆包,其特征在于,所述轉軸(7)的頂端同心焊接于調節盤(3)的底部外壁,且蝸桿(9)與蝸輪(10)相互嚙合。
5.根據權利要求1所述的一種便于鋁液轉運的氣壓式澆包,其特征在于,所述氣壓澆包主體(2)的頂部安裝有密封蓋體(15),且支撐座(1)的底部外壁對稱固定連接有兩個叉車連接架(18)。
6.根據權利要求1所述的一種便于鋁液轉運的氣壓式澆包,其特征在于,所述氣壓澆包主體(2)的頂部固定連通有放鋁管(16),且放鋁管(16)的一端通過密封法蘭固定連接有放鋁嘴(17)。
7.根據權利要求3所述的一種便于鋁液轉運的氣壓式澆包,其特征在于,四個所述導向件(14)的外壁均與環形導向槽(13)的內壁滑動連接。
技術總結
本技術公開了一種便于鋁液轉運的氣壓式澆包,涉及鋁液轉運技術領域,其包括支撐座、固定連接于氣壓澆包主體底部外壁的調節盤、充氣機構和角度調節機構,所述充氣機構包括焊接于氣壓澆包主體下部外壁的支撐板、固定安裝于支撐板頂部外壁的惰性氣體存儲罐和固定安裝于惰性氣體存儲罐頂部外壁的空氣壓縮氣泵,所述角度調節機構包括轉軸、步進電機、蝸桿和蝸輪。本技術在充氣傾倒鋁液時,將傳統的空氣介質替換成惰性氣體,由充入的惰性氣體所產生的氣壓將氣壓澆包主體內的鋁液由上方的放鋁嘴流出,這樣有效的解決了鋁液與空氣接觸易被空氣污染而導致鋁液雜質變多的問題,有利于提高產品質量。
技術研發人員:衛立賓,王東,單鑫銘,楊少坤
受保護的技術使用者:秦皇島松浦工業爐有限公司
技術研發日:20240430
技術公布日:2025/3/20
- 還沒有人留言評論。精彩留言會獲得點贊!