一種用于改善鑄件翅片結構充型的鑲嵌片式模具的制作方法
本技術涉及鋁合金鑄造領域,尤其涉及一種用于改善鑄件翅片結構充型的鑲嵌片式模具。
背景技術:
1、隨著工業(yè)的快速發(fā)展,工業(yè)空壓機的使用也廣泛,空氣壓縮機及空調制冷壓縮機的關鍵零部件:渦旋盤,渦旋盤包括動渦旋盤、靜渦旋盤,關乎著整個機臺的工作性能。當前動、靜盤的成形工藝有普通壓鑄、半固態(tài)壓鑄、擠壓鑄造等方式。普通壓鑄做出來的效果很差,氣孔較多,熱處理后在關鍵部位鼓泡,良率低;半固態(tài)壓鑄的成形方式,良率不高,困氣無法解決且產能無法滿足生產需求;擠壓鑄造慢速、高壓的成形方式較好,但其擠壓鑄造工藝及模具的設計不合理,擠壓鑄造生產工藝控制不嚴,做出來的產品存在澆不足、冷隔、卷氣、夾雜和困氣等缺陷,無法滿足客戶的使用需求。
2、針對包含散熱翅片的渦旋盤的壓鑄難度更大,例如此類動渦旋盤的結構包含一面渦旋面、一面散熱翅面,而散熱翅面的結構包含眾多的薄筋結構,壓鑄時鋁合金金屬液很難完全充滿空腔,鑄造時的難度大,同時這類薄筋結構在充填過程中由于結構薄的原因,容易溫度較低而過早凝固,導致產生欠鑄、缺肉等缺陷,相應的包含此類薄筋結構的鑄件產品均有此技術問題。
技術實現(xiàn)思路
1、為了解決現(xiàn)有技術的上述問題,本實用新型提供一種用于改善鑄件翅片結構充型的鑲嵌片式模具。
2、為了達到上述目的,本實用新型采用的主要技術方案包括:
3、一種用于改善鑄件翅片結構充型的鑲嵌片式模具,包括靜模架與動模架;所述靜模架與動模架上分別設置有靜模仁和動模仁;所述靜模仁和動模仁之間形成產品的成型腔與澆道;所述動模仁中部設有鑲片模;所述鑲片模由多個鑲片依序排列形成,相鄰兩個鑲片共同形成產品的薄筋處型腔;相鄰所述鑲片間的裝配間隙為0.02-0.5mm。
4、進一步的,所述澆道與入料筒相連。
5、進一步的,所述動模架與靜模架之間設有定位柱。
6、進一步的,所述定位柱設置四個,分設在動模架與靜模架的四個角部。
7、進一步的,所述鑲片模內設有若干貫穿設置的導熱管。
8、進一步的,所述導熱管同時貫穿動模架、動模仁、鑲片模設置。
9、進一步的,所述導熱管垂直于鑲片的對接端面。
10、進一步的,所述鑲片底部設有限位槽;所述動模架內設有與限位槽配合的限位塊。
11、進一步的,所述鑲片模下部設有若干貫穿鑲片模的定位桿;所述定位桿的長度方向垂直于鑲片的對接端面。
12、進一步的,所述動模仁上形成有位于鑲片模周向的若干渣包槽;所述渣包槽上連接有排氣道。
13、本實用新型的有益效果是:由于產品的散熱翅比較薄,并且高度較高,極其容易造成產品的困氣、卷氣,導致產品出現(xiàn)欠鑄、缺肉等現(xiàn)象,針對困氣問題,設計了鑲片式模具,由一片一片的片狀鑲片組合而成,片與片之間的間隙預留0.02-0.5mm,深度約5-10mm,用于空氣的逃離,避免鋁液堵塞間隙。再經過緊密的固定方式,將模具組裝起來。刀片模具的優(yōu)勢:深腔、薄壁/薄筋件的產品,可以通過片與片之間的間隙來逃離空氣,避免氣體困在薄壁/薄筋結構是哪個,逃離不掉。此外,由于薄壁/薄筋產品較高、較薄,充填過程中極容易由于溫度較低而過早凝固,導致產生欠鑄、缺肉行為,通過兩根導熱管,通過模溫機的加熱處理,利于模具的翅片溫度保持在較高的水平。
技術特征:
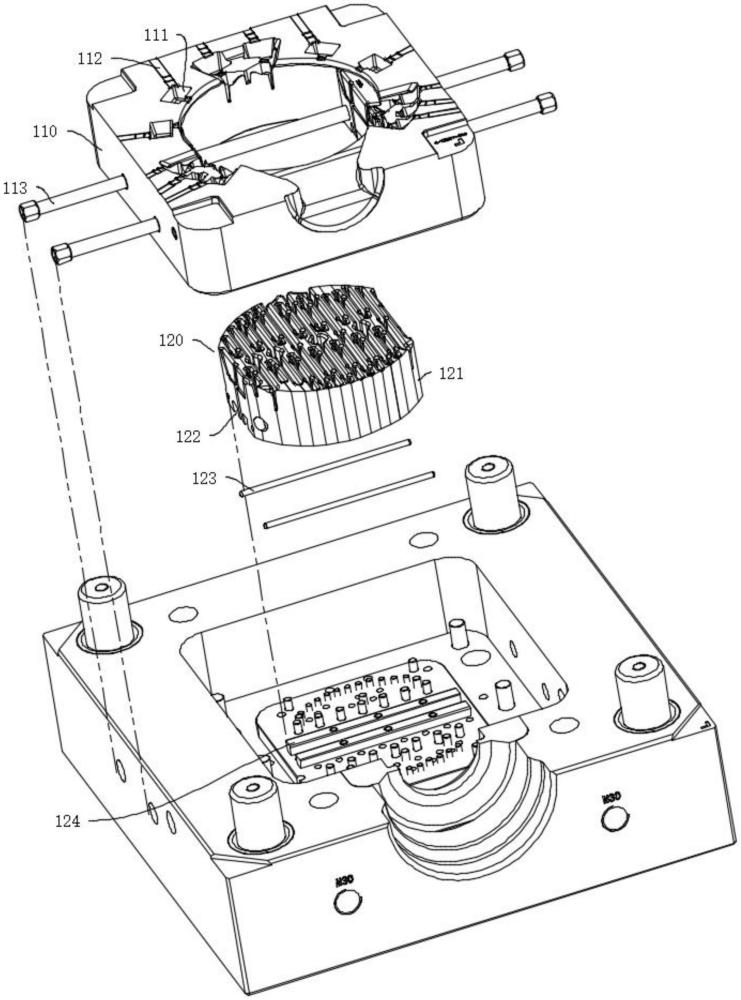
1.一種用于改善鑄件翅片結構充型的鑲嵌片式模具,其特征在于:包括靜模架(200)與動模架(100);所述靜模架(200)與動模架(100)上分別設置有靜模仁(210)和動模仁(110);所述靜模仁(210)和動模仁(110)之間形成產品(300)的成型腔(310)與澆道(320);所述動模仁(110)中部設有鑲片模(120);所述鑲片模(120)由多個鑲片(121)依序排列形成,相鄰兩個鑲片(121)共同形成產品(300)的薄筋處型腔(125);相鄰所述鑲片(121)間的裝配間隙為0.02-0.5mm。
2.根據權利要求1所述的一種用于改善鑄件翅片結構充型的鑲嵌片式模具,其特征在于:所述澆道(320)與入料筒(330)相連。
3.根據權利要求1所述的一種用于改善鑄件翅片結構充型的鑲嵌片式模具,其特征在于:所述動模架(100)與靜模架(200)之間設有定位柱(340)。
4.根據權利要求3所述的一種用于改善鑄件翅片結構充型的鑲嵌片式模具,其特征在于:所述定位柱(340)設置四個,分設在動模架(100)與靜模架(200)的四個角部。
5.根據權利要求1所述的一種用于改善鑄件翅片結構充型的鑲嵌片式模具,其特征在于:所述鑲片模(120)內設有若干貫穿設置的導熱管(113)。
6.根據權利要求5所述的一種用于改善鑄件翅片結構充型的鑲嵌片式模具,其特征在于:所述導熱管(113)同時貫穿動模架(100)、動模仁(110)、鑲片模(120)設置。
7.根據權利要求6所述的一種用于改善鑄件翅片結構充型的鑲嵌片式模具,其特征在于:所述導熱管(113)垂直于鑲片(121)的對接端面(126)。
8.根據權利要求1所述的一種用于改善鑄件翅片結構充型的鑲嵌片式模具,其特征在于:所述鑲片(121)底部設有限位槽(122);所述動模架(100)內設有與限位槽(122)配合的限位塊(124)。
9.根據權利要求1所述的一種用于改善鑄件翅片結構充型的鑲嵌片式模具,其特征在于:所述鑲片模(120)下部設有若干貫穿鑲片模(120)的定位桿(123);所述定位桿(123)的長度方向垂直于鑲片(121)的對接端面(126)。
10.根據權利要求1所述的一種用于改善鑄件翅片結構充型的鑲嵌片式模具,其特征在于:所述動模仁(110)上形成有位于鑲片模(120)周向的若干渣包槽(111);所述渣包槽(111)上連接有排氣道(112)。
技術總結
本技術涉及一種用于改善鑄件翅片結構充型的鑲嵌片式模具,包括靜模架與動模架;靜模架與動模架上分別設置有靜模仁和動模仁;靜模仁和動模仁之間形成產品的成型腔與澆道;動模仁中部設有鑲片模;所述鑲片模由多個鑲片依序排列形成,相鄰兩個鑲片共同形成產品的薄筋處型腔;相鄰所述鑲片間的裝配間隙為0.02?0.5mm。本技術通過鑲片式模具,由一片一片的片狀鑲片組合而成,片與片之間的間隙預留0.02?0.5mm,深度約5?10mm,用于空氣的逃離,避免鋁液堵塞間隙。由于薄壁產品充填過程中極容易由于溫度較低而過早凝固,產生欠鑄、缺肉,通過兩根導熱管,通過模溫機的加熱處理,利于模具的翅片溫度保持在較高的水平。
技術研發(fā)人員:龔杰,吳振輝,劉逸秀
受保護的技術使用者:廈門格耐爾科技有限公司
技術研發(fā)日:20240724
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!