基于搖籃式五軸機床的杯形圓弧砂輪磨削球面及誤差補償的方法
本發明屬于精密加工,涉及基于搖籃式五軸機床的杯形圓弧砂輪磨削球面及誤差補償的方法。
背景技術:
1、光學元件是光學成像系統中不可缺少的一部分,在航空航天、國防、醫療和人們日常生活中獲得了廣泛的應用。光學元件通常需要經過粗磨、精磨、拋光等工序,其中磨削主要起到去除材料、將毛坯加工成形的作用,影響工件的成形精度,而拋光的主要作用是去除損傷層、降低表面粗糙度等,去除量極小且耗時較長,因此提高磨削精度可以顯著減少下一步拋光工序的用時。光學元件通常由硬脆材料制成,一般采用磨削方式加工硬脆材料,但普通加工方法精度不高且容易產生亞表面損傷。超精密磨削是一種利用超硬磨料砂輪配合高性能機床進行磨削的加工方式,加工精度高于普通磨削。杯形圓弧砂輪形狀特殊,用于加工球面時效率較高,因此被廣泛應用于球面磨削。且球面磨削在非球面制造過程中一般亦起著先快速大量去除材料的工藝特點被廣泛運用,亦可在球面磨削中完成對刀誤差的補償。
2、目前航空航天及先進儀器等領域對光學元件的精度要求越來越嚴格,但目前的球面磨削方法尚無法實現高精度高效率的加工過程。現有的球面成形方法加工效率低,且球面半徑的精度由于對刀及刀具磨損等控制精度有限。
技術實現思路
1、針對現有技術中存在的問題,本發明提供一種基于搖籃式五軸機床的杯形圓弧砂輪截圓式磨削球面及誤差補償的方法,提高了球面加工效率,以及提高了球面半徑的精度和解決了對刀磨損控制精度有限的問題。
2、本發明是通過以下技術方案來實現:
3、一種杯形圓弧砂輪磨削球面及誤差補償的方法,包括以下步驟:
4、s1,獲取磨削球面所需的各項尺寸和工藝參數,獲取工件磨削球面的運動軌跡;
5、s2,基于搖籃式五軸機床,根據工件磨削球面的運動軌跡,待加工工件隨搖籃式五軸機床的搖籃軸擺動角度變化,通過杯形圓弧砂輪將待加工工件的端面磨削加工為球面工件;所述球面工件的加工類型包括凸球面和凹球面;
6、s3,加工結束后,對球面工件的面形精度進行檢測,測量球面工件的面形誤差,從而計算杯形圓弧砂輪的位置誤差;
7、s4,根據杯形圓弧砂輪的位置補償量,補償并調整杯形圓弧砂輪的加工位置,重新計算工件磨削球面的運動軌跡,對球面工件進行再次加工,直至球面工件的面形誤差在允許范圍內,加工完成。
8、優選的,s1中獲取磨削球面所需的各項尺寸和工藝參數,具體包括:
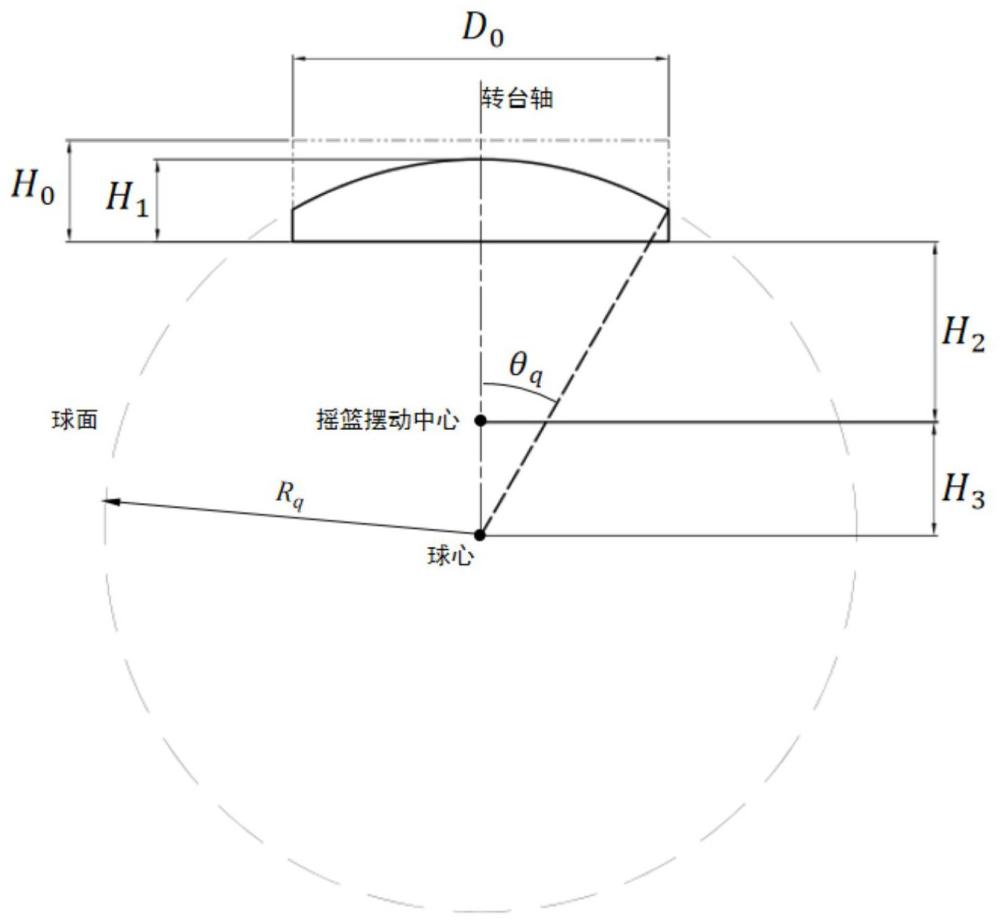
9、待加工工件的直徑和高度、需加工出的球面工件的中心厚度和球面半徑、待加工工件安裝在搖籃式五軸機床上時搖籃擺動中心和待加工工件底面的距離、搖籃軸擺動中心和需加工出的球面工件的球心距離、磨削過程中球面工件半徑減小的速度、杯形圓弧砂輪的中徑和磨粒區域的小圓弧半徑。
10、優選的,s1中工件磨削球面的運動軌跡,具體為:
11、當加工凸球面時,工件磨削球面的運動軌跡公式為:
12、
13、
14、;
15、式中:為在磨削初始位置杯形圓弧砂輪端面自轉的截圓與待加工工件的自轉形成的包絡球面半徑; f磨削過程中球面工件半徑減小的速度;為杯形圓弧砂輪的中徑,為杯形圓弧砂輪的磨粒區域的小圓弧半徑;為磨削時間;為搖籃式五軸機床的y軸位置,為搖籃式五軸機床的z軸位置,為搖籃式五軸機床的a軸位置;為搖籃軸擺動中心和球面工件的球心距離;
16、其中,包絡球面的半徑為為:
17、;
18、式中:為球面工件的球面半徑,為球面工件的中心厚度,為待加工工件的直徑;
19、當加工凹球面時,工件磨削球面的運動軌跡公式為:
20、
21、
22、
23、式中:為待加工工件的高度,為待加工工件安裝在搖籃式五軸機床上時搖籃擺動中心和待加工工件底面的距離;為搖籃式五軸機床的y軸位置,為搖籃式五軸機床的z軸位置,為搖籃式五軸機床的a軸位置;為在磨削初始位置杯形圓弧砂輪端面自轉的截圓與待加工工件的自轉形成的包絡球面的半徑;
24、其中,包絡球面的半徑為為:
25、;
26、式中:為球面工件的球面半徑,為球面工件的中心厚度,為待加工工件的高度。
27、優選的,s2的具體加工過程為:
28、基于搖籃式五軸機床,待加工工件安裝在轉臺上,杯形圓弧砂輪安裝在主軸上;根據工件磨削球面的運動軌跡,待加工工件隨搖籃式五軸機床的搖籃軸擺動且繞自身軸線轉動,主軸帶動杯形圓弧砂輪自轉形成截圓式的磨削區域,搖籃軸的擺動角度在磨削過程中不斷變化,通過砂輪的磨削區域與待加工工件接觸,將待加工工件的端面磨削為球面工件。
29、優選的,在加工過程中,在磨削初始位置杯形圓弧砂輪的端面自轉的截圓與待加工工件的自轉形成包絡球面,包絡球面的半徑以速度 f隨磨削時間 t均勻減小或增大,任意時刻在包絡球面的任意位置上,材料去除的方式以包絡球面為邊界,向待加工工件收縮或擴張,在任意的半徑方向上,去除的材料厚度是均勻的。
30、優選的,s3中的杯形圓弧砂輪的位置誤差,具體計算過程為:
31、當球面工件為凸球面時,杯形圓弧砂輪的位置誤差,計算公式為:
32、
33、
34、當球面工件為凹球面時,杯形圓弧砂輪的位置誤差,計算公式為:
35、
36、
37、式中:為杯形圓弧砂輪的圓弧中心在水平y方向上偏離理想位置的距離,為杯形圓弧砂輪的圓弧中心在豎直z方向上偏離理想位置的距離,為磨削后的球面工件的半徑,為球面工件的中心區域圓形凸起的半徑,為杯形圓弧砂輪的磨粒區域的小圓弧半徑;l為杯形圓弧砂輪杯口的中心到包絡球面中心的距離。
38、優選的,s2中,在加工初始位置,杯形圓弧砂輪的軸線與待加工工件的軸線之間存在角度,即搖籃軸擺動角度,杯形圓弧砂輪的磨削區域與待加工工件的端面為點接觸;在加工結束位置,杯形圓弧砂輪的軸線與待加工工件的軸線之間存在角度,即搖籃軸擺動角度為,杯形圓弧砂輪的磨削區域與待加工工件的的球面是線接觸。
39、優選的,加工球面工件為凸球面時,杯形圓弧砂輪的中徑應滿足以下條件:
40、;
41、加工球面工件為凹球面時,杯形圓弧砂輪的中徑應滿足以下條件:
42、;
43、式中:為球面工件的中心厚度,為球面工件的球面半徑,為杯形圓弧砂輪的磨粒區域的小圓弧半徑,為球面工件的球面邊緣到球心連線與軸線之間的角度,為杯形圓弧砂輪的中徑。
44、優選的,加工球面工件為凸球面時,杯形圓弧砂輪的杯部深度應滿足:
45、,()
46、,()
47、式中:為球面工件的球面半徑,為杯形圓弧砂輪的磨粒區域的小圓弧半徑,為球面工件的球面邊緣到球心連線與軸線之間的角度,為杯形圓弧砂輪的中徑,為加工結束后的搖籃軸擺動角度。
48、一種搖籃式五軸機床,基于所述的杯形圓弧砂輪截圓式磨削球面及誤差補償的方法使用所述的搖籃式五軸機床進行加工。
49、與現有技術相比,本發明具有以下有益的技術效果:
50、本發明提出一種基于搖籃式五軸機床的杯形圓弧砂輪截圓式磨削球面及誤差補償的方法,通過控制加工過程中工件與杯形圓弧砂輪的運動軌跡,實現包絡軌跡對工件進行材料去除,在任意的半徑方向上,材料的去除量是均勻的,包絡球面逐漸向所需的球面以相同的球心逼近,使加工過程中各接觸位置受力均勻,且工件材料均勻去除,提高了加工一致性和穩定性,提高了精度和刀具耐用度。
51、進一步的,以建立的加工誤差與砂輪對刀或磨損誤差的關系模型,通過檢測加工完成后球面工件中心區域圓形凸起的半徑和實際球面半徑計算砂輪位置誤差并補償,減小了誤差影響,提高了加工精度。
52、進一步的,本發明提出的方法能夠使用多種尺寸范圍的砂輪加工多種尺寸范圍的球面。
- 還沒有人留言評論。精彩留言會獲得點贊!