一種卷材用精確送料裝置的制作方法
本申請涉及送料的,尤其是涉及一種卷材用精確送料裝置。
背景技術:
1、卷材在生產加工時,需要根據工藝要求切割呈合適的長度,而卷材一般成卷收納于卷筒,在電機的驅動下帶動卷筒轉動而向工藝系統輸送展開的卷材。
2、相關技術中,一般直接采用電機帶動卷筒100轉動從而實現送料,但實際工作中,當卷材200的末端不與卷筒固定時,電機帶動卷筒100轉動可能會導致卷筒100空轉,存在不能精確控制卷材200出料的缺陷。
技術實現思路
1、為了實現精準送料,本申請提供一種卷材用精確送料裝置。
2、本申請提供的一種卷材用精確送料裝置采用如下的技術方案:
3、一種卷材用精確送料裝置,包括架體,卷筒在所述架體上繞水平方向轉動,所述架體上轉動設置有主動輥,所述主動輥呈水平設置,所述架體上設置有驅動主動輥轉動的驅動組件,所述主動輥上側還設置有被動輥,所述被動輥在架體上繞與主動輥轉動方向平行的方向轉動,所述被動輥與主動輥之間形成有用于通過卷材的過料間隙,所述架體上還設置有用于壓住卷材出料端的平衡輥,所述平衡輥呈水平設置,所述平衡輥軸線方向與卷筒軸線方向平行,所述架體上還設置有用于監測平衡輥轉動的監測組件。
4、通過采用上述技術方案,實際工作中,工作人員將卷筒架設在架體上,將卷材出料端從主動輥和被動輥之間的過料間隙中穿過,主動輥和被動輥夾緊卷材,卷材出料端再從平衡輥上側或下側穿出架體,平衡輥外側面抵緊在卷材上。需要放料的時候,驅動組件驅動主動輥向外轉動,從而拉動卷材向前移動,帶動被動輥和平衡輥轉動,從而實現精準送料。工作人員可以通過監測組件檢測送料裝置是否在送料。通過這種方式設置的送料裝置,有助于減少卷筒空轉導致送料不成功的情況發生,通過被動輥使卷材壓設在主動輥外側面上,通過主動輥和卷材之間的摩擦,從而保證電機轉動一定會帶動卷材前進,實現精確送料。
5、優選的,所述被動輥在架體上沿豎直方向滑移設置,所述架體上設置有推動被動輥滑移的推動組件。
6、通過采用上述技術方案,工作人員可以通過推動組件推動被動輥沿豎直方向上下滑移,通過這種方式,可以改變被動輥和主動輥之間的過料間隙的大小,從而可以使該裝置適用于不同厚度的卷材,有助于提高裝置的實用性。在卷材穿過被動輥和主動輥之間的過料間隙之后,再通過改變被動輥和卷材之間的間距,從而改變卷材和主動輥之間的摩擦力,從而改變卷材的相對速度,通過這種方式,方便工作人員微調該裝置的送料速度。
7、優選的,所述架體上還設置有plc控制器,所述plc控制器控制驅動組件驅動主動輥轉動,所述plc控制器還控制推動組件推動被動輥沿豎直方向上下滑移。
8、通過采用上述技術方案,實際工作中,工作人員可以通過plc控制器控制驅動組件和推動組件,有助于提高該送料裝置的自動化程度。
9、優選的,所述推動組件包括推動氣缸,所述推動氣缸缸體呈豎直設置,所述推動氣缸推桿背離缸體的一端固定有固定塊,所述被動輥與固定塊轉動連接,所述推動氣缸和固定塊在被動輥兩端各設置有一個。
10、通過采用上述技術方案,通過控制兩個推動氣缸,從而控制被動輥與主動輥之間的相對位置。
11、優選的,所述監測組件包括光電式轉速傳感器,所述光電式轉速傳感器固定在架體上,所述光電式轉速傳感器位于平衡輥下側,所述平衡輥上貼有與光電式轉速傳感器對應的反光條,所述光電式轉速傳感器與plc控制器信號連接。
12、通過采用上述技術方案,卷材出料時,卷材出料端抵緊在平衡輥外側面上,從而帶動平衡輥轉動,通過監測平衡輥的轉速,即可監測卷材出料的多少。plc控制器將檢測到的平衡輥轉速和預設出料速度對比,再通過plc控制器控制驅動組件和推動組件,改變出料速度,通過這種方式,有助于進一步提高該裝置的自動化程度。
13、優選的,所述架體上還轉動設置有過渡輥,所述過渡輥呈水平設置,所述過渡輥位于平衡輥上側,卷材依次貼覆在所述過渡輥和所述平衡輥外側面上。
14、通過采用上述技術方案,通過過渡輥和平衡輥可以使彎曲的卷材變得平整,同時有助于防止出料速度過快。
15、優選的,所述架體上還設置支撐轉動卷材的支撐組件。
16、通過采用上述技術方案,支撐組件有助于保證轉動的卷材在架體上的穩定性。
17、優選的,所述支撐組件包括托輥,所述托輥呈水平設置,所述托輥兩端分別與架體轉動連接,所述托輥位于卷筒下側,所述托輥在卷筒水平方向的兩側各設置有一個。
18、通過采用上述技術方案,卷材從卷筒上拉出,帶動下側托輥轉動,托輥可以給卷筒上的卷材提供豎直向上的支撐力,從而有助于保證卷筒在架體上的穩定性。
19、優選的,所述架體上還設置有用于對卷材在卷筒軸線方向上相對位置的進行限位的卷材限位組件和對卷筒在架體上相對位置進行限位的卷筒限位組件。
20、通過采用上述技術方案,卷筒限位組件和卷材限位組件有助于對卷材在架體上的相對位置進行限位,從而有助于保證卷材在架體上的穩定性,有助于提高卷材送料的精確度。
21、綜上所述,本申請包括以下至少一種有益技術效果:
22、1.通過驅動組件控制的主動輥以及壓設在卷材上側的被動輥,有助于實現卷材的精確送料;
23、2.通過plc控制器以及與其信號連接的驅動組件、推動組件和監測組件,有助于在保證精確放料的精確程度的同時,提高該裝置的自動化程度;
24、3.支撐組件、卷材限位組件和卷筒限位組件有助于保證該送料裝置的穩定性,提高精確送料的精確程度。
技術特征:
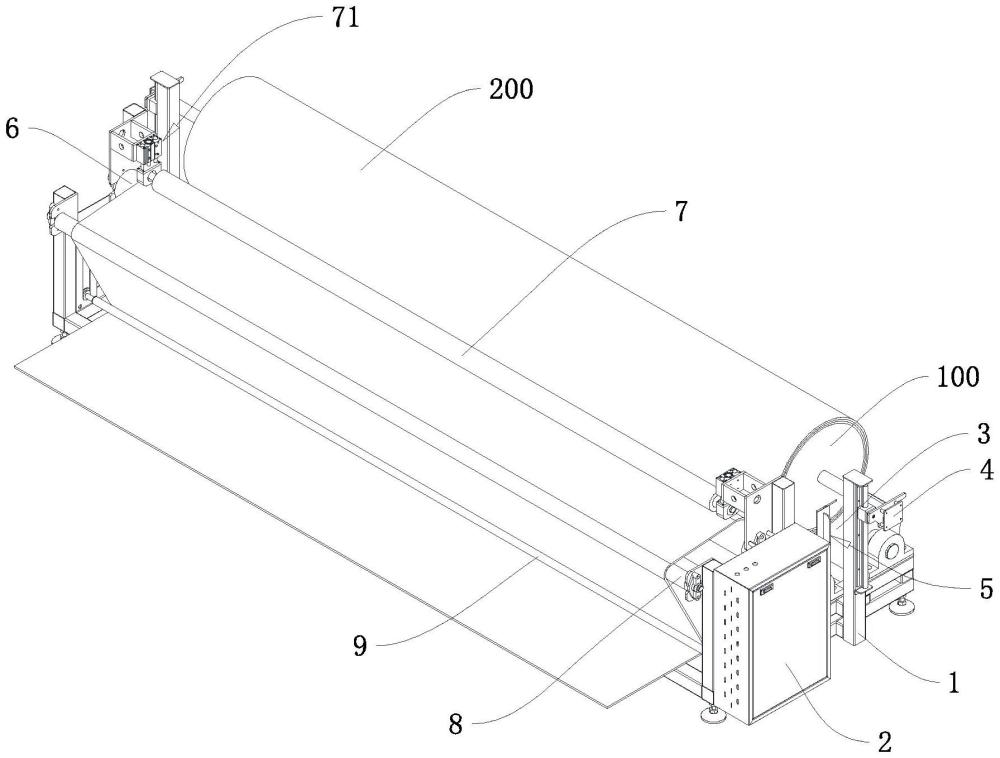
1.一種卷材用精確送料裝置,其特征在于:包括架體(1),卷筒(100)在所述架體(1)上繞水平方向轉動,所述架體(1)上轉動設置有主動輥(6),所述主動輥(6)呈水平設置,所述架體(1)上設置有驅動主動輥(6)轉動的驅動組件(61),所述主動輥(6)上側還設置有被動輥(7),所述被動輥(7)在架體(1)上繞與主動輥(6)轉動方向平行的方向轉動,所述被動輥(7)與主動輥(6)之間形成有用于通過卷材(200)的過料間隙,所述架體(1)上還設置有用于壓住卷材(200)出料端的平衡輥(9),所述平衡輥(9)呈水平設置,所述平衡輥(9)軸線方向與卷筒(100)軸線方向平行,所述架體(1)上還設置有用于監測平衡輥(9)轉動的監測組件(91)。
2.根據權利要求1所述的一種卷材用精確送料裝置,其特征在于:所述被動輥(7)在架體(1)上沿豎直方向滑移設置,所述架體(1)上設置有推動被動輥(7)滑移的推動組件(71)。
3.根據權利要求2所述的一種卷材用精確送料裝置,其特征在于:所述架體(1)上還設置有plc控制器,所述plc控制器控制驅動組件(61)驅動主動輥(6)轉動,所述plc控制器還控制推動組件(71)推動被動輥(7)沿豎直方向上下滑移。
4.根據權利要求2所述的一種卷材用精確送料裝置,其特征在于:所述推動組件(71)包括推動氣缸(711),所述推動氣缸(711)缸體呈豎直設置,所述推動氣缸(711)推桿背離缸體的一端固定有固定塊(712),所述被動輥(7)與固定塊(712)轉動連接,所述推動氣缸(711)和固定塊(712)在被動輥(7)兩端各設置有一個。
5.根據權利要求3所述的一種卷材用精確送料裝置,其特征在于:所述監測組件(91)包括光電式轉速傳感器(911),所述光電式轉速傳感器(911)固定在架體(1)上,所述光電式轉速傳感器(911)位于平衡輥(9)下側,所述平衡輥(9)上貼有與光電式轉速傳感器(911)對應的反光條,所述光電式轉速傳感器(911)與plc控制器信號連接。
6.根據權利要求1所述的一種卷材用精確送料裝置,其特征在于:所述架體(1)上還轉動設置有過渡輥(8),所述過渡輥(8)呈水平設置,所述過渡輥(8)位于平衡輥(9)上側,卷材(200)依次貼覆在所述過渡輥(8)和所述平衡輥(9)外側面上。
7.根據權利要求1所述的一種卷材用精確送料裝置,其特征在于:所述架體(1)上還設置支撐轉動卷材(200)的支撐組件(3)。
8.根據權利要求7所述的一種卷材用精確送料裝置,其特征在于:所述支撐組件(3)包括托輥(31),所述托輥(31)呈水平設置,所述托輥(31)兩端分別與架體(1)轉動連接,所述托輥(31)位于卷筒(100)下側,所述托輥(31)在卷筒(100)水平方向的兩側各設置有一個。
9.根據權利要求1所述的一種卷材用精確送料裝置,其特征在于:所述架體(1)上還設置有用于對卷材(200)在卷筒(100)軸線方向上相對位置的進行限位的卷材限位組件(5)和對卷筒(100)在架體(1)上相對位置進行限位的卷筒限位組件(4)。
技術總結
本申請涉及一種卷材用精確送料裝置,其包括架體,卷筒在所述架體上繞水平方向轉動,所述架體上轉動設置有主動輥,所述主動輥呈水平設置,所述架體上設置有驅動主動輥轉動的驅動組件,所述主動輥上側還設置有被動輥,所述被動輥在架體上繞與主動輥轉動方向平行的方向轉動,所述被動輥與主動輥之間形成有用于通過卷材的過料間隙,所述架體上還設置有用于壓住卷材出料端的平衡輥,所述平衡輥呈水平設置,所述平衡輥軸線方向與卷筒軸線方向平行,所述架體上還設置有用于監測平衡輥轉動的監測組件。本申請可以實現卷材的精準送料的效果。
技術研發人員:盧冬
受保護的技術使用者:上海暢坤智能科技有限公司
技術研發日:20240709
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!