一種緩沖紙自動化模切收卷設備的制作方法
本發明涉及緩沖紙收卷,特別涉及一種緩沖紙自動化模切收卷設備。
背景技術:
1、緩沖紙墊是包裝行業經過用到的材料,主要包括蜂窩紙和折疊紙兩者類型,緩沖紙墊是一種通過物理方式吸收震動和沖擊的材料,通常由紙張或其他纖維材料制成,它廣泛應用于各種物品的包裝中,特別是在運輸過程中,能夠有效保護易碎或敏感物品不受損;緩沖紙墊的制作過程包括填充、纏繞、壓制、模切以及收卷,形成流水線生產,在收卷的過程中會用到收卷設備。
2、現有的緩沖紙收卷設備在使用時存在諸多的技術缺陷,第一目前的收卷設備只能適配單一的卷筒,無法根據卷筒的尺寸和型號靈活的進行調節和安裝,導致適用范圍小;第二緩沖紙在模切后會被直接轉運到收卷設備上,在該轉運過程中,由于緩沖紙柔軟易形變的特性,緩沖紙的兩邊側容易卷邊或者褶皺,送紙效果差,影響后續收卷過程;第三卷筒在對緩沖紙進行收卷時,由于多種外界因素的干擾,容易出現緩沖紙偏位、收卷層不整齊的情況,導致出廠時的產品外觀差,降低收卷的質量。
3、綜上所述,考慮到現有設施滿足不了工作使用需求,為此,我們提出一種緩沖紙自動化模切收卷設備。
技術實現思路
1、本發明的主要目的在于提供一種緩沖紙自動化模切收卷設備,可以有效解決背景技術中的問題。
2、為實現上述目的,本發明采取的技術方案為:
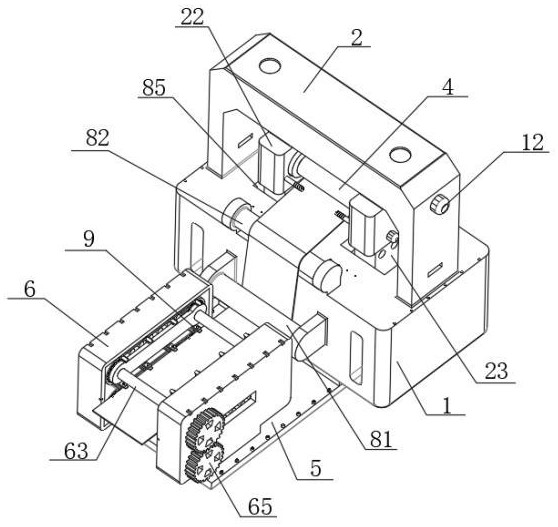
3、一種緩沖紙自動化模切收卷設備,包括設備底座,所述設備底座的上端鉚接有定位支架,所述定位支架的內部向下水平開設有限位長槽,所述限位長槽的內部水平轉動設置有雙向絲桿,所述雙向絲桿的兩端均利用第一軸承座和限位長槽的內壁連接,所述雙向絲桿的一端向外延伸通過聯軸器連接有絲桿電機,所述雙向絲桿上對稱分布有正向螺旋紋和反向螺旋紋,所述正向螺旋紋和反向螺旋紋的位置均活動設置有收卷器。
4、作為本發明所述一種緩沖紙自動化模切收卷設備的一種優選方案,其中:每組所述收卷器均包括移動臂、中間座和導向座,所述移動臂的內部安裝有供雙向絲桿穿過的絲桿螺母套,所述移動臂和導向座之間利用中間座連接固定,所述設備底座的上端面對稱開設有分別供導向座位移的導向槽,所述導向槽的數量為2組,所述導向座的底部中間位置開設有內槽,所述內槽的內部豎直安裝有液壓缸。
5、作為本發明所述一種緩沖紙自動化模切收卷設備的一種優選方案,其中:所述中間座的內部轉動設置有轉輥,所述轉輥利用一號外軸承和中間座的內壁固定,所述轉輥的端部焊接有壓盤,兩組所述收卷器分別利用壓盤對卷筒進行夾持,所述中間座的內表面開設有供壓盤轉動的壓盤圓槽,所述壓盤向外伸出的端面中間位置焊接有內伸柱,所述內伸柱伸入到卷筒內部,所述中間座的內部向外延伸轉動設置有糾偏輥,所述糾偏輥的外表面設置有螺旋筋,所述螺旋筋作用在緩沖紙的上端面邊沿處。
6、作為本發明所述一種緩沖紙自動化模切收卷設備的一種優選方案,其中:所述液壓缸的內部向外活動設置有液壓桿,所述液壓桿的下端焊接有安裝塊,所述安裝塊的下端焊接有曲形止動片,所述導向槽的槽底中間位置水平開設有供曲形止動片向下伸入的夾縫,所述曲形止動片的中部設置有彈簧鋼彎曲部。
7、作為本發明所述一種緩沖紙自動化模切收卷設備的一種優選方案,其中:所述壓盤的內部中間位置水平安裝有氣缸,所述氣缸的內部向外延伸水平設置有氣缸桿,所述內伸柱的內部中間位置開設有線性槽,所述線性槽內活動設置有方形位移座,所述方形位移座和氣缸桿的端部相焊接,所述方形位移座的四個面均開設有斜滑槽,所述斜滑槽的底部設置有第一切面,每組所述斜滑槽內均安裝有彈性定位器,所述彈性定位器的數量為4組。
8、作為本發明所述一種緩沖紙自動化模切收卷設備的一種優選方案,其中:所述彈性定位器包括斜滑塊、第二切面、定位桿、彈簧套、復位彈簧和貼合曲面,所述斜滑塊活動設置在斜滑槽內,所述斜滑塊的下端設置有和第一切面相作用的第二切面,所述斜滑塊的上端焊接有定位桿,所述內伸柱的外表面均勻開設有分別供定位桿伸出的桿孔,所述定位桿的中部固定有彈簧套,所述彈簧套和桿孔的下端部之間固定有套接在定位桿外側的復位彈簧,所述定位桿的上端設置有和卷筒內筒面相貼合的貼合曲面。
9、作為本發明所述一種緩沖紙自動化模切收卷設備的一種優選方案,其中:所述轉輥遠離壓盤的一端套接有大齒輪,所述大齒輪的下端嚙合設置有小齒輪,所述小齒輪套接在轉軸的中部,所述轉軸的一端通過聯軸器連接有勻速電機,所述勻速電機貫穿中間座的背面設置,所述轉軸的另一端通過第二軸承座和中間座的內壁固定。
10、作為本發明所述一種緩沖紙自動化模切收卷設備的一種優選方案,其中:所述轉軸上還套接有一號鏈輪,所述糾偏輥通過二號外軸承和中間座的內壁固定,所述糾偏輥遠離螺旋筋的一端套接有二號小鏈輪,所述一號鏈輪和二號小鏈輪之間利用鏈條連接傳動。
11、作為本發明所述一種緩沖紙自動化模切收卷設備的一種優選方案,其中:所述設備底座的水平左側連接有支撐臺,所述支撐臺的上端對稱設置有兩組轉運外框架,每組所述轉運外框架內均上下設置有四組大鏈輪,同一水平所述兩組大鏈輪利用轉運鏈條連接傳動,組成一組驅動單元,所述驅動單元的數量一共為4組。
12、作為本發明所述一種緩沖紙自動化模切收卷設備的一種優選方案,其中:每組所述驅動單元的外側面設置有外擋板,所述外擋板的中部通過安裝架和轉運外框架的內壁鉚接,兩組所述驅動單元之間利用橫軸連接傳動,所述橫軸穿過外擋板,所述大鏈輪對稱套接在橫軸的上,所述橫軸的兩端均通過第三軸承座和轉運外框架的內壁連接,其中兩組所述橫軸向外延伸均套接有同步齒輪,兩組所述同步齒輪上下相嚙合,其中一組所述橫軸向外延伸通過聯軸器連接有伺服電機,每組所述轉運鏈條上均勻設置有防卷邊結構,所述防卷邊結構的數量優選為6-12組。
13、作為本發明所述一種緩沖紙自動化模切收卷設備的一種優選方案,其中:每組所述防卷邊結構均包括導向柱、拉伸彈簧、連接套、豎直槽、卡塊、磁鐵和壓紙凸輪,所述導向柱豎直焊接在轉運鏈條的外表面,所述導向柱上套接有連接套,所述連接套底部和轉運鏈條之間連接有套接在導向柱外側的拉伸彈簧,所述導向柱的柱面上對稱開設有豎直槽,所述連接套上固定有伸入到豎直槽的卡塊,所述豎直槽和卡塊的數量均優選為1-3組,所述連接套的底部對稱安裝有兩組磁鐵。
14、作為本發明所述一種緩沖紙自動化模切收卷設備的一種優選方案,其中:所述連接套遠離導向柱的一端部開設有旋轉槽,所述旋轉槽內轉動設置有旋轉軸,所述旋轉軸焊接在壓紙凸輪的上端面,所述壓紙凸輪的下端凸面作用在緩沖紙上,所述旋轉軸的上端部伸出旋轉槽外通過連接軸承座和連接套的上端面連接,所述旋轉軸帶動壓紙凸輪圍繞連接軸承座轉動,所述旋轉軸的中部套接有扭簧,所述連接軸承座的下端連接有用于收納扭簧的扭簧套,所述扭簧的上端和扭簧套的內壁固定,不同所述驅動單元上的壓紙凸輪在運動過程中對稱分布在緩沖紙的上下表面,夾持緩沖紙向右直線運動。
15、作為本發明所述一種緩沖紙自動化模切收卷設備的一種優選方案,其中:所述中間座的內側表面開設有供糾偏輥運動的豎直輥槽,所述豎直輥槽向中間座的內部延伸連通開設有調節槽,所述調節槽內活動設置有電機座,所述電機座的兩側面對稱設置有限位滑條,所述限位滑條的數量優選為2-3組,所述調節槽內的槽壁上安裝有作用于限位滑條的軌道,所述電機座的內部水平安裝有驅動電機,所述驅動電機通過定位軸承連接糾偏輥,所述電機座的上端面和調節槽之間對稱安裝有兩組調節彈簧。
16、作為本發明所述一種緩沖紙自動化模切收卷設備的一種優選方案,其中:每組所述驅動單元內還均勻分布有若干組作用于轉運鏈條的張緊輪,所述張緊輪的數量優選為12-24組,所述張緊輪安裝在轉運外框架的內壁上。
17、作為本發明所述一種緩沖紙自動化模切收卷設備的一種優選方案,其中:所述設備底座的左端面安裝有作用于緩沖紙的第一張緊輥。
18、作為本發明所述一種緩沖紙自動化模切收卷設備的一種優選方案,其中:所述設備底座的上端面靠左位置安裝有作用于緩沖紙的第二張緊輥。
19、作為本發明所述一種緩沖紙自動化模切收卷設備的一種優選方案,其中:兩組所述同步齒輪均位于轉運外框架的外側。
20、作為本發明所述一種緩沖紙自動化模切收卷設備的一種優選方案,其中:所述移動臂在限位長槽內限位運動。
21、本發明通過改進在此提供一種緩沖紙自動化模切收卷設備,與現有技術相比,具有如下顯著改進及優點:
22、啟動絲桿電機,經過一系列傳動引起兩組收卷器沿著限位長槽相向運動,利用壓盤對卷筒進行居中夾持,然后啟動氣缸,氣缸桿伸出,帶動方形位移座沿著線性槽直線運動,引起每組彈性定位器上的定位桿向外運動,貼合曲面作用在卷筒的內筒面,四組定位桿同時作用,對卷筒進行內夾持,達到固定卷筒的目的,可以適配不同尺寸的卷筒,提高收卷設備的適用范圍。
23、向液壓缸進油,液壓桿向下伸出,帶動曲形止動片向下伸入的夾縫內,兩者相契合,使彈簧鋼彎曲部被向內彎曲,增加曲形止動片和夾縫之間的作用力,使整個收卷器得到定位,具有自動剎車輔助定位的作用,提高收卷器工作時的穩定性。
24、當兩組壓紙凸輪處于上下方對應位置時,受到連接套上磁鐵的吸附作用,連接套沿著導向柱豎直方向運動,直至配對的壓紙凸輪對處于中間的緩沖紙進行壓持,若干組配對的壓紙凸輪均勻分布在緩沖紙的兩側,夾持緩沖紙向右直線運動,避免緩沖紙出現卷邊現象,當夾持轉運的過程中,緩沖紙遇到褶皺現象后,壓紙凸輪和褶皺部之間的摩擦阻力會引起壓紙凸輪發生微偏轉,引起扭簧扭動,露出讓褶皺部形變自動復原的空間,解決緩沖紙出現褶皺的問題。
25、借助收卷器的動力引起一號鏈輪跟著轉動,并通過傳動帶動糾偏輥圍繞二號外軸承旋轉,糾偏輥上的螺旋筋做單向螺旋運動,利用多個筋面和緩沖紙表面的接觸作用,將緩沖紙向外側方向拉,兩組糾偏輥相配合,克服外界因素的阻力,使整個緩沖紙面部被均勻拉伸,避免其在卷筒收卷使出現偏位的現象,自動化程度高。
- 還沒有人留言評論。精彩留言會獲得點贊!