一種包材上料系統(tǒng)及聯動式上料方法與流程
本發(fā)明涉及包材上料系統(tǒng),尤其涉及一種包材上料系統(tǒng)及聯動式上料方法。
背景技術:
1、無菌包裝是目前比較常見的一種液態(tài)食品包裝和保存的方式。通過無菌紙盒灌裝機包裝的液體飲料、牛奶已很普及,其外形美觀、包裝、運輸成本低、飲食方便而受到市場歡迎。目前紙倉內紙卷更換為人工開紙倉門,用上紙小車更換紙卷的方式,此方式存在工作效率低的問題。
2、紙盒類飲品包裝材料在灌裝機上料前一般儲存在料倉中,包裝材料卷成筒狀,最后由膠帶粘合以防止散開。整個上料的過程包括識別卷材上條形碼,并判斷灌裝機需要調用的卷材與帶上料卷材是否一致;尋找卷材料頭,并抓取料頭以及撕開膠帶裁剪料頭,裁剪內容包括膠帶、卷材標簽、卷材破損等,尋找特定折痕完成折紙動作,將折紙后的料頭塞入灌裝機內;完成卷材精定位并裁剪拼接位,取出裁剪后廢棄料頭并收納,目前市場還未有能完整完成上述操作的機器人。
技術實現思路
1、為了解決上述技術問題,本發(fā)明提供包材自動上料機器人和灌裝機,能實現自動完成紙盒類飲品包裝材料在灌裝機上的上料過程。
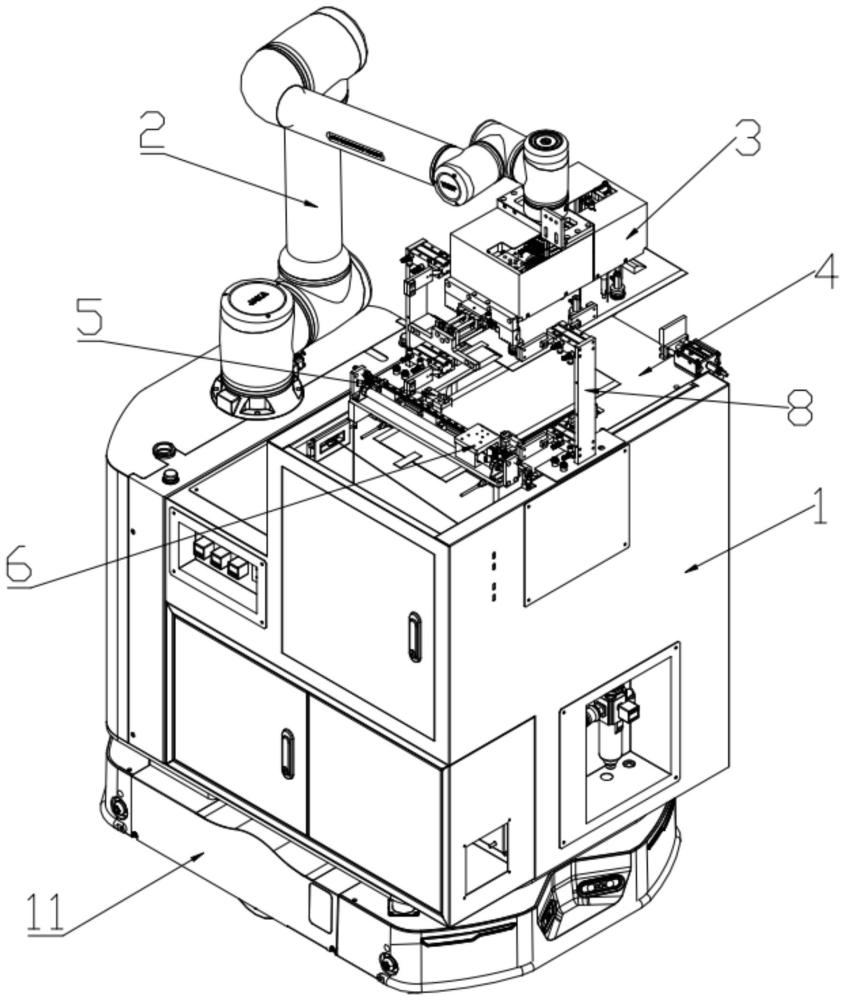
2、具體技術方案如下:一種包材上料系統(tǒng),包括上料機器人和灌裝機,所述上料機器人包括機體、機械臂、工作頭、工作臺面和行走機構,所述灌裝機上安裝有包材轉動裝置和料頭剪裁裝置,所述上料機器人通過無線信號與灌裝機通訊相連;
3、所述機體用于安裝機械臂和工作臺面;
4、所述機械臂安裝于機體上并與工作頭連接,所述機械臂用于控制工作頭在不同工作位置之間的移動;
5、所述工作頭上安裝有視覺識別裝置、撕膠裝置、折紙裝置和抓取裝置,所述視覺識別裝置用于識別包材上的膠帶位置和包材上的條形碼,所述撕膠裝置用于撕開包材上的膠帶,所述折紙裝置用于與工作臺面相配合完成折紙動作,所述抓取裝置與機械臂相配合用于將完成折紙動作后的包材送入灌裝機;
6、所述工作臺面安裝于機體上,所述工作臺面上安裝有往復式送料裝置、切割裝置、折紙擋板和包材換向裝置,所述往復式送料裝置用于平移工作臺面上的包材,所述切割裝置用于切除膠帶部分的包材,所述折紙擋板與折紙裝置相配合用于將包材折疊,所述包材換向裝置可將包材豎直掛起;
7、所述行走機構可移動機體為不同的灌裝機上料。
8、優(yōu)選的,所述視覺識別裝置為第一視覺相機,所述第一視覺相機位于所述工作頭的中心位置;所述撕膠裝置包括安裝于工作頭端部的夾持板、第一夾爪和第一伸縮驅動器,所述第一伸縮驅動器與第一夾爪相連用于驅動第一夾爪伸縮,所述夾持板與第一夾爪相配合用于夾持包材端部;所述折紙裝置包括第二伸縮驅動器和折紙壓爪,所述第二伸縮驅動器與折紙壓爪相連用于驅動折紙壓爪伸縮,所述折紙壓爪與折紙擋板相配合用于折疊包材;所述抓取裝置包括第三伸縮驅動器和負壓吸附頭,所述第三伸縮驅動器與負壓吸附頭相連用于驅動負壓吸附頭伸縮,所述負壓吸附頭通過管道與負壓機相連用于吸附包材。
9、優(yōu)選的,所述往復式送料裝置包括第一導軌、第一驅動電機和第二夾爪,所述第二夾爪安裝于第一導軌上,所述第一驅動電機用于驅動第二夾爪在第一導軌上做往復運動。
10、優(yōu)選的,所述折紙擋板安裝于工作臺面下方,所述折紙擋板與第四伸縮驅動器相連,所述第四伸縮驅動器可驅動折紙擋板伸出工作臺面或縮回工作臺面下方。
11、優(yōu)選的,所述切割裝置包括第二導軌、驅動器、刀片架和刀片,所述第二導軌安裝于工作臺面的端部,所述刀片架安裝于第二導軌上,所述刀片安裝于刀片架上,所述驅動器用于驅動刀片架在導軌上做往復運動。
12、優(yōu)選的,所述切割裝置包括還包括輔助切割裝置,所述輔助切割裝置包括第四伸縮驅動器和壓桿,所述壓桿上開設有通槽,所述第四伸縮驅動器與壓桿相連用于控制壓桿升降,所述刀片穿過通槽。
13、優(yōu)選的,所述包材換向裝置包括支架和第三夾爪,所述支架與工作臺面相垂直,所述第三夾爪安裝于支架上。
14、優(yōu)選的,所述機體上安裝有第二視覺識別相機,第二視覺識別相機安裝于機體上靠近包材轉動裝置處。
15、上述一種包材上料系統(tǒng)的聯動式上料方法,包括以下步驟:
16、s1,當灌裝機檢測帶需包材上料時,向上料機器人發(fā)送無線信號,上料機器人在行走機構的帶動下移動至灌裝機附近;
17、s2,由第二視覺識別相機識別并判斷包材上料機器人的停靠誤差并配合行走機構修正誤差;
18、s3,由機械臂將工作頭移動至第一視覺識別裝置正對包材,由上料機器人向灌裝機發(fā)送無線信號,再由灌裝機控制的包材轉動裝置轉動包材,由第一視覺識別裝置尋找包材的膠帶粘合處;
19、s4,找到包材的膠帶粘合處后,上料機器人向灌裝機發(fā)送無線信號,灌裝機控制包材轉動裝置停止轉動,使由上料機器人撕膠裝置抓取包材端部,然后在機械臂的帶動下撕開膠帶,再然后由機械臂拉開包材并將包材部分置于工作臺面上;
20、s5,由機械臂調整工作頭的位置,使工作頭上的第一視覺識別裝置正對工作臺面上的包材,再由往復式送料裝置移動工作臺面上的包材,此時由第一視覺識別裝置識別包材上的二維碼并定位包材;
21、s6,由切割裝置切除包材上帶膠帶的部分包材;
22、s7,由機械臂調整工作頭使折紙裝置位于折紙擋板側面的上方,此時第四伸縮驅動器伸出折紙擋板,再控制折紙裝置下壓,使包材上形成折痕;
23、s8,由工作頭的抓取裝置抓取包材,再由機械臂帶動工作頭移動,將包材豎直拉起,再由包材換向裝置固定包材,然后抓取裝置放開包材,再由機械臂帶動工作頭至包材背面,然后由抓取裝置抓住包材背面;
24、s9,由機械臂帶動工作頭將包材送至灌裝機上料處,灌裝機完成精準拼接;
25、s10,拼接完后由灌裝機控制料頭剪裁裝置切下料頭,由灌裝機向上料機器人發(fā)送無線信號由上料機器人抓出廢棄料頭并收納。
26、優(yōu)選的,其中步驟s7中控制折紙裝置下壓,使包材上形成折痕后,由往復式送料裝置帶動包材向遠離灌裝機方向移動,使包材的折痕處穿過壓桿的下方,使包材在折痕處形成銳角,再由第四伸縮驅動器控制壓桿下壓,使包材在折痕處折疊。
27、本發(fā)明的有益效果為:
28、設備對接灌裝機時,自動完成以下工藝動作:識別卷材上條形碼,并閉環(huán)判斷灌裝機需要調用的卷材與上料卷材是否一致;尋找卷材料頭,并抓取料頭以及撕開膠帶;裁剪料頭,裁剪內容包括膠帶、卷材標簽、卷材破損等;尋找特定折痕完成折紙動作;將折紙后的料頭塞入灌裝機內;完成卷材精定位并裁剪拼接位;取出裁剪后廢棄料頭并收納;通過上述動作完成包材的自動上料并滿足拼接需求,以此實現該上料動作的全自動化,實現無人化的閉環(huán)生產。
技術特征:
1.一種包材上料系統(tǒng),其特征在于,包括上料機器人和灌裝機,所述上料機器人包括機體、機械臂、工作頭、工作臺面和行走機構,所述灌裝機上安裝有包材轉動裝置和料頭剪裁裝置,所述上料機器人通過無線信號與灌裝機通訊相連;
2.根據權利要求1所述一種包材上料系統(tǒng),其特征在于,所述視覺識別裝置為第一視覺相機,所述第一視覺相機位于所述工作頭的中心位置;所述撕膠裝置包括安裝于工作頭端部的夾持板、第一夾爪和第一伸縮驅動器,所述第一伸縮驅動器與第一夾爪相連用于驅動第一夾爪伸縮,所述夾持板與第一夾爪相配合用于夾持包材端部;所述折紙裝置包括第二伸縮驅動器和折紙壓爪,所述第二伸縮驅動器與折紙壓爪相連用于驅動折紙壓爪伸縮,所述折紙壓爪與折紙擋板相配合用于折疊包材;所述抓取裝置包括第三伸縮驅動器和負壓吸附頭,所述第三伸縮驅動器與負壓吸附頭相連用于驅動負壓吸附頭伸縮,所述負壓吸附頭通過管道與負壓機相連用于吸附包材。
3.根據權利要求1所述一種包材上料系統(tǒng),其特征在于,所述往復式送料裝置包括第一導軌、第一驅動電機和第二夾爪,所述第二夾爪安裝于第一導軌上,所述第一驅動電機用于驅動第二夾爪在第一導軌上做往復運動。
4.根據權利要求1所述一種包材上料系統(tǒng),其特征在于,所述折紙擋板安裝于工作臺面下方,所述折紙擋板與第四伸縮驅動器相連,所述第四伸縮驅動器可驅動折紙擋板伸出工作臺面或縮回工作臺面下方。
5.根據權利要求1所述一種包材上料系統(tǒng),其特征在于,所述切割裝置包括第二導軌、驅動器、刀片架和刀片,所述第二導軌安裝于工作臺面的端部,所述刀片架安裝于第二導軌上,所述刀片安裝于刀片架上,所述驅動器用于驅動刀片架在導軌上做往復運動。
6.根據權利要求5所述一種包材上料系統(tǒng),其特征在于,所述切割裝置包括還包括輔助切割裝置,所述輔助切割裝置包括第四伸縮驅動器和壓桿,所述壓桿上開設有通槽,所述第四伸縮驅動器與壓桿相連用于控制壓桿升降,所述刀片穿過通槽。
7.根據權利要求1所述一種包材上料系統(tǒng),其特征在于,所述包材換向裝置包括支架和第三夾爪,所述支架與工作臺面相垂直,所述第三夾爪安裝于支架上。
8.根據權利要求1所述一種包材上料系統(tǒng),其特征在于,所述機體上安裝有第二視覺識別相機,第二視覺識別相機位于機體上靠近包材轉動裝置處。
9.如權利要求1-8任意一項所述一種包材上料系統(tǒng)的聯動式上料方法,其特征在于,包括以下步驟:
10.根據權利要求9所述一種包材上料系統(tǒng)的聯動式上料方法,其特征在于,其中步驟s7中控制折紙裝置下壓,使包材上形成折痕后,由往復式送料裝置帶動包材向遠離灌裝機方向移動,使包材的折痕處穿過壓桿的下方,使包材在折痕處形成銳角,再由第四伸縮驅動器控制壓桿下壓,使包材在折痕處折疊。
技術總結
本發(fā)明提供了一種包材上料系統(tǒng)及聯動式上料方法,包括上料機器人,上料機器人與灌裝機通過無線信號連接,上料機器人包括機體、機械臂、工作頭和工作臺面,機械臂安裝于機體上并與工作頭連接,工作頭上安裝有視覺識別裝置、撕膠裝置、折紙裝置和抓取裝置,撕膠裝置用于撕開膠帶,折紙裝置用于折疊包材,抓取裝置用于將包材送入灌裝機;工作臺面上安裝有往復式送料裝置、切割裝置、折紙擋板和包材換向裝置,往復式送料裝置用于平移包材,切割裝置用于切除包材,折紙擋板用于將包材折疊,折疊后由工作頭送至灌裝機。灌裝機上安裝有包材轉動裝置和料頭切割裝置,以實現自動完成包材的識別膠帶、剪裁膠帶、折疊留痕并送至灌裝機拼合的功能。
技術研發(fā)人員:李明,陳斌杰,韓儲績,范宜鋒,吳凌強,史偉東
受保護的技術使用者:浙江君睿智能裝備有限公司
技術研發(fā)日:
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!