一種把手卡槽成型機構及吹瓶模具的制作方法
本發明涉及吹瓶,具體為一種把手卡槽成型機構及吹瓶模具。
背景技術:
1、在帶有卡槽位容器的吹制過程中,吹瓶模具需通過兩個凸耳實現上下兩個卡槽位的成型。在容器吹制時,上、下兩個凸耳分別伸入型腔中,使卡槽位成型;在吹瓶結束后,兩個凸耳分別縮回到模腔中,以便于從吹瓶模具中取出容器。
2、現有技術中,通常采用剛性機械驅動來實現上、下兩個凸耳的伸入與縮回。
3、其存在以下技術問題:
4、機械驅動存在結構復雜、重量較大、能耗較高、噪音較大、生產和維護成本高、不易于調整等缺點,不利于實現吹瓶模具的輕量化,難以降低生產成本和維護成本,有悖于節能減排的理念。
5、另外,兩個凸耳長期直線高速滑動,容易造成相關部件的磨損和斷裂,縮短了使用壽命。
6、因此需要進行針對性地改進。
技術實現思路
1、針對現有技術中存在的問題,本發明的目的是:提供一種把手卡槽成型機構及吹瓶模具,具有結構簡單、重量較小、能效高、環境友好、生產和維護成本低、動作迅速與反應快、控制靈活等優點,有利于實現吹瓶模具的輕量化,降低生產成本和維護成本。
2、為了達到上述目的,本發明采用如下技術方案:
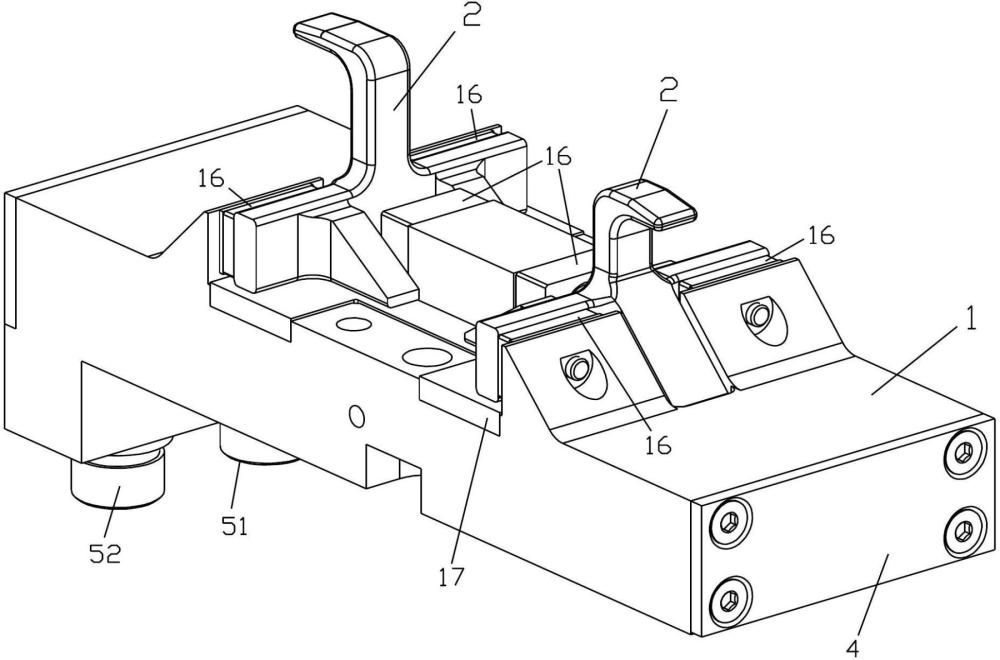
3、一種把手卡槽成型機構,包括模具鑲件;
4、模具鑲件滑動連接有兩個凸耳,兩個凸耳分別凸出于模具鑲件的兩端且具有在軸向上相背的成型端部;
5、模具鑲件設有氣路,兩個凸耳分別連接于氣路,氣路經配置驅使兩個凸耳相背或相向移動。
6、進一步地,模具鑲件設置有沿軸向延伸的滑動通道和滑動連接于滑動通道的兩根連桿,兩個凸耳分別固定安裝于兩根連桿,連桿與模具鑲件共同限定連桿相對遠端與模具鑲件之間、連桿相對近端之間的密閉空間;氣路與密閉空間連通,用于驅使兩根連桿相背或相向移動。
7、進一步地,氣路包括第一氣路和第二氣路,第一氣路的出氣端與滑動通道的中部相連通,第二氣路的出氣端分別與滑動通道的兩端部相連通。
8、進一步地,模具鑲件設有凸塊,凸塊上分別連接有第一進氣接頭和第二進氣接頭,第一氣路的進氣端與第一進氣接頭相連通,第二氣路的進氣端與第二進氣接頭相連通。
9、進一步地,凸耳包括凸耳滑塊、第一導向爪和凸耳結構,第一導向爪和凸耳結構分別連接于凸耳滑塊的外側面與內側面,第一導向爪凸出于兩凸耳的凸耳滑塊相背的一側,凸耳滑塊的外側面與模具鑲件的內側面滑動配合,連桿固定安裝于第一導向爪背向凸耳結構的端部,凸耳結構限定成型端部;模具鑲件設有沿軸向延伸的導向通道,第一導向爪適配滑動于導向通道。
10、進一步地,模具鑲件的內側面設有沿軸向相對設置的兩組限位塊組,每組限位塊組包括兩個限位塊,兩個限位塊的內側面限定導向通道。
11、進一步地,兩凸耳滑塊相向的一側對稱設有兩個第二導向爪,兩組限位塊組之間設有沿軸向延伸的限位導向塊,限位導向塊兩側面之間的寬度與兩個第二導向爪之間的間距相適配,限位導向塊與兩個第二導向爪之間滑動連接。
12、進一步地,連桿具有沿徑向貫穿的連接孔,連桿的外周在連接孔的貫穿位置分別具有第一凹位和第二凹位;第一導向爪設有卡接部和連接筒,導向通道與限位導向塊之間設有凸耳限位導向孔,第一凹位和凸耳限位導向孔的寬度均與卡接部相適配,卡接部穿過凸耳限位導向孔卡接至第一凹位;對應于兩個連桿,模具鑲件沿軸向依次設有兩個條形的連桿限位導向孔;第二凹位中設置有連接塊,連接筒穿過連接孔且固接于連接塊,連接塊滑動連接于連桿限位導向孔。
13、進一步地,限位塊和限位導向塊的限位面上均可拆卸地連接有耐磨墊片,模具鑲件的內側面可拆卸地連接有耐磨板,凸耳在耐磨板上沿軸向滑動。
14、一種吹瓶模具,包括模腔和把手卡槽成型機構;
15、把手卡槽成型機構安裝在模腔中,模腔具有型腔,把手卡槽成型機構的兩個凸耳在相背或相向移動時,凸耳的成型端部相應的突入至型腔內或縮回至模腔中。
16、總的說來,本發明具有如下優點:
17、本發明在模具鑲件設置氣路,可通過氣路連通氣體壓力源驅使兩個凸耳相背或相向移動。相較于現有技術利用剛性的機械驅動來移動兩個凸耳,本發明采用氣動驅動具有結構簡單、重量較小、能效高、環境友好、生產和維護成本低、動作迅速與反應快、控制靈活等優點,有利于實現吹瓶模具的輕量化,降低生產成本和維護成本,實現節能減排。
技術特征:
1.一種把手卡槽成型機構,其特征在于:包括模具鑲件;
2.根據權利要求1所述的一種把手卡槽成型機構,其特征在于:模具鑲件設置有沿軸向延伸的滑動通道和滑動連接于滑動通道的兩根連桿,兩個凸耳分別固定安裝于兩根連桿,連桿與模具鑲件共同限定連桿相對遠端與模具鑲件之間、連桿相對近端之間的密閉空間;氣路與密閉空間連通,用于驅使兩根連桿相背或相向移動。
3.根據權利要求2所述的一種把手卡槽成型機構,其特征在于:氣路包括第一氣路和第二氣路,第一氣路的出氣端與滑動通道的中部相連通,第二氣路的出氣端分別與滑動通道的兩端部相連通。
4.根據權利要求3所述的一種把手卡槽成型機構,其特征在于:模具鑲件設有凸塊,凸塊上分別連接有第一進氣接頭和第二進氣接頭,第一氣路的進氣端與第一進氣接頭相連通,第二氣路的進氣端與第二進氣接頭相連通。
5.根據權利要求2所述的一種把手卡槽成型機構,其特征在于:凸耳包括凸耳滑塊、第一導向爪和凸耳結構,第一導向爪和凸耳結構分別連接于凸耳滑塊的外側面與內側面,第一導向爪凸出于兩凸耳的凸耳滑塊相背的一側,凸耳滑塊的外側面與模具鑲件的內側面滑動配合,連桿固定安裝于第一導向爪背向凸耳結構的端部,凸耳結構限定成型端部;模具鑲件設有沿軸向延伸的導向通道,第一導向爪適配滑動于導向通道。
6.根據權利要求5所述的一種把手卡槽成型機構,其特征在于:模具鑲件的內側面設有沿軸向相對設置的兩組限位塊組,每組限位塊組包括兩個限位塊,兩個限位塊的內側面限定導向通道。
7.根據權利要求5所述的一種把手卡槽成型機構,其特征在于:兩凸耳滑塊相向的一側對稱設有兩個第二導向爪,兩組限位塊組之間設有沿軸向延伸的限位導向塊,限位導向塊兩側面之間的寬度與兩個第二導向爪之間的間距相適配,限位導向塊與兩個第二導向爪之間滑動連接。
8.根據權利要求7所述的一種把手卡槽成型機構,其特征在于:連桿具有沿徑向貫穿的連接孔,連桿的外周在連接孔的貫穿位置分別具有第一凹位和第二凹位;第一導向爪設有卡接部和連接筒,導向通道與限位導向塊之間設有凸耳限位導向孔,第一凹位和凸耳限位導向孔的寬度均與卡接部相適配,卡接部穿過凸耳限位導向孔卡接至第一凹位;對應于兩個連桿,模具鑲件沿軸向依次設有兩個條形的連桿限位導向孔;第二凹位中設置有連接塊,連接筒穿過連接孔且固接于連接塊,連接塊滑動連接于連桿限位導向孔。
9.根據權利要求7所述的一種把手卡槽成型機構,其特征在于:限位塊和限位導向塊的限位面上均可拆卸地連接有耐磨墊片,模具鑲件的內側面可拆卸地連接有耐磨板,凸耳在耐磨板上沿軸向滑動。
10.一種吹瓶模具,其特征在于:包括模腔和權利要求1-9中任一項所述的把手卡槽成型機構;
技術總結
本發明涉及一種把手卡槽成型機構及吹瓶模具,手卡槽成型機構包括模具鑲件;模具鑲件滑動連接有兩個凸耳,兩個凸耳分別凸出于模具鑲件的兩端且具有在軸向上相背的成型端部;模具鑲件設有氣路,兩個凸耳分別連接于氣路,氣路經配置驅使兩個凸耳相背或相向移動。相較于現有技術利用剛性的機械驅動來移動兩個凸耳,本發明采用氣動驅動兩個凸耳移動,具有結構簡單、重量較小、能效高、環境友好、生產和維護成本低、動作迅速與反應快、控制靈活等優點,有利于實現吹瓶模具的輕量化,降低生產成本和維護成本,實現節能減排。
技術研發人員:董書生,姜曉平,林怡彬,梁炎均,盧佳
受保護的技術使用者:廣東星聯精密機械有限公司
技術研發日:
技術公布日:2025/4/24
- 還沒有人留言評論。精彩留言會獲得點贊!