一種高性能的天然纖維的復合處理方法與流程
本發明涉及復合材料制備,具體為一種高性能的天然纖維的復合處理方法。
背景技術:
1、天然纖維是指在自然界原有的或經人工培植的植物上、人工飼養的動物上直接取得的紡織纖維,天然纖維復合材料是由天然纖維作為增強體,與聚合物基體結合形成的復合材料,天然纖維與基材加工成復合材料的核心在于通過物理、化學或生物手段實現兩者的有效結合,具體加工方式可分為預處理、成型工藝及后處理三個階段。
2、在申請號為202010852107.4的專利提到了“纏繞工藝用聚氨酯樹脂、樹脂/纖維復合材料及其制備方法和應用”,該專利通過工藝提升,使得材料的柔韌性有明顯提升,可操作時間提升,且成本無明顯提高。
3、但是在材料生產時,模具內部尺寸無法調整,導致在復合材料生產時,無法根據所需厚度的材料進行快速的調整,導致在復合材料生產時無法實現連續生產,極大的延長了生產時間,且未對進出料的的位置進行修正,導致生產時材料外形形變,出現拉伸斷裂或彎曲折疊,極大的影響產品的質量。
技術實現思路
1、本發明提供一種高性能的天然纖維的復合處理方法,可以有效解決上述背景技術中提出在材料生產時,模具內部尺寸無法調整,導致在復合材料生產時,無法根據所需厚度的材料進行快速的調整,導致在復合材料生產時無法實現連續生產,極大的延長了生產時間,且未對進出料的的位置進行修正,導致生產時材料外形形變,出現拉伸斷裂或彎曲折疊,極大的影響產品的質量的問題。
2、為實現上述目的,本發明提供如下技術方案:一種高性能的天然纖維的復合處理方法,包括如下步驟:
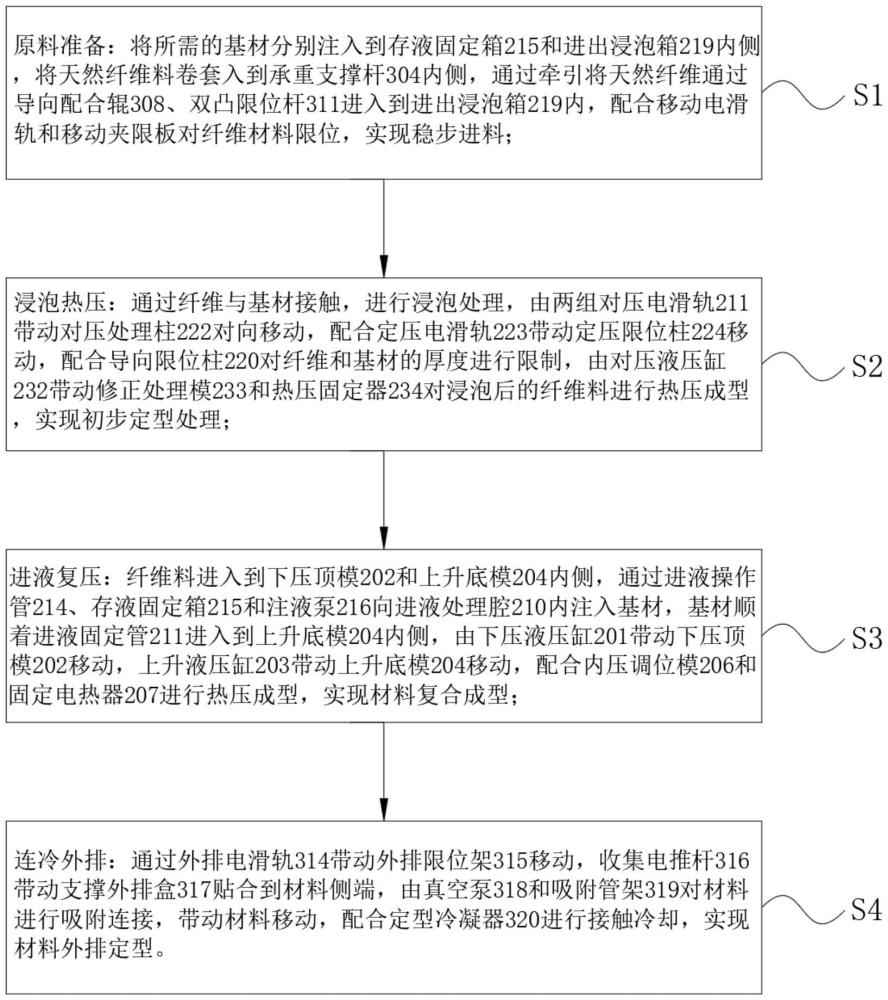
3、s1、原料準備:將所需的基材分別注入到存液固定箱和進出浸泡箱內側,將天然纖維料卷套入到承重支撐桿內側,通過牽引將天然纖維通過導向配合輥、雙凸限位桿進入到進出浸泡箱內,配合移動電滑軌和移動夾限板對纖維材料限位,實現穩步進料;
4、s2、浸泡熱壓:通過纖維與基材接觸,進行浸泡處理,由兩組對壓電滑軌帶動對壓處理柱對向移動,配合定壓電滑軌帶動定壓限位柱移動,配合導向限位柱對纖維和基材的厚度進行限制,由對壓液壓缸帶動修正處理模和熱壓固定器對浸泡后的纖維料進行熱壓成型,實現初步定型處理;
5、s3、進液復壓:纖維料進入到下壓頂模和上升底模內側,通過進液操作管、存液固定箱和注液泵向進液處理腔內注入基材,基材順著進液固定管進入到上升底模內側,由下壓液壓缸帶動下壓頂模移動,上升液壓缸帶動上升底模移動,配合內壓調位模和固定電熱器進行熱壓成型,實現材料復合成型;
6、s4、連冷外排:通過外排電滑軌帶動外排限位架移動,收集電推桿帶動支撐外排盒貼合到材料側端,由真空泵和吸附管架對材料進行吸附連接,帶動材料移動,配合定型冷凝器進行接觸冷卻,實現材料外排定型。
7、根據上述技術方案,天然纖維的原料包括天然羊毛纖維、樹脂基體材料、增強材料、表面處理劑、增塑劑、柔韌劑和填料。
8、根據上述技術方案,所述樹脂基體材料選自環氧樹脂、聚酯樹脂或聚氨酯樹脂中的一種或多種;
9、所述增強材料選自玻璃纖維、碳纖維、天然纖維中的一種或多種;
10、所述表面處理劑為偶聯劑或親水疏水處理劑;
11、所述增塑劑為甘油或其他常規增塑劑;
12、所述填料選自無機填料或有機填料。
13、根據上述技術方案,所述處理整合架設置有多壓混合組件;
14、所述多壓混合組件包括下壓液壓缸;
15、所述處理整合架頂端等距對稱安裝有若干個下壓液壓缸,多個所述下壓液壓缸底端安裝有下壓頂模,所述處理整合架內側中部等距對稱安裝有若干個上升液壓缸,多個所述上升液壓缸頂端安裝有上升底模;
16、所述下壓頂模頂端和上升底模底端均等距安裝有若干個壓位液壓缸,多個所述壓位液壓缸一端安裝有內壓調位模,所述內壓調位模內側嵌入安裝有固定電熱器;
17、所述下壓頂模和上升底模兩端均對稱嵌入安裝有升降電滑軌,兩個所述升降電滑軌一端通過滑軌座連接有升降定位板;
18、所述上升底模內側開設有進液處理腔,所述進液處理腔一端等距貫穿連接有若干個進液固定管,所述進液固定管內側卡接有開閉電推桿,所述開閉電推桿一端安裝有開閉處理塊,所述上升底模底端貫穿連接有進液操作管;
19、所述處理整合架內側嵌入安裝有存液固定箱,所述存液固定箱頂端對應存液固定箱位置處通過電機座安裝有注液泵,所述存液固定箱頂端通過電機座安裝有攪拌電機,所述攪拌電機輸出軸底端卡接有攪拌操作架。
20、根據上述技術方案,所述下壓頂模和上升底模均有兩個,所述下壓頂模與上升底模滑動套接,多個所述內壓調位模分別滑動安裝于下壓頂模和上升底模內側,所述開閉處理塊滑動安裝于進液固定管內側,所述進液操作管底端貫穿安裝于存液固定箱內側,所述進液操作管一端與注液泵一端通過轉接頭相連接。
21、根據上述技術方案,所述處理整合架一端卡接有進出浸泡箱,所述進出浸泡箱內側等距轉動有若干個導向限位柱,所述進出浸泡箱內側等距對稱安裝有若干個對壓電滑軌,兩個所述對壓電滑軌之間通過滑軌座連接有對壓處理柱;
22、所述進出浸泡箱內側頂端等距安裝有若干個定壓電滑軌,所述定壓電滑軌一端通過滑軌座連接有定壓限位柱,所述進出浸泡箱一端對稱通過電機座安裝有限位電機,所述限位電機輸出軸一端卡接有雙向絲桿,所述雙向絲桿側端通過絲桿座連接有限位夾合板;
23、所述進出浸泡箱頂端卡接有分離操作架,所述分離操作架內側等距轉動連接有若干個分離限位輥,所述分離操作架內側頂端等距對稱安裝有若干個限位電滑軌,所述限位電滑軌底端通過滑軌座連接有限位滑行板;
24、所述分離操作架內側等距卡接有若干個對壓液壓缸,多個所述對壓液壓缸一端卡接有修正處理模,所述修正處理模內側嵌入安裝有熱壓固定器,所述分離操作架頂端等距貫穿有若干個排氣固定管,所述排氣固定管內側嵌入安裝有排氣風機。
25、根據上述技術方案,所述對壓處理柱、定壓限位柱和限位夾合板均放置于進出浸泡箱內側,所述分離操作架一端與處理整合架一端套合連接;
26、所述下壓液壓缸、上升液壓缸、壓位液壓缸、固定電熱器、升降電滑軌、開閉電推桿、注液泵、攪拌電機、對壓電滑軌、定壓電滑軌、限位電機、限位電滑軌、對壓液壓缸、熱壓固定器和排氣風機的輸入端均與外部控制器的輸出端電性連接;
27、外部控制器的輸入端與外部電源輸出端電性連接。
28、根據上述技術方案,所述進出浸泡箱設置有進出壓限組件;
29、所述進出壓限組件包括整合限制架;
30、所述進出浸泡箱一端焊接有整合限制架,所述整合限制架一端通過電機座安裝有收壓電機,所述收壓電機輸出軸一端卡接有往復電磁套,所述往復電磁套一端套接有承重支撐桿;
31、所述進出浸泡箱一端焊接有支撐多孔板,所述支撐多孔板頂端等距安裝有若干個處理電推桿,所述處理電推桿頂端卡接有處理操作架,所述處理操作架內側轉動連接有導向配合輥,所述支撐多孔板頂端對稱安裝有壓位電推桿,兩個所述壓位電推桿頂端安裝有下壓聯動架,所述下壓聯動架內側轉動連接有雙凸限位桿;
32、所述整合限制架內側底端和支撐多孔板內側底端均等距安裝有若干個移動電滑軌,所述移動電滑軌一端通過滑軌座安裝有移動夾限板;
33、所述處理整合架兩端均對稱安裝有外排電滑軌,多個所述外排電滑軌一端通過滑軌座連接有外排限位架,所述外排限位架頂端和底端均對稱卡接有收集電推桿,兩個所述收集電推桿一端安裝有支撐外排盒,所述支撐外排盒頂端對稱通過電機座安裝有真空泵,所述支撐外排盒內側套接有吸附管架,所述支撐外排盒內側嵌入安裝有定型冷凝器。
34、根據上述技術方案,所述承重支撐桿放置于整合限制架內側,多個所述移動夾限板側端分別與整合限制架、承重支撐桿、處理操作架和導向配合輥側端滑動貼合,所述外排限位架滑動安裝于進出浸泡箱側端。
35、根據上述技術方案,所述支撐外排盒滑動于外排限位架內側,所述真空泵一端與吸附管架一端通過轉接頭相連接;
36、所述收壓電機、往復電磁套、處理電推桿、壓位電推桿、移動電滑軌、外排電滑軌、收集電推桿、真空泵和定型冷凝器的輸入端均與外部控制器的輸出端電性連接。
37、與現有技術相比,本發明的有益效果:
38、1、設置有多壓混合組件,通過壓位液壓缸帶動內壓調位模改變下壓頂模和上升底模內部空間大小,由進液操作管、存液固定箱和注液泵向進液處理腔內注入基材,開閉電推桿帶動開閉處理塊對進液固定管進行啟閉處理,將基材注入到纖維料側端,由下壓液壓缸帶動下壓頂模和上升液壓缸帶動上升底模對向移動,配合固定電熱器對內壓調位模加熱,對基材和纖維料進行熱壓處理,實現復合材料的熱壓成型,配合升降電滑軌帶動升降定位板順著下壓頂模和上升底模滑動,對下壓頂模和上升底模兩端限位,實現穩步對位支撐,使得在復合材料成型時,可以對側端限位,從而實現連續生產處理,并且通過厚度調整和連續壓合,實現不同厚度的復合材料的連續生產處理,降低設備調整所需等待時間,提升生產效率;
39、通過進出浸泡箱對纖維料進行浸泡處理,由導向限位柱對纖維料導向,配合兩組對壓電滑軌帶動對壓處理柱推動纖維料左右擺動,對纖維料限制壓平,配合限位電滑軌帶動限位滑行板、限位電機和雙向絲桿帶動限位夾合板,對纖維料側端限制,避免其左右擺動出現彎曲折疊與拉伸斷裂的情況,配合對壓液壓缸、修正處理模和熱壓固定器對纖維料和基材進行熱壓成型,實現材料初步定型處理,使得在材料生產時可以對材料進行預定型處理,避免材料出現外形形變導致的拉伸斷裂或彎曲折疊的情況發生,保證材料連續生產的穩定性;
40、通過熱壓空間調整,配合兩端限位和連續進料部件進行進料處理,實現對不同厚度的材料進行連續生產,通過兩側限位和左右擺動推動纖維料移動,調整纖維料的平整度和拉伸強度,有效的解決了現有技術中模具內部尺寸無法調整,導致生產材料時厚度無法快速調整,影響材料連續生產的速度,并且對進出料位置進行調整和實時改變,對材料外形驚喜修正,避免出現斷裂或折疊的情況發生,提升產品的生產速度和質量。
41、2、設置有進出壓限組件,將套接有纖維原料的承重支撐桿套入到整合限制架內側,配合往復電磁套對承重支撐桿磁吸固定,由處理電推桿帶動處理操作架升降,通過導向配合輥對纖維料進行擠壓限制,由移動電滑軌帶動移動夾限板對纖維料側端限制,由壓位電推桿帶動雙凸限位桿下移,利用雙凸限位桿和導向配合輥對夾配合,配合收壓電機帶動往復電磁套和承重支撐桿旋轉,對材料進行收放處理,保證在出料時纖維料整體的平整度和緊實度,并對出料位置進行修正,避免出現單側拉伸斷裂的情況發生,保證連續出料的穩定性;
42、由收集電推桿帶動支撐外排盒下移,真空泵和吸附管架對與復合材料的連接位置處進行真空吸附,配合定型冷凝器對復合材料進行冷卻定型處理,由外排電滑軌帶動外排限位架和收集電推桿移動,利用吸附管架對復合材料進行吸附,使得在材料外排時可以有效的限位處理,保證出料的平整度,通過進出料限制,實現材料進出料的平整度,避免材料出現彎曲折疊或分離斷裂的情況發生,提升進出料的穩定性。
43、綜上所述,通過多壓混合組件和進出壓限組件相互配合,利用進出料推壓限位和冷卻往復進出,帶動原料和成品連續移動,配合內部壓合和限位,對材料進行限制,并通過多段熱壓成型和尺寸調整,使得在材料生產成型時,可以快速且連續的生產,提升產品的生產速度和產品質量。
- 還沒有人留言評論。精彩留言會獲得點贊!