一種兩端不同管徑不同壁厚的膠管及制備方法與流程
本發明涉及膠管的制備,具體來講是一種兩端不同管徑不同壁厚的膠管及制備方法。
背景技術:
1、目前膠管的制備大致分為兩種,其一采用epdm或nbr+pvc中低壓擠出膠管,因擠出工藝,膠管兩端壁厚一致,此種做法能夠規模化生產,弊端在于不能生產出不同管徑的膠管,尤其是變徑大端壁厚大于小端的壁厚,也即無法滿足自鎖卡箍匹配設計規范要求。
2、第二種采用模壓工藝,模壓工藝需要專用模具并將纏布層或者纏線層和橡膠體硫化,雖然能夠滿足變徑以及大端壁厚大于小端壁厚,但是效率極低,成本較高,無法滿足規模化生產。
3、中國發明專利授權公告號為:cn103016863b的管路連接結構、液壓管路是通過不同種類的匹配套接相應型號的鋼管,擴展了接頭芯可對接鋼管的種類,適用于鋼管與接頭芯之間的連接。
4、中國實用新型專利授權公告號為:cn208703360?u一種可調節塑膠管道,能夠解決不同管徑之間管道連接困難的問題,能夠解決管道連接后,連接頭容易漏水的問題,埋地塑膠管道出現漏水后,能夠方便的找到連接頭位置。
5、該專利文獻的中多個接頭不適用于一體化的結構,尤其是汽車部件的應用,因為汽車零部件的膠管連接后的工作狀態是實時動態的關系,不可能或者沒有借鑒作用。
技術實現思路
1、本發明為了能夠生產出不同管徑的膠管,尤其是變徑大端壁厚大于小端的壁厚,特提出一種兩端不同管徑不同壁厚的膠管及制備方法。
2、為此,本發明的技術方案為,一種兩端不同管徑不同壁厚的膠管,包括膠管本體,所述的膠管本體為多層結構,多層結構中內層為橡膠層,中間層為結構加強層,外層為橡膠層并通過低壓擠出成型;所述膠管本體分為第一端部和第二端部,其中第一端部為低壓擠出成型,其特征在于:所述膠管的第二端部為低壓擠出成型后再變徑,其中第二端部的變徑后結構壁厚大于第一端部的壁厚。
3、效果在于:
4、本發明中由于第二端部的變徑結構壁厚大于第一端部的壁厚,第一端部常規使用,第二端部壁厚的變徑結構保證其結構強度、氣液壓強及裝配中的滿足自鎖卡箍匹配設計規范要求;同時該種兩端不同管徑不同壁厚的膠管為一體式結構,膠管連接后滿足實時動態工作狀態。
5、進一步改進在于:所述膠管本體的第二端部的變徑為內脹管式變徑,并在變徑后第二端部的外層硫化或熱縮有外層結構,使第二端部的變徑結構壁厚大于第一端部的壁厚,硫化或熱縮后將其變為一體結構。
6、效果在于:所述的內脹管式變徑簡單易行,變徑后第二端部的外層硫化或熱縮有外層結構,等于額外增加了外層結構,硫化或熱縮的作用將其變為一體結構,就滿足了第二端部的變徑結構壁厚大于第一端部的壁厚。
7、進一步改進在于:所述的外層結構延伸的長度要大于內脹管式變徑的長度。
8、效果在于:由于內脹管式變徑可能會使變徑處有物理損傷,所以外層結構延伸的長度要大于內脹管式變徑的長度,解決膠管出現變徑后的負壓和壓強問題,使得膠管的連接暢通無阻。
9、進一步改進在于:所述的膠管本體用epdm或nbr+pvc做為橡膠體。
10、效果在于:膠管本體的材料為epdm或nbr+pvc,易取,方便獲得,同時內脹管式變徑對其影響不大,不會影響其性能。
11、進一步改進在于:所述的外層結構為epdm或nbr+pvc。
12、效果在于:外層結構硫化或熱縮的作用將其變為一體結構,就滿足了第二端部的變徑結構壁厚大于第一端部的壁厚。
13、一種兩端不同管徑不同壁厚的膠管制備方法,包括膠管本體,所述的膠管本體為多層結構,多層結構中內層為橡膠層,中間層為結構加強層,外層為橡膠層并通過低壓擠出成型;所述膠管分為第一端部和第二端部,其中第一端部為低壓擠出成型,其特征在于:所述膠管的第二端部為低壓擠出成型后再變徑,其中第二端部的變徑結構壁厚大于第一端部的壁厚;
14、所述膠管本體的第二端部的變徑為內脹管式變徑,并在變徑后第二端部的外層硫化或熱縮有外層結構,使第二端部的變徑結構壁厚大于第一端部的壁厚,硫化熱縮后將其變為一體結構。
15、效果在于:本發明采用新工藝,對第二端部變徑后進行局部加厚,已滿設計要求,硫化或熱縮后將其變為一體結構,比對膠管局部性能進行加強。
技術特征:
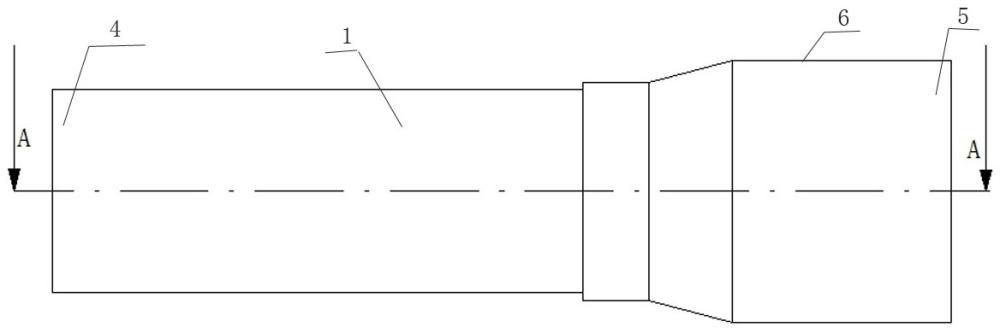
1.一種兩端不同管徑不同壁厚的膠管,包括膠管本體(1),所述的膠管本體(1)為多層結構,多層結構中內層為橡膠層(2),中間層為結構加強層(3),外層為橡膠層(2)并通過低壓擠出成型;所述膠管分為第一端部(4)和第二端部(5),其中第一端部(4)為低壓擠出成型,其特征在于:所述膠管本體(1)的第二端部(5)為低壓擠出成型后再變徑,其中第二端部(5)的變徑后結構壁厚大于第一端部(4)的壁厚。
2.根據權利要求1所述的一種兩端不同管徑不同壁厚的膠管,其特征在于:所述膠管本體(1)的第二端部(5)的變徑為內脹管式變徑,并在變徑后第二端部(5)的外層硫化或熱縮有外層結構(6),使第二端部(5)的變徑結構壁厚大于第一端部(4)的壁厚,硫化或熱縮后將其變為一體結構。
3.根據權利要求2所述的一種兩端不同管徑不同壁厚的膠管,其特征在于:所述的外層結構(6)延伸的長度要大于內脹管式變徑的長度。
4.根據權利要求1所述的一種兩端不同管徑不同壁厚的膠管,其特征在于:所述的膠管本體(1)用epdm或nbr+pvc做為橡膠體;所述的外層結構(6)為epdm或nbr+pvc。
5.根據權利要求2所述的一種兩端不同管徑不同壁厚的膠管,其特征在于:所述的外層結構(6)為epdm或nbr+pvc為低壓擠出成型后,套裝在膠管本體(1)外通過硫化使其為一體,然后再使用內脹管式變徑,此時第二端部(5)的變徑后結構壁厚大于第一端部(4)的壁厚。
6.根據權利要求2所述的一種兩端不同管徑不同壁厚的膠管,其特征在于:所述的熱縮是將膠管本體(1)的第二端部(5)的變徑后套裝熱縮管,使第二端部(5)的變徑后結構壁厚大于第一端部(4)的壁厚,此時熱縮式管固化在第二端部(5)外形成外層結構(6)。
7.一種兩端不同管徑不同壁厚的膠管制備方法,包括膠管本體(1),所述的膠管本體(1)為多層結構,多層結構中內層為橡膠層(2),中間層為結構加強層(3),外層為橡膠層(3)并通過低壓擠出成型;所述膠管本體(1)分為第一端部(4)和第二端部(5),其中第一端部(3)為低壓擠出成型,其特征在于:所述膠管本體(1)的第二端部(5)為低壓擠出成型后再變徑,其中第二端部(5)的變徑結構壁厚大于第一端部的壁厚;
8.根據權利要求7所述的一種兩端不同管徑不同壁厚的膠管制備方法,所述的膠管本體(1)用epdm或nbr+pvc做為橡膠體;所述的外層結構(6)為epdm或nbr+pvc。
技術總結
本發明為一種兩端不同管徑不同壁厚的膠管及制備方法,包括膠管本體,所述的膠管本體為多層結構,多層結構中內層為橡膠層,中間層為結構加強層,外層為橡膠層并通過低壓擠出成型;所述膠管本體分為第一端部和第二端部,其中第一端部為低壓擠出成型,所述膠管的第二端部為低壓擠出成型后再變徑,其中第二端部的變徑后結構壁厚大于第一端部的壁厚。本發明中由于第二端部的變徑結構壁厚大于第一端部的壁厚,第一端部常規使用,第二端部壁厚的變徑結構保證其結構強度、氣液壓強及裝配中的滿足自鎖卡箍匹配設計規范要求;同時該種兩端不同管徑不同壁厚的膠管為一體式結構,膠管連接后滿足實時動態工作狀態。
技術研發人員:袁焱龍,曹文,夏軍,吳聰,劉林,吳昊
受保護的技術使用者:十堰風神汽車橡塑制品有限公司
技術研發日:
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!