電極組件及加工方法、電池單體、電池、用電裝置與流程
本技術(shù)涉及電池,尤其是涉及一種電極組件及加工方法、電池單體、電池、用電裝置。
背景技術(shù):
1、近些年,新能源汽車(chē)有了飛躍式的發(fā)展,在電動(dòng)汽車(chē)領(lǐng)域,動(dòng)力電池作為電動(dòng)汽車(chē)的動(dòng)力源,起著不可替代的重要作用。其中,動(dòng)力電池包括若干電池單體,然而,電池單體在使用性能和可制造性方面都有待提高。
技術(shù)實(shí)現(xiàn)思路
1、本技術(shù)實(shí)施例提供一種電極組件及加工方法、電池單體、電池、用電裝置,能夠提高電池單體的使用性能和可制造性。
2、第一方面,本技術(shù)實(shí)施例提供一種電極組件,包括:活性物質(zhì)涂覆部和極耳部,極耳部連接于活性物質(zhì)涂覆部,且極耳部包括連接設(shè)置的第一層疊部和第二層疊部,第一層疊部通過(guò)層疊的多層極耳片的重疊區(qū)域連接形成,第二層疊部通過(guò)層疊的多層極耳片的錯(cuò)位區(qū)域的第一部分,沿靠近第一層疊部的方向朝剩余的第二部分彎折后共同層疊且連接形成。
3、在上述技術(shù)方案中,通過(guò)彎折后層疊連接實(shí)現(xiàn)對(duì)多層極耳片的錯(cuò)位區(qū)域的再利用,改善了多層極耳片的錯(cuò)位區(qū)域?qū)罄m(xù)工序造成的不良影響,同時(shí)擴(kuò)大了極耳部與極柱的電連接面積,提高了過(guò)流能力,從而有利于提高電池單體的使用性能。并且,省去了實(shí)時(shí)調(diào)整切刀位置的工序和時(shí)間,有利于提高電極組件的加工效率,滿足高速量產(chǎn)線節(jié)拍要求,并且有利于減少材料浪費(fèi),提高極耳片的材料利用率,從而有利于提升電池單體的可制造性。
4、在一些實(shí)施例中,第二層疊部的折痕平行于極耳片的相應(yīng)側(cè)外邊緣。
5、在上述技術(shù)方案中,通過(guò)設(shè)置第二層疊部的折痕平行于極耳片的相應(yīng)側(cè)外邊緣,有利于盡量增大第二層疊部中第一部分和第二部分的重疊面積,從而增大第二層疊部的可利用面積,以增大極耳部與極柱的電連接面積,進(jìn)而提高過(guò)流效率。
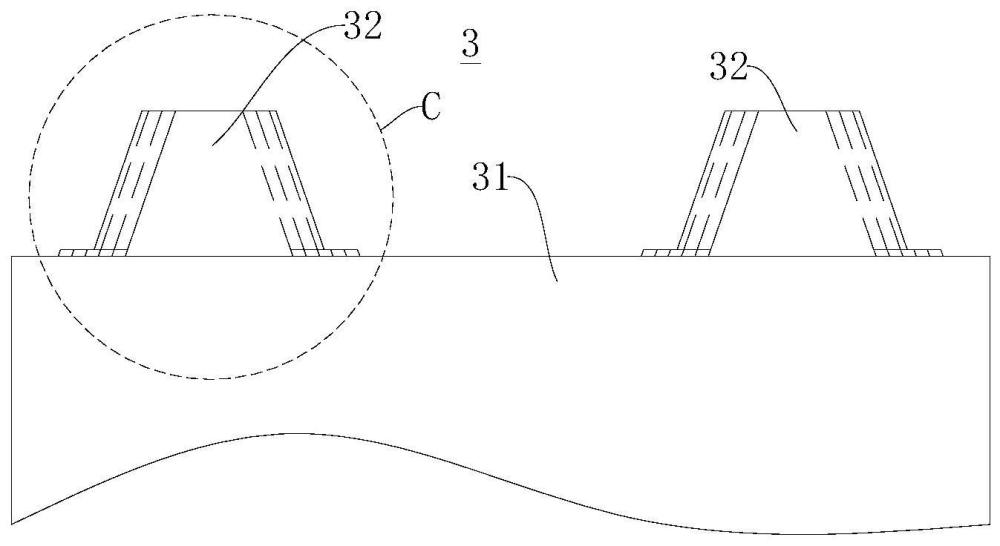
6、在一些實(shí)施例中,極耳部形成為下底與活性物質(zhì)涂覆部相連的梯形結(jié)構(gòu)。
7、在上述技術(shù)方案中,通過(guò)將極耳部加工為下底與活性物質(zhì)涂覆部相連的梯形結(jié)構(gòu),有利于提高極耳部與活性物質(zhì)涂覆部的連接可靠性,提高導(dǎo)電可靠性。此外,當(dāng)?shù)诙盈B部的折痕平行于極耳片的相應(yīng)側(cè)外邊緣,且極耳部形成為下底與活性物質(zhì)涂覆部相連的梯形結(jié)構(gòu)時(shí),多層極耳片的錯(cuò)位區(qū)域在未彎折之前也為梯形,即每個(gè)極耳片均為梯形片體,從而使得極耳片的剛性更好,在卷繞、過(guò)輥等工藝中不易彎折、起翹,多層極耳片可以更加服帖地層疊。
8、在一些實(shí)施例中,第一部分的靠近活性物質(zhì)涂覆部的邊緣為第一邊緣,第二部分的靠近活性物質(zhì)涂覆部的邊緣為第二邊緣,第一邊緣與第二邊緣之間具有高向落差,且第一邊緣位于第二邊緣的遠(yuǎn)離活性物質(zhì)涂覆部的一側(cè)。
9、在上述技術(shù)方案中,通過(guò)設(shè)置第一邊緣與第二邊緣之間具有高向落差,且第一邊緣位于第二邊緣的遠(yuǎn)離活性物質(zhì)涂覆部的一側(cè),從而可以改善第一部分彎折之后向活性物質(zhì)涂覆部?jī)?nèi)倒插引發(fā)的短路等問(wèn)題,從而可以提高電池單體的可靠性。
10、在一些實(shí)施例中,第一邊緣與第二邊緣之間的高向落差為0.8mm-3mm。
11、在上述技術(shù)方案中,可以進(jìn)一步改善第一部分彎折之后向活性物質(zhì)涂覆部?jī)?nèi)倒插引發(fā)的短路等問(wèn)題,而且在沖切第一部分的靠近活性物質(zhì)涂覆部的局部時(shí),可以改善將隔離膜的凸出于極片主體的部分被一起沖切掉的問(wèn)題。
12、在一些實(shí)施例中,第一部分的遠(yuǎn)離活性物質(zhì)涂覆部的第三邊緣,與第二部分的遠(yuǎn)離活性物質(zhì)涂覆部的第四邊緣之間的最大高向落差不超過(guò)2mm。
13、在上述技術(shù)方案中,在梯形的高度方向上的最大間距小于或等于2mm,使得第一部分與第二部分的重疊區(qū)域可以更大且更趨近梯形的極耳部的上底,便于極耳部與極柱或轉(zhuǎn)接片的焊接,便于獲得更大的焊印面積,有利于提高過(guò)流效率。
14、在一些實(shí)施例中,極耳部由活性物質(zhì)涂覆部的第一端部延伸出,第一層疊部與第二層疊部沿第一端部的長(zhǎng)度方向排列,在第一端部的長(zhǎng)度方向上,第一部分的長(zhǎng)度與第二部分的長(zhǎng)度相等。
15、在上述技術(shù)方案中,彎折之后的第一部分與第二部分可以具有更大的重疊面積,從而使得第二層疊部可以具有更大的可用面積與極柱或轉(zhuǎn)接片焊接,有利于增大焊印面積,以提高過(guò)流效率。
16、在一些實(shí)施例中,第一層疊部的兩側(cè)均設(shè)有第二層疊部。
17、在上述技術(shù)方案中,可以進(jìn)一步增大極耳部的可利用面積,有利于進(jìn)一步增大極耳部與極柱的電連接面積,進(jìn)一步提升過(guò)流效率,進(jìn)一步降低極耳部的材料浪費(fèi)。
18、在一些實(shí)施例中,第二部分的厚度沿著遠(yuǎn)離第一層疊部的方向呈減薄趨勢(shì),第一部分的厚度沿著遠(yuǎn)離第一層疊部的方向呈增厚趨勢(shì)。
19、在上述技術(shù)方案中,層疊之后的第一部分與第二部分構(gòu)成薄厚互補(bǔ),即第一部分的薄區(qū)與第二部分的厚區(qū)疊加,第一部分的厚區(qū)與第二部分的薄區(qū)疊加,以使錯(cuò)位區(qū)域可以通過(guò)彎折層疊,將厚度小的區(qū)域彎折至與厚度大的區(qū)域重疊,實(shí)現(xiàn)厚度補(bǔ)償,使得錯(cuò)位區(qū)域可以轉(zhuǎn)化為大致等厚的形式,從而利于增大極耳部與極柱或轉(zhuǎn)接片的焊接面積。
20、在一些實(shí)施例中,第一部分彎折疊置在第二部分的表面呈階梯變化的一側(cè)。
21、在上述技術(shù)方案中,第一部分和第二部分組成的第二層疊部,可以形成為內(nèi)部薄厚互補(bǔ),外部光滑平整的形式,以便于第二層疊部中多層極耳片的預(yù)焊連接,以及有利于第二層疊部的后續(xù)利用,例如便于極耳部與極柱的裝配,以及便于極耳部與極柱或轉(zhuǎn)接片的焊接。
22、在一些實(shí)施例中,第二層疊部的厚度方向上兩外層極耳片,與第一層疊部的厚度方向上兩外層極耳片分別同層設(shè)置。
23、在上述技術(shù)方案中,可以使得極耳部的整體外表面更加平整,從而便于極耳部中多層極耳片的預(yù)焊連接,以及有利于極耳部的后續(xù)利用,例如便于極耳部與極柱的裝配,以及便于極耳部與極柱或轉(zhuǎn)接片的焊接。
24、在一些實(shí)施例中,第二層疊部中彎折的多層極耳片的彎折部分與未彎折的多層極耳片層層對(duì)應(yīng)設(shè)置。
25、在上述技術(shù)方案中,由第一部分和第二部分組成的第二層疊部的厚度更加均勻,更加有利于第二層疊部中多層極耳片的預(yù)焊連接,以及有利于第二層疊部的后續(xù)利用,例如便于極耳部與極柱的裝配,以及便于極耳部與極柱或轉(zhuǎn)接片的焊接。
26、在一些實(shí)施例中,第二層疊部中同層設(shè)置的兩個(gè)極耳片的邊緣無(wú)縫拼接。
27、在上述技術(shù)方案中,可以減小第二層疊部中的空氣間隙,有利于提高第二層疊部的預(yù)焊質(zhì)量,而且有利于提升極耳部與極柱或轉(zhuǎn)接片的焊接良率。
28、在一些實(shí)施例中,第一部分與第二部分的多層極耳片焊接相連。
29、在上述技術(shù)方案中,可以簡(jiǎn)單且有效地將第二層疊部中的多層極耳片連接在一起,以便于極耳部的后續(xù)加工或利用,例如便于極耳部后續(xù)的整體焊接,又例如便于極耳部與極柱的裝配,以及便于極耳部與極柱或轉(zhuǎn)接片的焊接
30、在一些實(shí)施例中,極耳部中的多層極耳片通過(guò)焊印連接,焊印的一部分位于第一層疊部,其余部分位于第二層疊部。
31、在上述技術(shù)方案中,采用焊印連接第一層疊部和第二層疊部的極耳片,可以使得極耳部的結(jié)構(gòu)穩(wěn)定性更好,便于極耳部的后續(xù)利用,例如便于極耳部與極柱的裝配,以及便于極耳部與極柱或轉(zhuǎn)接片的焊接。
32、第二方面,本技術(shù)實(shí)施例還提供一種電池單體,包括:殼體、極柱和上述任一方案的電極組件,極柱設(shè)于殼體,活性物質(zhì)涂覆部收納于殼體,且極耳部與極柱電連接。
33、在上述技術(shù)方案中,可以擴(kuò)大極耳部與極柱的電連接面積,提高過(guò)流能力,并提高電池單體的整體加工效率。
34、在一些實(shí)施例中,極耳部的與極柱電連接的位置形成為連接部,連接部包括落在第一層疊部的部分,以及落在第二層疊部的部分。
35、在上述技術(shù)方案中,可以增大連接部的面積,有利于提高極耳部與極柱的電連接面積,以提高過(guò)流效率。
36、在一些實(shí)施例中,極柱上具有容納槽,極耳部的至少部分收納于容納槽內(nèi)。
37、在上述技術(shù)方案中,通過(guò)將極耳部的至少部分收納于容納槽內(nèi),使得極耳部的至少部分占用容納槽內(nèi)的空間,從而可以減少極耳部對(duì)殼體內(nèi)的空間占用,節(jié)省殼體內(nèi)的空間以收納更大體積的活性物質(zhì)涂覆部,從而有利于提高電池單體的能量密度,或者在電池單體的能量密度不變的情況下,有利于減小電池單體的尺寸。
38、在一些實(shí)施例中,殼體內(nèi)形成有容納腔,容納槽朝向遠(yuǎn)離容納腔的方向敞開(kāi),極柱上具有連通孔,連通孔貫穿容納槽的靠近容納腔的一側(cè)槽壁,且連通容納腔與容納槽,極耳部穿設(shè)于連通孔。
39、在上述技術(shù)方案中,當(dāng)向電池單體注入電解液時(shí),電解液可以注入到容納槽內(nèi),然后通過(guò)連通孔朝向容納腔流動(dòng),其中,容納槽可以起到緩存電解液的作用,以改善電解液的濺出、溢出等問(wèn)題。而且,容納槽的側(cè)壁可以在一定程度上阻擋電解液濺出,降低電解液對(duì)外部造成的污染,方便快速注液。而且,由于無(wú)需在殼體上單獨(dú)開(kāi)設(shè)注液通道,從而無(wú)需對(duì)殼體進(jìn)行特殊加工,有利于降低殼體的結(jié)構(gòu)復(fù)雜度和加工難度。
40、在一些實(shí)施例中,電池單體還包括極柱蓋板,極柱蓋板蓋設(shè)于極柱以遮蓋容納槽的槽口,極柱蓋板上具有與容納槽連通的注液孔,極柱蓋板上具有用于封堵注液孔的密封結(jié)構(gòu)。
41、在上述技術(shù)方案中,當(dāng)需要向電池單體注入電解液時(shí),先不向注液孔處安裝密封結(jié)構(gòu),或者密封結(jié)構(gòu)呈現(xiàn)打開(kāi)注液孔的狀態(tài),此時(shí)電解液可以通過(guò)注液孔注入到容納槽內(nèi)。并且在注液之后,可以向注液孔處安裝密封結(jié)構(gòu),或者將密封結(jié)構(gòu)切換為關(guān)閉注液孔的狀態(tài),從而密封關(guān)閉注液孔,以防止電解液外溢,且防止外部異物從注液孔處進(jìn)入容納腔內(nèi),從而提高電池單體的可靠性。由此,通過(guò)將注液孔加工在極柱蓋板上,開(kāi)孔相對(duì)較小且位置靠外,可以較為容易地通過(guò)密封結(jié)構(gòu)實(shí)現(xiàn)對(duì)注液入口的可靠密封,提高電池單體的工作可靠性,而且可以實(shí)現(xiàn)密封結(jié)構(gòu)的靈活多樣化設(shè)計(jì)。
42、第三方面,本技術(shù)實(shí)施例還提供一種電池,包括上述任一方案的電池單體。
43、在上述技術(shù)方案中,由于根據(jù)本技術(shù)實(shí)施例的電池單體的性能有所提升,從而有利于提高電池的性能。
44、第四方面,本技術(shù)實(shí)施例還提供一種用電裝置,包括上述任一方案的電池。
45、在上述技術(shù)方案中,由于電池的性能有所提升,因而有利于提升用電裝置的工作用電性能。
46、第五方面,本技術(shù)實(shí)施例還提供一種電極組件的加工方法,包括步驟:將與活性物質(zhì)涂覆部連接的多層極耳片層疊設(shè)置且部分錯(cuò)位;將多層極耳片的錯(cuò)位區(qū)域的第一部分,沿靠近極耳部中多層極耳片的重疊區(qū)域的方向,朝錯(cuò)位區(qū)域剩余的第二部分彎折,以使第一部分和第二部分層疊;使層疊的第一部分與第二部分中的多層極耳片連接形成第二層疊部,且使重疊區(qū)域中的多層極耳片連接形成第一層疊部;第一層疊部和第二層疊部共同形成電極組件的極耳部。
47、在上述技術(shù)方案中,通過(guò)對(duì)多層極耳片的錯(cuò)位區(qū)域進(jìn)行彎折層疊并連接,以實(shí)現(xiàn)對(duì)錯(cuò)位區(qū)域的再利用,改善多層極耳片的錯(cuò)位區(qū)域?qū)O耳部的后續(xù)裝配、以及對(duì)極耳部與極柱的后續(xù)焊接造成的不良影響。而且相比于將錯(cuò)位區(qū)域全部裁切掉而言,相當(dāng)于可以增大極耳部的超聲預(yù)焊面積,從而增大了極耳部與極柱焊接的焊印面積,從而有利于提高過(guò)流能力,提高電池單體的充放電效率。并且,由于無(wú)需采用切刀裁切極耳部的錯(cuò)位區(qū)域,從而省去了裁切工藝中調(diào)整切刀的時(shí)間,且電極組件的多個(gè)極耳部無(wú)需同步裁切而引入調(diào)整切刀的工序,進(jìn)而有利于提高電極組件的生產(chǎn)節(jié)拍和生產(chǎn)效率。此外,由于對(duì)多層極耳片的錯(cuò)位區(qū)域?qū)崿F(xiàn)了再利用,從而減少了材料浪費(fèi),提高了極耳部的材料利用率。
48、在一些實(shí)施例中,加工方法還包括步驟:對(duì)彎折后層疊設(shè)置的第一部分和第二部分中的多層極耳片焊接以形成第二層疊部。
49、在上述技術(shù)方案中,可以簡(jiǎn)單且有效地將第二層疊部中的多層極耳片連接在一起,以便于極耳部的后續(xù)加工或利用,例如便于極耳部后續(xù)的整體焊接,又例如便于極耳部與極柱的裝配,以及便于極耳部與極柱或轉(zhuǎn)接片的焊接。
50、在一些實(shí)施例中,加工方法還包括步驟:對(duì)極耳部焊接,使重疊區(qū)域的多層極耳片焊接形成第一層疊部,且使第一層疊部與第二層疊部通過(guò)焊印連接。
51、在上述技術(shù)方案中,采用焊印連接第一層疊部和第二層疊部的極耳片,可以使得極耳部的結(jié)構(gòu)穩(wěn)定性更好,以便于極耳部的后續(xù)利用,例如便于極耳部與極柱的裝配,以及便于極耳部與極柱或轉(zhuǎn)接片的焊接。
- 還沒(méi)有人留言評(píng)論。精彩留言會(huì)獲得點(diǎn)贊!