一種塑料鉆削用的切削刀具的制作方法
本技術屬于鉆削刀具,具體涉及一種塑料鉆削用的切削刀具。
背景技術:
1、現有技術中,在對塑料材料進行切削時,往往通用的采用金屬鉆削用的螺旋鉆削刀具,這種主要用于金屬等硬質材料的鉆屑,為了保證對刀具對硬質材料加工時的強度,往往會將刀具螺旋角度設計為35度、刀具刃背寬度設計1.4mm。但是,這種螺旋刀具在對abs,pp,pe等塑料材料進行加工時,由于塑料材料碎屑易發生團卷、不易斷裂的特性,容易發生排屑能力不足,塑料碎屑堵塞螺旋槽,影響塑料加工效率的問題,特別是在高轉速的切削加工中,該問題更為突出,嚴重影響加工速度和加工質量。
2、為此,有必要專用于塑料加工的切削刀具。
技術實現思路
1、為了解決現有技術存在的上述問題,本方案提供了一種塑料鉆削用的切削刀具。
2、本實用新型所采用的技術方案為:
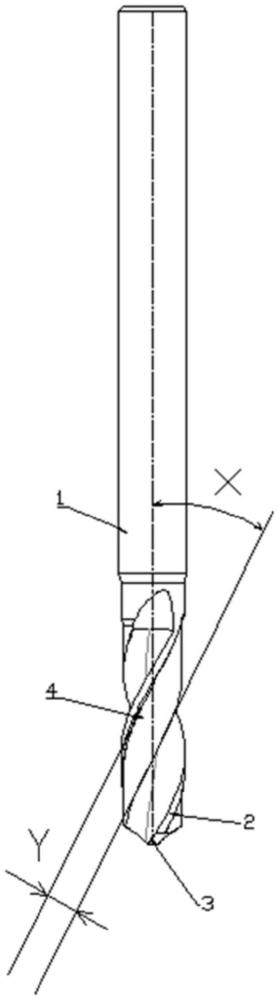
3、一種塑料鉆削用的切削刀具,包括鉆柄和鉆體;所述鉆柄連接于鉆體的前端;所述鉆體上具有螺旋槽和螺旋形的刃背,所述刃背的一側設置刃帶,在刃帶遠離刃背的一側設置副刀刃;所述螺旋槽的螺旋度為20°±1°;所述刃背的寬度為1.25mm±0.01mm。
4、作為上述切削刀具的備選或補充:在鉆體的前端設置于鉆尖,在鉆尖處設置有切削刃,切削刃的后角為13°,切削刃的前角為5°。
5、作為上述切削刀具的備選或補充:所述鉆體的長度為10cm。
6、作為上述切削刀具的備選或補充:所述螺旋槽長度為13cm。
7、作為上述切削刀具的備選或補充:鉆體前端的橫刃長度為0.06mm。
8、作為上述切削刀具的備選或補充:所述鉆柄和鉆體的直徑為3mm。
9、作為上述切削刀具的備選或補充:切削刀具的總長為38.5mm。
10、本實用新型的有益效果為:
11、1、本方案中的切削刀具的材質是由鎢,鈷,碳等元素組成的合金材料;因這種材料具有高硬度,高耐磨性,耐熱耐腐蝕性,以及良好的抗沖擊性,能夠有效的切削刀具的結構強度;
12、2、主軸轉速在30000rpm及以上可以實現高速高效切削性能,特別在加工塑膠產品(產品材質為:abs,pp,pe等)極具高速高效切削能力和優良的排屑性能。
技術特征:
1.一種塑料鉆削用的切削刀具,其特征在于:包括鉆柄(1)和鉆體;所述鉆柄(1)連接于鉆體的前端;所述鉆體上具有螺旋槽和螺旋形的刃背(4),所述刃背(4)的一側設置刃帶(2),在刃帶(2)遠離刃背(4)的一側設置副刀刃;所述螺旋槽的螺旋度為20°±1°;所述刃背(4)的寬度為1.25mm±0.01mm。
2.根據權利要求1所述的塑料鉆削用的切削刀具,其特征在于:在鉆體的前端設置于鉆尖,在鉆尖處設置有切削刃,切削刃的后角為13°,切削刃的前角為5°。
3.根據權利要求1所述的塑料鉆削用的切削刀具,其特征在于:所述鉆體的長度為10cm。
4.根據權利要求1所述的塑料鉆削用的切削刀具,其特征在于:所述螺旋槽長度為13cm。
5.根據權利要求1所述的塑料鉆削用的切削刀具,其特征在于:鉆體前端的橫刃長度為0.06mm。
6.根據權利要求1所述的塑料鉆削用的切削刀具,其特征在于:所述鉆柄(1)和鉆體的直徑為3mm。
7.根據權利要求1所述的塑料鉆削用的切削刀具,其特征在于:切削刀具的總長為38.5mm。
技術總結
本技術屬于鉆削刀具技術領域,包括鉆柄和鉆體;所述鉆柄連接于鉆體的前端;所述鉆體上具有螺旋槽和螺旋形的刃背,所述刃背的一側設置刃帶,在刃帶遠離刃背的一側設置副刀刃;所述螺旋槽的螺旋度為20°±1°;所述刃背的寬度為1.25mm±0.01mm。切削刀具的材質是由鎢,鈷,碳等元素組成的合金材料。因這種材料具有高硬度,高耐磨性,耐熱耐腐蝕性,以及良好的抗沖擊性,主軸轉速在30000rpm及以上可以實現高速高效切削性能,特別在加工塑膠產品(產品材質為:ABS,PP,PE等)極具高速高效切削能力和優良的排屑性能。
技術研發人員:項興,焦揚,張邦權,鄧燕平,韋嗣明,盧旭華,鄧烘湛,陸漢坤,葉偉強,周壽福,葉建波
受保護的技術使用者:偉創力制造(珠海)有限公司
技術研發日:20240709
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!