一種對位芳綸纖維連續(xù)紡絲裝置及控制方法與流程
本發(fā)明涉及對位芳綸纖維生產(chǎn)工藝,具體為一種對位芳綸纖維連續(xù)紡絲裝置及控制方法。
背景技術(shù):
1、對位芳綸纖維即聚對苯二甲酰對苯二胺纖維(以下簡稱ppta纖維)具有高強(qiáng)度、高模量、耐高溫、耐酸堿、質(zhì)量輕等優(yōu)異的物化性能,被廣泛應(yīng)用于航空航天等軍事領(lǐng)域和民用領(lǐng)域,其作為增強(qiáng)材料在復(fù)合材料中也具有廣泛的應(yīng)用。
2、對位芳綸纖維的生產(chǎn)工藝主要包括聚合工藝、紡絲工藝,其中聚合工藝主要生產(chǎn)紡絲需要的ppta樹脂,紡絲工藝將ppta樹脂溶解于濃硫酸中,在高溫(80~90℃)下形成ppta/濃硫酸液晶漿液,在比較高的剪切力作用下,以干噴方式將液晶漿液高速噴出,經(jīng)過水洗、干燥以及后續(xù)的熱處理,得到對位芳綸纖維。
3、對位芳綸纖維的強(qiáng)度是其產(chǎn)品性能的最主要參數(shù),根據(jù)纖維的強(qiáng)度不同,將其應(yīng)用于不同的工業(yè)領(lǐng)域,比如民用領(lǐng)域的對位芳綸纖維強(qiáng)度在20-23cn/dtex,軍用領(lǐng)域的對位芳綸纖維一般要求強(qiáng)度在23cn/dtex以上。此外,對位芳綸纖維強(qiáng)度的一致性也是對位芳綸纖維的一個(gè)重要參數(shù),即要求在一定長度范圍內(nèi)對位芳綸纖維強(qiáng)度的波動范圍越小越好。
4、對位芳綸纖維的強(qiáng)度主要受到聚合物樹脂粘度(或聚合物分子量大小)以及紡絲環(huán)境兩方面因素的影響。其中聚合物樹脂粘度是主要因素,聚合物樹脂粘度是聚合物分子量的宏觀表現(xiàn)形式,隨著相對分子質(zhì)量的增加,纖維的強(qiáng)度和模量通常也會增加。這是因?yàn)楦叻肿恿康木酆衔镦湼L,分子間的相互作用力更強(qiáng),從而提高了纖維的力學(xué)性能。紡絲環(huán)境因素是一個(gè)綜合因素,包括噴絲頭拉伸比ssf和熱處理工藝等,其中ssf的大小會影響纖維的拉伸流動取向,從而影響纖維的強(qiáng)度。ssf越大,纖維的拉伸流動取向越強(qiáng),纖維強(qiáng)度越高。熱處理溫度、熱處理張力、熱處理時(shí)間等都會影響纖維的模量和強(qiáng)度。
5、目前連續(xù)生產(chǎn)確定強(qiáng)度對位芳綸纖維是一個(gè)行業(yè)難題,原因在于,聚合物樹脂粘度的無法控制,而紡絲環(huán)境相對容易控制。聚合工藝雖然原理簡單,但是,由于單體活性高,反應(yīng)速度很快,而且ppta在溶劑中的溶解性隨分子量的增長而逐漸降低,所以?ppta聚合的影響因素很多。主要的影響因素有:原料純度、溶劑體系、水分含量、單體比例、單體濃度、酸吸收劑、反應(yīng)溫度與時(shí)間、加料方式、攪拌與剪切等。
6、現(xiàn)有對位芳綸纖維生產(chǎn)工藝流程如下:聚合工藝生產(chǎn)ppta樹脂,ppta樹脂檢測后存入罐區(qū),罐區(qū)輸送ppta樹脂到紡絲車間進(jìn)行紡絲,得到成品纖維后進(jìn)行強(qiáng)度檢測,按照檢測結(jié)果對成品纖維進(jìn)行分類,庫管人員根據(jù)銷售訂單選取符合強(qiáng)度要求的產(chǎn)品出庫。現(xiàn)有生產(chǎn)流程中存在以下問題:
7、1、成品纖維庫存積壓問題,由于聚合庫存物料粘度不同,進(jìn)入紡絲紡絲工藝后,生產(chǎn)的成品纖維強(qiáng)度不同,而對應(yīng)的銷售只需要指定強(qiáng)度范圍的纖維,因此會導(dǎo)致大量的成品纖維庫存,需要等待不同強(qiáng)度要求的訂單來消化庫存,從而造成生產(chǎn)成本增加。
8、2、聚合物料庫存積壓問題,如果根據(jù)訂單需求,選取相應(yīng)粘度的聚合物進(jìn)行紡絲,則可以生產(chǎn)出符合強(qiáng)度要求的對位芳綸纖維,但是如前所述,由于聚合反應(yīng)的不確定性,其生產(chǎn)的聚合物的粘度也不是確定的,紡絲只選取符合粘度要求的聚合物則會導(dǎo)致大量其他粘度聚合物的積壓,也會導(dǎo)致生產(chǎn)成本的增加。
技術(shù)實(shí)現(xiàn)思路
1、本發(fā)明的目的在于提供一種對位芳綸纖維連續(xù)紡絲裝置及控制方法,以解決上述背景技術(shù)中提出的問題。
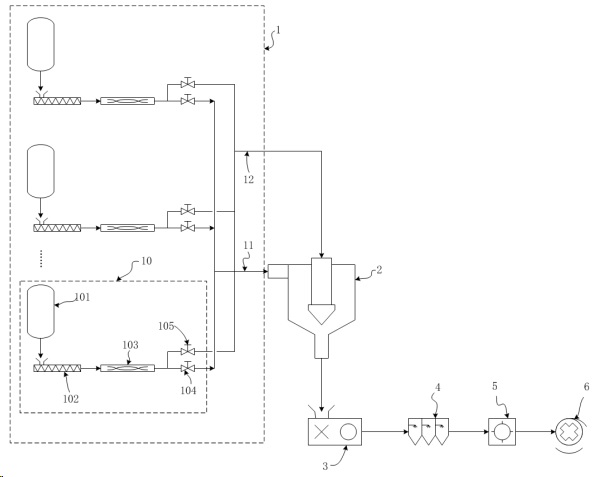
2、本發(fā)明提供一種對位芳綸纖維連續(xù)紡絲裝置,包括:
3、供料組件,用于提供符合紡絲粘度和數(shù)量要求的聚合物料,
4、混合組件,對所述供料組件提供的物料進(jìn)行混合,
5、捏合機(jī),將所述混合組件提供的物料與濃硫酸進(jìn)行混合形成紡絲原液,
6、噴絲機(jī),對紡絲原液進(jìn)行紡絲形成初生纖維,
7、水洗機(jī),對初生纖維進(jìn)行洗滌處理,
8、烘干機(jī),對洗滌后的初生纖維進(jìn)行烘干處理形成成品纖維,
9、控制器,結(jié)合控制方法對本紡絲裝置運(yùn)行狀態(tài)進(jìn)行控制,
10、所述供料組件包括多個(gè)供料回路,所述多個(gè)供料回路可以提供不同粘度的聚合物料,所述供料回路的輸出端與所述混合組件的輸入端連接,所述混合組件對所述供料回路輸入的不同粘度的聚合物料進(jìn)行混合。
11、作為本發(fā)明的進(jìn)一步實(shí)施方式,一種對位芳綸纖維連續(xù)紡絲裝置,還包括第一管道和第二管道,所述第一管道和第二管道的一端分別與所述供料回路末端連接,其另一端與所述混合組件連接,所述供料回路與所述第一管道和第二管道之間設(shè)置有控制閥門用于管道選擇。
12、作為本發(fā)明的進(jìn)一步實(shí)施方式,供料回路包括:
13、料倉,用于儲存不同粘度的聚合物料,
14、失重稱,安裝在所述料倉出口,用于計(jì)量輸出物料流量,
15、氣力輸送裝置,與所述失重稱出口連接,用于輸送聚合物料,所述氣力輸送裝置的出口通過第一閥門與所述第一管道連接,所述氣力輸送裝置的出口通過第二閥門與所述第二管道連接。
16、作為本發(fā)明的進(jìn)一步實(shí)施方式,混合組件包括旋風(fēng)筒、第二進(jìn)料管和噴頭,所述旋風(fēng)筒外側(cè)設(shè)有第一進(jìn)料管,所述第一進(jìn)料管與第一管道連接,所述噴頭安裝在所述旋風(fēng)筒內(nèi),所述噴頭通過所述第二進(jìn)料管與所述第二管道連接。
17、作為本發(fā)明的進(jìn)一步實(shí)施方式,旋風(fēng)筒上部為直筒,所述直筒的頂部設(shè)置有蓋板,所述直筒的外側(cè)延切線方向與所述第一進(jìn)料管連通,所述所述直筒的底部與錐形桶連接,所述錐形桶小端朝下,所述錐形桶的下端與下料口連接,所述下料口與所述捏合機(jī)的進(jìn)料口連接。
18、作為本發(fā)明的進(jìn)一步實(shí)施方式,蓋板上還設(shè)置有排氣孔,所述排氣孔的出口設(shè)置有氣濾。
19、作為本發(fā)明的進(jìn)一步實(shí)施方式,噴頭包括噴頭本體,所述噴頭本體為錐形結(jié)構(gòu),所述噴頭本體內(nèi)設(shè)置有多個(gè)氣道,所述氣道進(jìn)口設(shè)置在所述噴頭本體的錐形底面,其出口設(shè)置在所述噴頭本體的側(cè)面。
20、作為本發(fā)明的進(jìn)一步實(shí)施方式,氣道為螺旋型氣道,多個(gè)所述氣道沿所述噴頭中軸線圓周陣列。
21、作為本發(fā)明的進(jìn)一步實(shí)施方式,噴頭還包括導(dǎo)流體,所述導(dǎo)流體為錐形結(jié)構(gòu),所述導(dǎo)流體的底面安裝在所述噴頭本體的錐形底面中心,用于將第二進(jìn)料管內(nèi)的氣流分散到多個(gè)氣道中。
22、作為本發(fā)明的進(jìn)一步實(shí)施方式,噴頭可旋轉(zhuǎn)的安裝在所述第二進(jìn)料管末端。
23、作為本發(fā)明的進(jìn)一步實(shí)施方式,混合組件還包括軸承,所述軸承安裝在所述第二進(jìn)料管末端外側(cè),所述噴頭本體底面上方還設(shè)置有安裝部,所述安裝部套設(shè)在所述軸承的外圓,并通過法蘭固定。
24、作為本發(fā)明的進(jìn)一步實(shí)施方式,錐形桶內(nèi)壁設(shè)置有擾流體。
25、本發(fā)明還提供使用上述對位芳綸連續(xù)紡絲裝置的控制方法,其步驟包括:
26、步驟s1,獲取所有料倉內(nèi)聚合物料的粘度數(shù)據(jù)和存量數(shù)據(jù),并按照粘度大小排序后存入字典d[ki]中,其中ki為料倉內(nèi)物料的粘度值,d[ki]為粘度ki物料的存量值;
27、步驟s2,獲取紡絲工藝要求生產(chǎn)的目標(biāo)纖維產(chǎn)量和目標(biāo)纖維的強(qiáng)度要求,根據(jù)目標(biāo)纖維產(chǎn)量和目標(biāo)纖維的強(qiáng)度要求獲得聚合物料的目標(biāo)粘度η和單位目標(biāo)質(zhì)量m;
28、步驟s3,判斷字典d[ki]中是否存在ki=η,且存量值d[ki]>0,若判斷結(jié)果為真,執(zhí)行步驟s5,否則執(zhí)行步驟s4;
29、步驟s4,對現(xiàn)有料倉內(nèi)聚合物料按比例進(jìn)行組合后下料;
30、步驟s5,下料。
31、步驟s4中聚合物料組合的方法如下:
32、步驟s41,獲取字典d[ki]中粘度大于目標(biāo)粘度η且存量值最大的第一粘度η1,選取粘度為η1的料倉作為第一料倉;
33、步驟s42,獲取字典d[ki]中粘度小于目標(biāo)粘度η且存量值最大的第一粘度η2,選取粘度為η2的料倉作為第二料倉;
34、步驟s43,計(jì)算第一料倉的單位下料量和第二料倉的的單位下料量分別通過以下公式計(jì)算:
35、m1=(η-η2)m/(η1-η2);
36、m2=(η1-η)m/(η1-η2);
37、其中,
38、m1為第一料倉的單位下料量;
39、m2為第二料倉的單位下料量。
40、作為本發(fā)明的進(jìn)一步實(shí)施方式,一種對位芳綸連續(xù)紡絲的控制方法,將步驟s43計(jì)算得到的第一料倉的單位下料量m1和第二料倉的單位下料量m2進(jìn)行比較,將兩者中的最大值對應(yīng)的聚合物料通過所屬第一進(jìn)料管217進(jìn)入混合器,并將最小值對應(yīng)的聚合物料通過第二進(jìn)料管進(jìn)入混合器。
41、與現(xiàn)有技術(shù)相比,本發(fā)明的有益效果:
42、本發(fā)明對芳綸紡絲工藝的進(jìn)料方式進(jìn)行改進(jìn),通過不同粘度原料組合實(shí)現(xiàn)連續(xù)穩(wěn)定紡絲,降低了紡絲工藝對聚合原料的粘度要求,實(shí)現(xiàn)了現(xiàn)有對位芳綸生產(chǎn)工藝中聚合工藝和紡絲工藝的解耦。為實(shí)現(xiàn)上述技術(shù)效果,本發(fā)明中還提供了用戶混合不同粘度物料的混合裝置和混合方法,一方面可以提高混合效率和混合質(zhì)量確保紡絲產(chǎn)品的強(qiáng)度符合要求,另一方面可以減少聚合后端庫存降低成本。
- 還沒有人留言評論。精彩留言會獲得點(diǎn)贊!