刮削加工裝置以及刮削加工方法與流程
本發明涉及用于自動進行刮削加工的技術。
背景技術:
1、為了提高具有移動部的機床等的滑動面的平面度而降低滑動摩擦系數,對該滑動面進行刮削加工(也稱為“刮研(scraping)加工”)。刮削加工是金屬加工的一種,以往,在被加工物(工件)的加工對象面(被加工面)涂布紅丹(鉛丹)、顏料,作業者使用前端寬且為鑿子狀(刮板狀)的刮削工具(刮刀),一邊觀察顏色的不同一邊通過手工作業進行削去凸部的作業。
2、刮削加工的初衷是將滑動面精加工成高精度的平面,但由于因該刮削加工形成在滑動面的微米級的微小凹陷起到在滑動時的潤滑油的油槽的作用,因此具有提高滑動面的潤滑性而防止滑動時的粘合(緊貼,wringing)的效果。然而,由作業者的手工作業進行的刮削加工是要求熟練度的作業,而且,也是非常繁重的勞動。
3、與此相關地,還提出了一種對刮刀的動作進行自動控制而對被加工物的加工對象面進行刮削加工的自動刮削加工裝置。例如,專利文獻1公開了如下結構:在使刮刀的刀尖抵接或者離開被加工面時,使刮刀以刮刀的軌道與被加工面形成銳角的方式移動的結構。
4、(現有技術文獻)
5、(專利文獻)
6、專利文獻1:國際公開wo2022/054674號
技術實現思路
1、(發明所要解決的問題)
2、然而,在上述的結構中,刮刀以彎曲的狀態對加工對象物進行加工,因此,在刀尖離開加工對象面時,刮刀的彎曲被解除的同時刀尖移動。因此,刀尖會因刮刀的軌道而沿加工方向的相反方向移動。于是,無法加工至所計劃的長度而產生切削殘留,或者在加工路徑的終點附近容易產生毛刺。
3、本發明是鑒于上述問題而提出的,涉及進行刮削加工的刮削加工裝置,其目的在于提供一種抑制加工對象面的切削殘留、毛刺的產生的技術。
4、(解決問題所采用的措施)
5、(方式一)
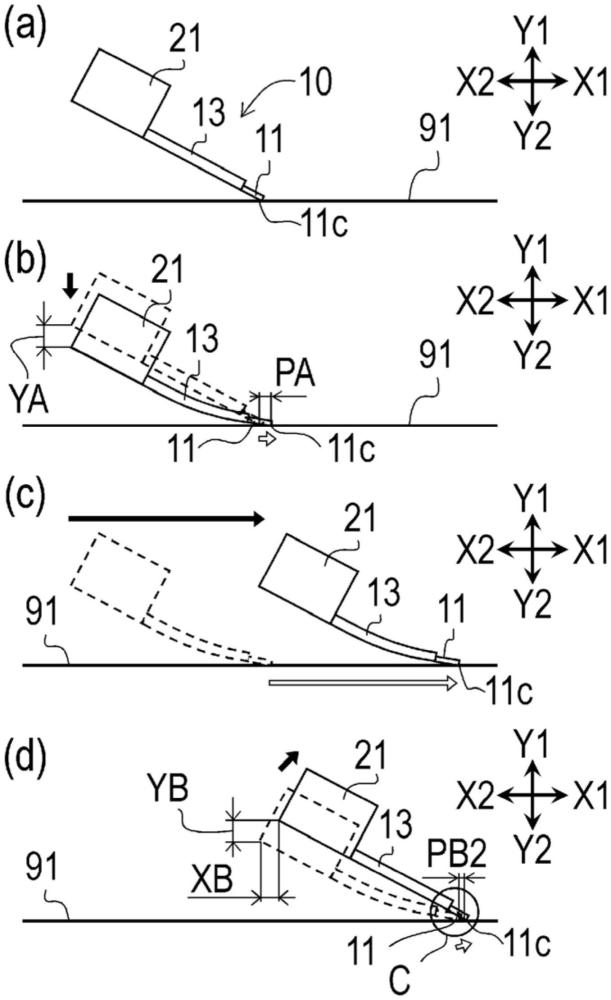
6、為了解決上述問題,本發明的方式一所涉及的刮削加工裝置具備:加工用機器人,其保持具有刃部和設置有刃部的可撓性的柄部的刮刀而使所述刮刀進行動作;以及控制裝置,其根據加工指示數據來控制所述加工用機器人,從使所述刃部抵接在被加工物的加工對象面的狀態起使所述柄部向靠近所述加工對象面的方向移動,由此,使所述柄部以所述刃部向沿著所述加工對象面的加工方向移動的方式彎曲,在所述柄部彎曲的狀態下使所述柄部向所述加工方向移動,從而對所述加工對象面進行刮削加工,其中,所述控制裝置對所述加工用機器人進行控制,從而在使所述刃部離開所述加工對象面時,基于所述刃部因所述柄部的彈性變形而移動的量來使所述柄部向所述加工方向移動規定量,并同時使所述柄部向離開所述加工對象面的方向移動。
7、(方式二)
8、在上述方式一中,所述規定量可以大于或等于以下的量:在所述刮削加工中,從所述刃部開始抵接于所述加工對象面的狀態起,所述柄部向靠近所述加工對象面的方向移動而所述柄部的彎曲完畢時的所述刃部向所述加工方向移動的量。
9、(方式三)
10、在上述方式一或二中,所述控制裝置可以在所述刃部離開所述加工對象面為止使所述柄部向所述加工方向移動所述規定量。
11、(方式四)
12、在上述方式一~三中的任一方式中,在與所述加工對象面垂直的方向上,若將從所述刃部抵接于所述加工對象面的狀態起所述柄部向所述加工對象面移動的量設為壓入量,則所述控制裝置可以對所述加工用機器人進行控制,從而在所述刮削加工中使所述刃部離開所述加工對象面時,在使所述柄部在所述垂直的方向上向離開所述加工對象面的方向移動所述壓入量的期間,使所述柄部向所述加工方向移動所述規定量。
13、(方式五)
14、在上述方式一~四中的任一方式中,所述柄部為大致帶板形狀,在長度方向的一端設置有所述刃部,所述控制裝置可以在所述刮削加工中對所述刮刀的朝向進行控制,從而使所述刃部位于所述刮刀的所述加工方向的前端。
15、(方式六)
16、在上述方式一~五中的任一方式中,所述刃部可以可交換地安裝于所述柄部。
17、(方式七)
18、在上述方式一~六中的任一方式中,所述加工用機器人可以構成為能夠調整面向于所述刃部的所述加工對象面的面和所述加工對象面所成的切入角。
19、(方式八)
20、為了解決上述問題,本發明的方式八所涉及的刮削加工方法為由刮削加工裝置執行,所述刮削加工裝置具備:加工用機器人,其保持具有刃部和設置有刃部的可撓性的柄部的刮刀而使所述刮刀進行動作;以及控制裝置,其根據加工指示數據來控制所述加工用機器人,所述刮削加工裝置對被加工物的加工對象面進行刮削加工,其中,在所述刮削加工中,所述控制裝置對所述加工用機器人進行控制而執行如下步驟:從使所述刃部抵接于所述加工對象面的狀態起使所述柄部向靠近所述加工對象面的方向移動,由此,使所述柄部以所述刃部向沿著所述加工對象面的加工方向移動的方式彎曲;在所述柄部彎曲的狀態下使所述柄部向所述加工方向移動,從而在使所述刃部離開所述加工對象面時,基于所述刃部因所述柄部的彈性變形而移動的量來使所述柄部向所述加工方向移動規定量,同時使所述柄部向離開所述加工對象面的方向移動。
21、(方式九)
22、在上述方式八中,所述規定量可以大于或等于以下的量:在所述刮削加工中,從所述刃部開始抵接于所述加工對象面的狀態起,所述柄部向靠近所述加工對象面的方向移動而所述柄部的彎曲完畢時的所述刃部向所述加工方向移動的量。
23、(方式十)
24、在上述方式八或九中,所述刃部的切削刃為刃寬度方向的中央部為凸的圓弧形狀,所述刮削加工方法可以包括:第一加工,在將從與所述加工對象面垂直的方向觀察時的所述刃部的所述刃寬度方向的中心線和所述加工方向所成的角度設為第一角度的狀態下,使所述切削刃的第一抵接部抵接在所述加工對象面而加工所述加工對象面;以及第二加工,在將所述角度設為與所述第一角度不同的第二角度的狀態下,使所述切削刃的位于與所述第一抵接部不同的位置的第二抵接部抵接在所述加工對象面而加工所述加工對象面。
25、(發明的效果)
26、根據本發明,涉及進行刮削加工的刮削加工裝置,能夠提供一種抑制加工對象面的切削殘留、毛刺的產生的技術。
技術特征:
1.一種刮削加工裝置,其具備:
2.根據權利要求1所述的刮削加工裝置,其中,
3.根據權利要求1所述的刮削加工裝置,其中,
4.根據權利要求1所述的刮削加工裝置,其中,
5.根據權利要求1所述的刮削加工裝置,其中,
6.根據權利要求1所述的刮削加工裝置,其中,
7.根據權利要求1所述的刮削加工裝置,其中,
8.一種刮削加工方法,其由刮削加工裝置執行,所述刮削加工裝置具備:加工用機器人,其保持具有刃部和設置有所述刃部的可撓性的柄部的刮刀而使所述刮刀進行動作;以及控制裝置,其根據加工指示數據來控制所述加工用機器人的,所述刮削加工裝置對被加工物的加工對象面進行刮削加工,其特征在于,
9.根據權利要求8所述的刮削加工方法,其中,
10.根據權利要求8所述的刮削加工方法,其中,
技術總結
刮削加工裝置具備:加工用機器人,其保持具有刃部(11)和設置有所述刃部的可撓性的柄部(13)的刮刀而使所述刮刀進行動作;以及控制裝置,其根據加工指示數據來控制加工用機器人,刮削加工裝置在柄部(13)彎曲的狀態下使柄部(13)向加工方向移動而對加工對象面(91)進行刮削加工,控制裝置對加工用機器人進行控制,從而在使刃部(11)離開加工對象面(91)時,基于刃部(11)因柄部(13)的彈性變形而移動的量來使柄部(13)向加工方向移動規定量,并同時使柄部(13)向離開加工對象面(91)的方向移動。
技術研發人員:町田港,三橋正,佐藤雅浩,松本健志
受保護的技術使用者:西鐵城時計株式會社
技術研發日:
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!