一種消失模加工用銑刀的制作方法
本技術涉及機械加工領域,特別是涉及用于消失模材料加工的銑刀。
背景技術:
1、消失模鑄造,是使用消失模模型來模擬鑄件的原形,將模型埋在干石英砂中并進行振動造型,然后在負壓下澆注金屬液的鑄造方式。由于高溫的作用,消失模模型在金屬液的作用下迅速氣化或分解,金屬液則占據原模型的空間,并最終凝固形成鑄件。消失模鑄造具有精度高、表面光潔度高的優勢,特別適合于精密金屬部件的鑄造。但是,由于消失模材料特性,消失模模樣在加工過程中會產生大量廢屑,現有銑刀在機床主軸的高速運轉下,廢屑無法及時排出,導致加工表面越加越粗糙,甚至要新增一道精銑程序,從而降低加工效率,影響鑄件質量。
技術實現思路
1、基于此,有必要針對消失模加工過程中廢屑無法及時排出的技術問題,提供一種可有效提高消失模加工質量和加工效率的銑刀。
2、為了解決上述問題,本實用新型采用下述技術方案:
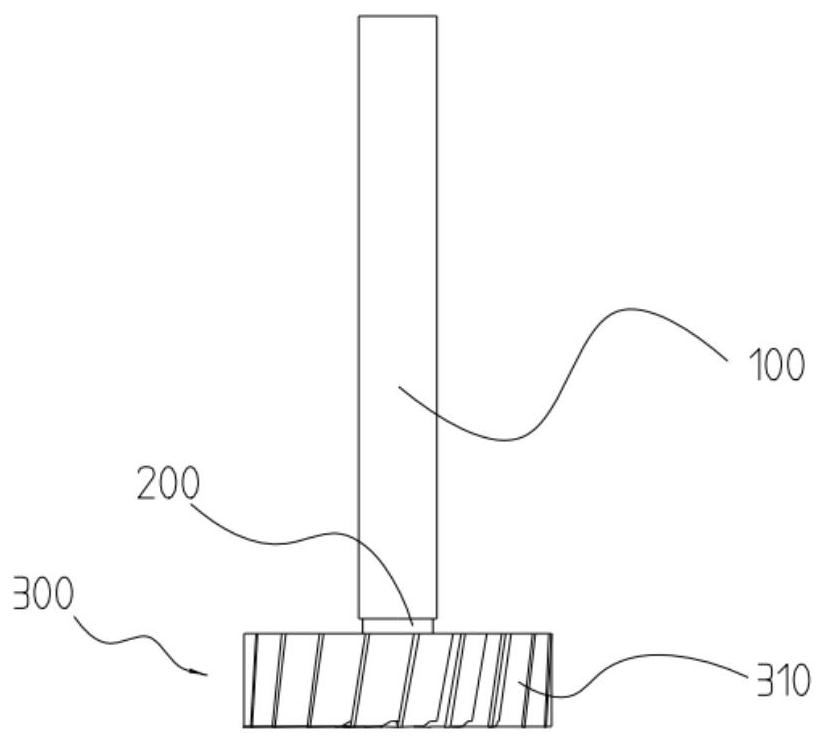
3、本實用新型實施例公開一種消失模加工用銑刀,包括刀柄、刀頭和連接部,所述刀頭沿周均勻間隔設置有多個刀刃,所述刀刃的前端面和外側面為工作面,所述刀刃的內側端設置有排屑槽;所述刀頭通過所述連接部于所述刀柄同軸相連;所述刀柄安裝于機床上,帶動所述刀頭旋轉形成切削面;所述刀頭繞軸均勻間隔設置有多個排屑孔,所述排屑孔的軸心與所述刀頭的軸心平行。
4、在其中一種實施例中,所述刀刃的外側面設置有前刃和后刃,所述前刃與所述后刃固定連接,所述后刃、所述后刃的下一前刃以及所述刀頭之間形成排屑槽。
5、在其中一種實施例中,所述前刃設置有立面,所述后刃設置有斜面,所述立面和所述斜面之間的夾角為30°。
6、在其中一種實施例中,所述刀刃的前端面設置有槽刃和和斜刃,所述斜刃設置于相鄰槽刃的槽口之間,所述槽刃的側立面與所述斜刃的外斜面之間的夾角為85°。
7、在其中一種實施例中,所述刀頭的前端設置有空槽,所述空槽中心與所述刀頭軸心重合。
8、在其中一種實施例中,所述排屑孔的入口端設置于所述空槽的槽底,所述排屑孔的出口端設置于所述刀頭的后端面。
9、在其中一種實施例中,所述空槽底部中心處設置有圓滑凹槽,用于加工產生的消失模碎屑回轉入所述排屑孔。
10、在其中一種實施例中,所述刀刃的高度為所述刀頭直徑的1/3~1/2。
11、在其中一種實施例中,所述銑刀的材質為高速鋼。
12、本實用新型采用的技術方案能夠達到以下有益效果:
13、本實用新型公開的消失模加工用銑刀,排屑槽配合排屑孔進行排屑,加工過程中產生的廢屑可以全部排出,有效提高加工精度和加工效率。消失模模型一次加工成型,無需額外進行精加工工序,加工效率提高一倍以上;并且模型加工組裝完成后,加工面無需再進行后序處理,模具加工精度和表面光潔度良好。
技術特征:
1.一種消失模加工用銑刀,其特征在于,包括刀柄、刀頭和連接部,所述刀頭沿周均勻間隔設置有多個刀刃,所述刀刃的前端面和外側面為工作面,每兩個刀刃之間設置有排屑槽;所述刀頭通過所述連接部與所述刀柄同軸相連;所述刀柄安裝于機床上;
2.根據權利要求1所述的消失模加工用銑刀,其特征在于,所述刀刃的外側面設置有前刃和后刃,所述前刃與所述后刃固定連接,所述后刃、所述后刃的下一前刃以及所述刀頭之間形成排屑槽。
3.根據權利要求2所述的消失模加工用銑刀,其特征在于,所述前刃設置有立面,所述后刃設置有斜面,所述立面和所述斜面之間的夾角為30°。
4.根據權利要求1所述的消失模加工用銑刀,其特征在于,所述刀刃的前端面設置有槽刃和和斜刃,所述斜刃設置于相鄰槽刃的槽口之間,所述槽刃的側立面與所述斜刃的外斜面之間的夾角為85°。
5.根據權利要求1所述的消失模加工用銑刀,其特征在于,所述刀頭的前端設置有空槽,所述空槽中心與所述刀頭軸心重合。
6.根據權利要求5所述的消失模加工用銑刀,其特征在于,所述排屑孔的入口端設置于所述空槽的槽底,所述排屑孔的出口端設置于所述刀頭的后端面。
7.根據權利要求6所述的消失模加工用銑刀,其特征在于,所述空槽底部中心處設置有圓滑凹槽,用于加工產生的消失模碎屑回轉入所述排屑孔。
8.根據權利要求1-7任一項所述的消失模加工用銑刀,其特征在于,所述刀刃的高度為所述刀頭直徑的1/3~1/2。
技術總結
本技術涉及一種消失模加工用銑刀,包括刀柄、刀頭和連接部,所述刀頭沿周均勻間隔設置有多個刀刃,所述刀刃的前端面和外側面為工作面,每兩個刀刃之間設置有排屑槽;所述刀頭通過所述連接部與所述刀柄同軸相連;所述刀柄安裝于機床上;所述刀頭繞軸均勻間隔設置有多個排屑孔,所述排屑孔的軸心與所述刀頭的軸心平行。本技術公開的消失模加工用銑刀,排屑槽配合排屑孔進行排屑,加工過程中產生的廢屑可以全部排出,有效提高加工精度和加工效率。消失模模型一次加工成型,無需額外進行精加工工序,加工效率提高一倍以上;并且模型加工組裝完成后,加工面無需再進行后序處理,模具加工精度和表面光潔度良好。
技術研發人員:張海霞,王世琴,梁柱,戴海燕,劉東,蘇少靜
受保護的技術使用者:共享裝備股份有限公司
技術研發日:20240429
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!