一種鋁合金艙體帶筋板攪拌摩擦焊焊接裝置的制作方法
本技術涉及鋁合金產品深加工制造領域,具體為一種鋁合金艙體帶筋板攪拌摩擦焊焊接裝置。
背景技術:
1、鋁合金相比于鋼材具有一個明顯的特點就是其良好的可塑性,能夠通過擠壓成型的方式生產通過軋制方法或者焊接方法難以制成的復雜截面型材,因此可以獲得更加合理的構件截面形式;其中具有代表性的構件就是鋁合金整體壁板,也稱鋁合金帶筋板,這種板材在生產的過程中將板材與板上的帶材同步擠壓成型,這樣在實際應用中就省去了帶材的生產和裝配等過程,能極大提高船體結構的生產效率。鋁合金帶筋板結構是一種典型的鋁合金板架結構,主要有切口式和懸掛式兩種板架形式。
2、一般方艙的組成系統包括艙體結構和內飾系統,其中艙體結構為艙體鋁結構,采用大斷面的鋁合金擠壓型進行整裝焊接,主要由底架、頂棚、側墻、端墻組成,其結構采用鋁合金帶筋板拼焊組成。目前在鋁合金艙體結構制造中,攪拌摩擦焊主要應用于不同規格帶筋板對接拼焊,焊接裝置均采用簡易式焊接裝夾裝置,現有技術中存在以下幾方面不足:
3、1、鋁合金艙體結構長度根據設計使用要求,帶筋板的尺寸為多種規格,焊接需要不同規格尺寸的焊接工裝進行焊接。簡易式裝夾裝置為人工裝夾,帶筋板拼焊位置裝夾松緊度不一致,影響焊接質量,且生產效率低;
4、2、鋁合金艙體結構為帶筋板拼焊組成,焊接之后受熱輸入影響,易發生撓曲與翹曲變形,產生箱體變形過大,尺寸超差、調修困難等問題,嚴重影響后續整形工序;
5、3、鋁合金帶筋板攪拌摩擦焊接頭設計一般對接形式,單面焊接后接頭處易產生未焊透、熔合不良等缺陷,造成氣密性不良問題;
技術實現思路
1、針對現有技術的不足,本發明提供一種鋁合金艙體帶筋板攪拌摩擦焊焊接裝置,該裝置通過設置氣動壓緊裝置、氣動頂緊裝置等,使其適用于任何尺寸形式的帶筋板焊接,上下料方便,便于焊接前裝配;定位精度高,焊縫兩側壓緊度一致,焊后型材無變形。
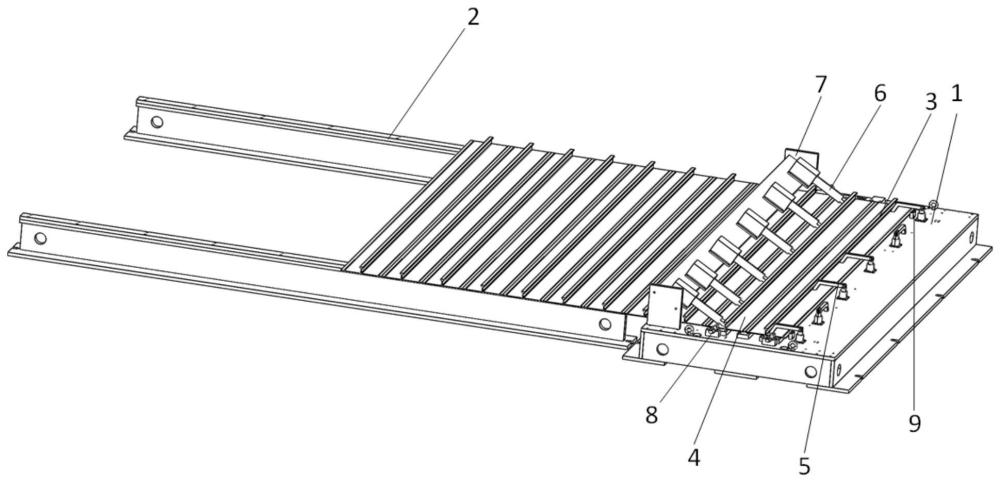
2、一種鋁合金艙體帶筋板攪拌摩擦焊焊接裝置,包括焊接底座,所述焊接底座的尾部連接帶筋板載料架;焊接底座上方設有支撐墊板,支撐墊板上方安裝待焊帶筋板,待焊帶筋板ⅰ的上方通過多個氣動壓緊裝置壓緊,氣動壓緊裝置均勻固定在焊接底座上;待焊帶筋板ⅱ上方通過多個氣動頂緊裝置壓緊,氣動頂緊裝置均勻固定在出料裝置上,出料裝置固定在焊接底座的尾部上端;待焊帶筋板ⅰ、待焊帶筋板ⅱ的縱向兩端部設有縱向壓緊裝置,待焊帶筋板ⅰ的頂部通過固定在焊接底座上的橫向壓緊裝置頂緊。
3、所述支撐墊板包括焊縫支撐墊板和型材支撐墊板,焊縫支撐板設置在兩型材支撐板中間,型材支撐墊板與焊縫支撐墊板處于同一水平面。
4、所述型材支撐墊板的材質為鋁合金材質,焊縫支撐墊板為不銹鋼材質。
5、所述氣動壓緊裝置包括氣缸ⅰ和壓桿,氣缸ⅰ固定在焊接底座上,氣缸ⅰ的頂部連接壓桿,壓桿的端部壓緊在待焊帶筋板ⅰ肋條根部。
6、所述出料裝置包括固定板和斜擋板,所述固定板對稱固定在焊接底座的尾部上端,兩固定板之間滑動連接斜擋板,斜擋板與兩固定板間呈45°夾角。
7、所述氣動頂緊裝置頂緊在待焊帶筋板ⅱ的肋條根部;氣動頂緊裝置包括氣缸ⅱ和伸縮桿,氣缸ⅱ固定在出料裝置的斜擋板上,氣缸ⅱ的活塞連接伸縮桿,伸縮桿與待焊帶筋板ⅱ的肋條根部間有45°夾角。
8、所述縱向壓緊裝置包括支撐塊和壓緊機構,支撐塊頂在型材支撐墊板的縱向端部且固定在焊接底座上,支撐塊上方設有壓緊機構,壓緊機構包括氣缸ⅲ和壓緊塊,氣缸ⅲ固定在支撐塊上,氣缸ⅲ的活塞連接壓緊塊,壓緊塊作用在焊帶筋板ⅰ、待焊帶筋板ⅱ的縱向端部。
9、所述帶筋板載料架上表面附有尼龍墊塊。
10、本實用新型的有益效果如下:
11、1、本發明的設有多個氣動頂緊裝置壓緊、多個氣動壓緊裝置、縱向壓緊裝置以及橫向壓緊裝置,可以保證待焊帶筋板的定位精度更高、焊縫兩側壓緊度一致,焊后型材無變形,節省調修整形工序,降低的生產成本,焊接質量大幅度提升。
12、2、本申請的氣動頂緊裝置壓緊、氣動壓緊裝置、縱向壓緊裝置都是通過氣缸控制,加快了裝配和上下料時間,焊接效率更高。
13、3、本發明適合不同長度、不同板厚的帶筋板焊接;本發明的氣動頂緊裝置、氣動壓緊裝置的數量可以根據待焊帶筋板的長度進行調整,保證待焊帶筋板的定位準確,同時本申請的出料裝置可以根據待焊帶筋板的規格調整出料裝置的斜擋板的高度,方便不同高度的待焊帶筋板焊接完成后進入帶筋板載料架。
技術特征:
1.一種鋁合金艙體帶筋板攪拌摩擦焊焊接裝置,其特征在于,包括焊接底座,所述焊接底座的尾部連接帶筋板載料架;焊接底座上方設有支撐墊板,支撐墊板上方安裝待焊帶筋板,待焊帶筋板ⅰ的上方通過多個氣動壓緊裝置壓緊,氣動壓緊裝置均勻固定在焊接底座上;待焊帶筋板ⅱ上方通過多個氣動頂緊裝置壓緊,氣動頂緊裝置均勻固定在出料裝置上,出料裝置固定在焊接底座的尾部上端;待焊帶筋板ⅰ、待焊帶筋板ⅱ的縱向兩端部設有縱向壓緊裝置,待焊帶筋板ⅰ的頂部通過固定在焊接底座上的橫向壓緊裝置頂緊。
2.根據權利要求1所述的一種鋁合金艙體帶筋板攪拌摩擦焊焊接裝置,其特征在于,所述支撐墊板包括焊縫支撐墊板和型材支撐墊板,焊縫支撐板設置在兩型材支撐板中間,型材支撐墊板與焊縫支撐墊板處于同一水平面。
3.根據權利要求2所述的一種鋁合金艙體帶筋板攪拌摩擦焊焊接裝置,其特征在于,所述型材支撐墊板的材質為鋁合金材質,焊縫支撐墊板為不銹鋼材質。
4.根據權利要求1所述的一種鋁合金艙體帶筋板攪拌摩擦焊焊接裝置,其特征在于,所述氣動壓緊裝置包括氣缸ⅰ和壓桿,氣缸ⅰ固定在焊接底座上,氣缸ⅰ的頂部連接壓桿,壓桿的端部壓緊在待焊帶筋板ⅰ肋條根部。
5.根據權利要求1所述的一種鋁合金艙體帶筋板攪拌摩擦焊焊接裝置,其特征在于,所述出料裝置包括固定板和斜擋板,所述固定板對稱固定在焊接底座的尾部上端,兩固定板之間滑動連接斜擋板,斜擋板與兩固定板間呈45°夾角。
6.根據權利要求1所述的一種鋁合金艙體帶筋板攪拌摩擦焊焊接裝置,其特征在于,所述氣動頂緊裝置頂緊在待焊帶筋板ⅱ的肋條根部;氣動頂緊裝置包括氣缸ⅱ和伸縮桿,氣缸ⅱ固定在出料裝置的斜擋板上,氣缸ⅱ的活塞連接伸縮桿,伸縮桿與待焊帶筋板ⅱ的肋條根部間有45°夾角。
7.根據權利要求1所述的一種鋁合金艙體帶筋板攪拌摩擦焊焊接裝置,其特征在于,所述縱向壓緊裝置包括支撐塊和壓緊機構,支撐塊頂在型材支撐墊板的縱向端部且固定在焊接底座上,支撐塊上方設有壓緊機構,壓緊機構包括氣缸ⅲ和壓緊塊,氣缸ⅲ固定在支撐塊上,氣缸ⅲ的活塞連接壓緊塊,壓緊塊作用在焊帶筋板ⅰ或待焊帶筋板ⅱ的縱向端部。
8.根據權利要求1所述的一種鋁合金艙體帶筋板攪拌摩擦焊焊接裝置,其特征在于,所述帶筋板載料架上表面附有尼龍墊塊。
技術總結
本技術涉及鋁合金產品深加工制造領域,具體為一種鋁合金艙體帶筋板攪拌摩擦焊焊接裝置,包括焊接底座,焊接底座的尾部連接帶筋板載料架;焊接底座上方設有支撐墊板,支撐墊板上方安裝待焊帶筋板,待焊帶筋板Ⅰ的上方通過多個氣動壓緊裝置壓緊,氣動壓緊裝置均勻固定在焊接底座上;待焊帶筋板Ⅱ上方通過多個氣動頂緊裝置壓緊,氣動頂緊裝置均勻固定在出料裝置上,出料裝置固定在焊接底座的尾部上端;待焊帶筋板Ⅰ、待焊帶筋板Ⅱ的縱向兩端部設有縱向壓緊裝置,待焊帶筋板Ⅰ的頂部通過固定在焊接底座上的橫向壓緊裝置頂緊,本裝置適用于任何尺寸形式的帶筋板焊接,上下料方便,便于焊接前裝配;定位精度高,焊縫兩側壓緊度一致,焊后型材無變形。
技術研發人員:金文福,何金,唐鴻洋,田春雨,鄧鑫,劉東利,葉樹茂,周金旭,金鑫,李歡,孟凡嬌,尹澤宇
受保護的技術使用者:遼寧忠旺集團有限公司
技術研發日:20240416
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!