一種端子自動上料模壓裝置的制作方法
本申請屬于端子沖壓成型設備,尤其是涉及一種端子自動上料模壓裝置。
背景技術:
1、端子沖壓成型是一種金屬加工技術,廣泛應用于電子、電氣、通信、汽車等領域,用于生產各種規格的接線端子、接插件、電纜端子等。現有的連續模端子沖壓成型設備在上料時容易因管材的堆疊而造成卡料的問題,影響上料和沖壓成型的作業進度,且連續沖壓過程中,沖壓和下料往往需要分別通過獨立的自動化設備或人工完成,不僅增加了設備的復雜性和制造成本,還降低了生產效率,增加了人工成本。
技術實現思路
1、本實用新型要解決的技術問題是:為解決現有技術中的不足,從而提供一種端子自動上料模壓裝置,旨在解決管材堆疊造成的卡料問題,并實現沖壓和下料的自動化,從而提高生產效率。
2、本實用新型解決其技術問題所采用的技術方案是:
3、一種端子自動上料模壓裝置,包括用于端子沖壓成型的模具,所述模具設置為多級模,包括上模和下模;
4、所述下模的入料端設置有用于將管材送入模具沖壓工位的端子送料機構,所述端子送料機構包括夾持機構,所述夾持機構包括u型安裝架,所述u型安裝架的一側壁上貫穿連接有套筒,所述套筒的內壁上鉸接有兩個對稱設置的角形連桿,所述角形連桿的一端鉸接有直連桿,另一端鉸接有夾持頭,所述套筒上還固定連接有第一驅動氣缸,兩個所述直連桿遠離角形連桿的一端鉸接在第一驅動氣缸的伸縮部;
5、所述端子送料機構還包括機架,所述機架上沿x軸滑動設置有第一安裝架,第一安裝架上設置有z軸氣缸,所述z軸氣缸的伸縮端固定連接有第二安裝架,所述第二安裝架內設置有y軸氣缸,所述y軸氣缸的伸縮端與u型安裝架固定連接。
6、優選地,本實用新型的一種端子自動上料模壓裝置,所述端子送料機構還包括用于管材送料的震動盤,所述震動盤的出料口設置有料槽、第一推料氣缸、第二推料氣缸和放料管,所述第一推料氣缸用于將震動盤的出料口的管材推到料槽,所述第二推料氣缸用于將料槽內的管材推到放料管。
7、優選地,本實用新型的一種端子自動上料模壓裝置,所述下模的外側設置有上料機構,所述上料機構包括底板,所述底板上沿x軸滑動設置有第一安裝板,所述第一安裝板上沿y軸方向滑動設置有第二安裝板,所述第二安裝板上設置有沿z軸方向滑動的第三安裝板,所述第三安裝板上設置有第一移栽機構。
8、優選地,本實用新型的一種端子自動上料模壓裝置,所述第一移栽機構包括導向板,所述導向板上設置有弧形孔,所述弧形孔內滑動安裝有連接銷,所述連接銷兩端分別連接有第一夾持氣缸和第二夾持氣缸,
9、優選地,本實用新型的一種端子自動上料模壓裝置,所述第一移栽機構靠近上料端一側的第三安裝板上設置有第二移栽機構,所述第二移栽機構包括至少一個第三夾持氣缸。
10、優選地,本實用新型的一種端子自動上料模壓裝置,所述第三夾持氣缸的缸體上還連接有沿z軸方向設置的第二定位氣缸,所述第二定位氣缸用于推動沖壓工位上的產品進行徑向定位。
11、優選地,本實用新型的一種端子自動上料模壓裝置,所述第一移栽機構遠離上料機構一側的第三安裝板上設置有第三移栽機構,所述第三移栽機構包括至少一個第四夾持氣缸。
12、優選地,本實用新型的一種端子自動上料模壓裝置,所述下模上設置有多個沖壓工位,靠近所述端子送料機構的沖壓工位的兩側分別設置有第一定位氣缸和第二定位氣缸,所述第一定位氣缸和第二定位氣缸用于推動沖壓工位上的產品進行軸向定位。
13、本實用新型的有益效果是:
14、本實用新型的端子自動上料模壓裝置通過設置端子送料機構多個定位氣缸自動連續送料,避免了現有自動送料機構出現卡料的問題,保證了上料穩定性和工作效率;
15、設置上料機構,實現了管材在連續沖壓成型作業過程的自動移栽換位和沖壓成型,大大提高了生產效率和產品質量,降低了人工成本。
技術特征:
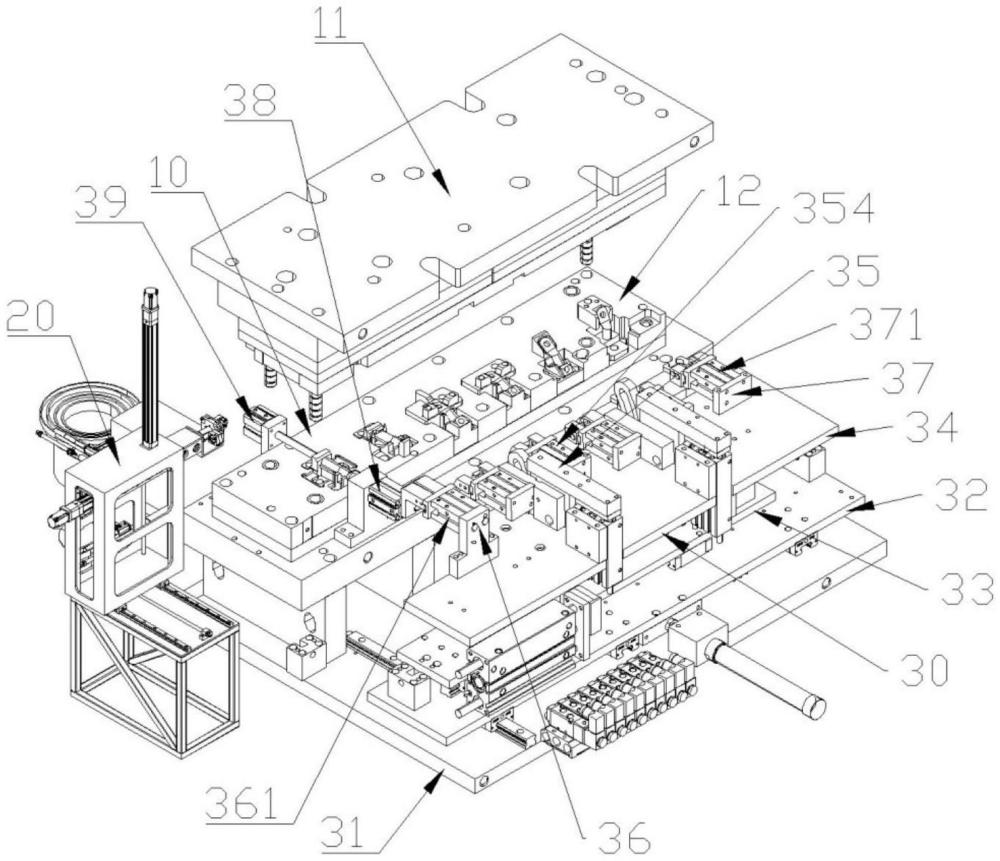
1.一種端子自動上料模壓裝置,其特征在于,包括用于端子沖壓成型的模具(10),所述模具(10)設置為多級模,包括上模(11)和下模(12);
2.根據權利要求1所述的一種端子自動上料模壓裝置,其特征在于,所述端子送料機構(20)還包括用于管材送料的震動盤(26),所述震動盤(26)的出料口設置有料槽、第一推料氣缸、第二推料氣缸和放料管,所述第一推料氣缸用于將震動盤(26)的出料口的管材推到料槽,所述第二推料氣缸用于將料槽內的管材推到放料管。
3.根據權利要求1或2所述的一種端子自動上料模壓裝置,其特征在于,所述下模(12)的外側設置有上料機構(30),所述上料機構(30)包括底板(31),所述底板(31)上沿x軸滑動設置有第一安裝板(32),所述第一安裝板(32)上沿y軸方向滑動設置有第二安裝板(33),所述第二安裝板(33)上設置有沿z軸方向滑動的第三安裝板(34),所述第三安裝板(34)上設置有第一移栽機構(35)。
4.根據權利要求3所述的一種端子自動上料模壓裝置,其特征在于,所述第一移栽機構(35)包括導向板(351),所述導向板(351)上設置有弧形孔,所述弧形孔內滑動安裝有連接銷(352),所述連接銷(352)兩端分別連接有第一夾持氣缸(353)和第二夾持氣缸(354)。
5.根據權利要求4所述的一種端子自動上料模壓裝置,其特征在于,所述第一移栽機構(35)靠近上料端一側的第三安裝板(34)上設置有第二移栽機構(36),所述第二移栽機構(36)包括至少一個第三夾持氣缸(361)。
6.根據權利要求5所述的一種端子自動上料模壓裝置,其特征在于,所述第三夾持氣缸(361)的缸體上還連接有沿z軸方向設置的第二定位氣缸(38),所述第二定位氣缸(38)用于推動沖壓工位上的產品進行徑向定位。
7.根據權利要求4-6任一項所述的一種端子自動上料模壓裝置,其特征在于,所述第一移栽機構(35)遠離上料機構(30)一側的第三安裝板(34)上設置有第三移栽機構(37),所述第三移栽機構(37)包括至少一個第四夾持氣缸(371)。
8.根據權利要求1所述的一種端子自動上料模壓裝置,其特征在于,所述下模(12)上設置有多個沖壓工位,靠近所述端子送料機構(20)的沖壓工位的兩側分別設置有第一定位氣缸(39)和第二定位氣缸(38),所述第一定位氣缸(39)和第二定位氣缸(38)用于推動沖壓工位上的產品進行軸向定位。
技術總結
本申請涉及一種端子自動上料模壓裝置,包括用于端子沖壓成型的模具,模具設置為多級模,下模的入料端設置有用于將管材送入模具沖壓工位的端子送料機構,端子送料機構包括夾持機構,套筒的內壁上鉸接有兩個對稱設置的角形連桿,角形連桿的一端鉸接有直連桿,另一端鉸接有夾持頭,套筒上還固定連接有第一驅動氣缸,兩個直連桿遠離角形連桿的一端鉸接在第一驅動氣缸的伸縮部。本技術通過設置端子送料機構多個定位氣缸自動連續送料,避免了現有自動送料機構出現卡料的問題,保證了上料穩定性和工作效率;設置上料機構,實現了管材在連續沖壓成型作業過程的自動移栽換位和沖壓成型,大大提高了生產效率和產品質量,降低了人工成本。
技術研發人員:劉雅帥
受保護的技術使用者:蘇州利欣爾科技有限公司
技術研發日:20240702
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!