一種高速對焊生產線的制作方法
本技術涉及焊接設備,尤其是一種高速對焊生產線。
背景技術:
1、鋁帶焊接生產現線中,需要通過放帶機對鋁帶料帶卷進行卷繞放料,然后需要通過成型機將鋁帶卷曲成圓管。目前的放帶機自身無法根據料帶卷的尺寸適應性調節固定,而是采用增減墊塊的形式進行調節,該種手段效率低,而且可靠性差。成型機卷邊的質量直接影響焊接質量,現有技術的對焊成型機加工質量有待提高。
技術實現思路
1、本實用新型所要解決的技術問題是提供一種高速對焊生產線,能夠固定不同尺寸的料帶卷,而且效率高,可靠性高;鋁帶成型圓管的質量好,有助于提升焊接質量。
2、為解決上述技術問題,本實用新型的技術方案是:一種高速對焊生產線,包括高速對焊放帶機和高速對焊成型機;
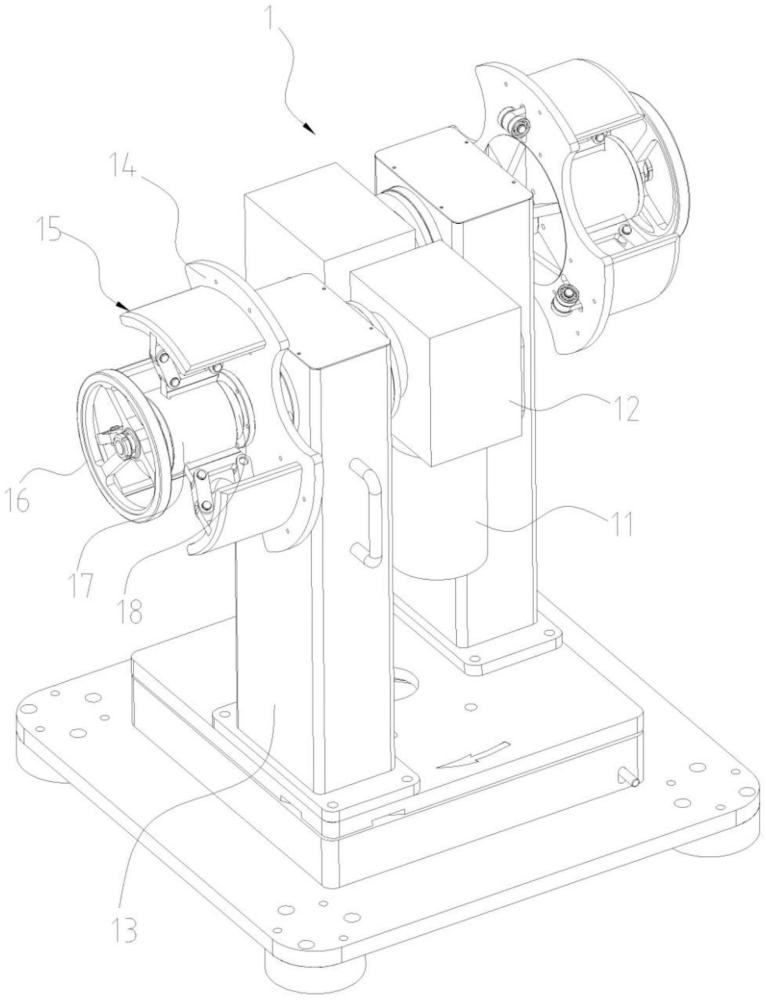
3、所述高速對焊放帶機包括轉盤、驅動轉盤旋轉的驅動機構和設在轉盤上的撐料機構;所述撐料機構包括一端固定在轉盤上的內筒、固定在內筒內的螺母塊、套在內筒外且與其滑動配合的外筒、設在外筒一端的端板、與端板樞接且一端伸入內筒與螺母塊螺紋連接的第一螺桿、與第一螺桿另一端連接的手輪和若干圓周均勻分布在外筒表面的伸縮組件;所述伸縮組件包括固定塊、活動塊、第一連桿、第二連桿和弧形撐塊,所述固定塊固定在外筒的表面,所述第一連桿的一端與固定塊的一端鉸接,所述第一連桿的另一端與活動塊的一端鉸接,所述第二連桿的一端與固定塊的另一端鉸接,所述第二連桿的另一端與活動塊的另一端鉸接,所述固定塊、活動塊、第一連桿和第二連桿組成平行四邊形結構,所述弧形撐塊固定在活動塊上,所述轉盤上對應撐料機構處設有指向中心的導向孔,所述活動塊的一端延伸形成導向塊并伸入導向孔內;
4、所述高速對焊成型機按照物料輸送方向依次包括第一導向機構、切邊機構、第二導向機構和卷邊成型機構;所述第一導向機構按照物料輸送方向依次包括第一輸送輥組、第一限寬組件和第一過渡輥,所述第一輸送輥組包括第一上輥和第一下輥,所述第一上輥與第一下輥之間形成過料間隙,所述第一限寬組件包括第一限位座、設在第一限位座上的第一安裝板和對稱設在第一安裝板兩端的第一限位塊,兩第一限位塊之間形成第一限位通道,所述第一安裝板上對應第一限位塊處設有第一長形孔,所述第一限位塊通過第一螺栓鎖緊在第一長形孔處,物料依次經過過料間隙、第一限位通道和第一過渡輥底部;所述切邊機構包括位于物料兩側的切邊輥組,所述切邊輥組包括砧輥、驅動砧輥旋轉的第一切邊電機、刀輥和驅動刀輥旋轉的第二切邊電機,物料從刀輥與砧輥之間的切邊間隙穿過;所述第二導向機構物料輸送方向依次包括第二過渡輥、第三過渡輥、第四過渡輥組件和第二限寬組件,所述第四過渡輥組件包括第四過渡輥、設在第四過渡輥兩端的調節塊、與調節塊滑動配合的調節架和手輪,所述調節架上設有導向槽,所述調節塊設在導向槽內,所述手輪與第二螺桿連接,所述第二螺桿樞接在調節架上且一端伸入導向槽內與調節塊螺紋連接,所述第二限寬組件包括第二限位座、設在第二限位座上的第二安裝板和對稱設在第二安裝板兩端的第二限位塊,兩第二限位塊之間形成第二限位通道,所述第二安裝板上對應第二限位塊處設有第二長形孔,所述第二限位塊通過第二螺栓鎖緊在第二長形孔處,物料依次經過第二過渡輥頂部、第三過渡輥底部、第四過渡輥頂部和第二限位通道;所述卷邊成型機構按照物料輸送方向依次包括若干第一卷邊滾輪組、若干第二卷邊滾輪組和若干第三卷邊滾輪組。
5、作為改進,所述外筒的表面設有安裝槽,所述固定塊固定在安裝槽內且通過焊接連接。
6、作為改進,所述內筒的一端焊接在法蘭盤上,所述法蘭盤通過螺栓固定在轉盤上。
7、作為改進,所述活動塊的延長端穿過導向孔后與滾輪連接。
8、作為改進,所述驅動機構包括電機和減速器,所述電機通過減速器驅動轉盤。
9、作為改進,所述第一卷邊滾輪組包括第一上工字輪和第一下工字輪,第一上工字輪位于第一下工字輪的內側;所述第二卷邊滾輪組沿物料輸送方向設置,所述第二卷邊滾輪組包括第一左工字輪和第一右工字輪,第一左工字輪與第一右工字輪之間的間隙隨物料輸送方向組件變窄;所述第三卷邊滾輪組包括第二左工字輪和第二右工字輪,第二左工字輪與第二右工字輪之間組成圓形通道。
10、作為改進,所述第二過渡輥與第三過渡輥之間設有廢料導向輥,廢料導向輥將廢料導向至廢料收集機構中。
11、本實用新型與現有技術相比所帶來的有益效果是:
12、通過旋轉手輪調節外筒在內筒上的伸縮,外筒的伸縮運動帶動平行四邊形結構變形,使得弧形撐塊做遠離或靠近外筒的運動,弧形撐塊同時向外擴張時能夠支撐在料帶卷的內壁,從而將料帶卷固定,撐料機構將料帶卷固定后,通過驅動機構驅動轉盤帶動料帶卷旋轉放,能夠固定不同尺寸的料帶卷,而且效率高,可靠性高;
13、通過第一輸送輥組將鋁帶導向進入第一限寬組件,通過第一限寬組件調節進入的鋁帶寬度,通過第一導向輥將鋁帶導向進入切邊機構,通過切邊機構將鋁帶的兩側廢料邊切除,留下符合規格的鋁帶,通過第二過渡輥和第三過渡輥將精修后的鋁帶送入第四過渡輥組件中,通過第四過渡輥組件將鋁帶提升至適高度并送入卷邊成型機構,通過卷邊成型機構將鋁帶組件卷曲形成圓管;鋁帶輸送精準,切邊精修后提高卷曲成圓管的精度。
技術特征:
1.一種高速對焊生產線,包括高速對焊放帶機和高速對焊成型機;
2.根據權利要求1所述的一種高速對焊生產線,其特征在于:所述外筒的表面設有安裝槽,所述固定塊固定在安裝槽內且通過焊接連接。
3.根據權利要求1所述的一種高速對焊生產線,其特征在于:所述內筒的一端焊接在法蘭盤上,所述法蘭盤通過螺栓固定在轉盤上。
4.根據權利要求1所述的一種高速對焊生產線,其特征在于:所述活動塊的延長端穿過導向孔后與滾輪連接。
5.根據權利要求1所述的一種高速對焊生產線,其特征在于:所述驅動機構包括電機和減速器,所述電機通過減速器驅動轉盤。
6.根據權利要求1所述的一種高速對焊生產線,其特征在于:所述第一卷邊滾輪組包括第一上工字輪和第一下工字輪,第一上工字輪位于第一下工字輪的內側;所述第二卷邊滾輪組沿物料輸送方向設置,所述第二卷邊滾輪組包括第一左工字輪和第一右工字輪,第一左工字輪與第一右工字輪之間的間隙隨物料輸送方向組件變窄;所述第三卷邊滾輪組包括第二左工字輪和第二右工字輪,第二左工字輪與第二右工字輪之間組成圓形通道。
7.根據權利要求1所述的一種高速對焊生產線,其特征在于:所述第二過渡輥與第三過渡輥之間設有廢料導向輥,廢料導向輥將廢料導向至廢料收集機構中。
技術總結
一種高速對焊生產線,包括高速對焊放帶機和高速對焊成型機;所述高速對焊放帶機包括轉盤、驅動轉盤旋轉的驅動機構和設在轉盤上的撐料機構;所述高速對焊成型機按照物料輸送方向依次包括第一導向機構、切邊機構、第二導向機構和卷邊成型機構。高速對焊放帶機能夠固定不同尺寸的料帶卷,而且效率高,可靠性高;高速對焊成型機對鋁帶輸送精準,切邊精修后提高卷曲成圓管的精度。
技術研發人員:黎海華
受保護的技術使用者:廣州新博數控焊接設備有限公司
技術研發日:20240709
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!