一種管材沖孔機的制作方法
本技術屬于管材加工,尤其涉及一種管材沖孔機。
背景技術:
1、管材是目前常用的五金件,用途廣。例如,目前多數的伸縮結構件,伸縮件結構中外側的結構件采用管材結構。為了確保伸縮后能夠定位,通常需要在管材上設置限位件,例如限位孔等。因此需要在管材上沖切孔位。
2、公開號cn109676013b的中國專利文獻公開了一種帶管材視覺檢測的新型全自動沖孔裝置,包括機體、進料漏斗、上機架、下機架和出料漏斗;進料漏斗、上機架、下機架和出料漏斗均設置在機體上;下機架上設有進料工位、沖孔工位、翻轉工位和出料工位,進料漏斗的出料端連接著進料工位,出料工位上設置有出料漏斗,上機架位于下機架上方,上機架設有運輸組件和第一調節組件;沖孔工位設有沖孔模具,沖孔工位包括有第一沖孔工位、第二沖孔工位、第三沖孔工位、第一沖孔工位設有第一沖孔模具,第二沖孔工位設有第二沖孔模具,第三沖孔工位設有第三沖孔模具,翻轉工位設置在第二沖孔工位和第三沖孔工位之間,翻轉工位設有翻轉組件;進料漏斗上設有抖料板、管材調節組件和頂料組件,抖料板間隔設置在進料漏斗底部,進料工位上設有管材視覺檢測組件,沖孔模具還包括有推管進模組件、管材廢料清理組件、供油潤滑裝置。
3、管材在沖孔加工前需要將管材裁切成一定長度,以滿足實際的需求。管材裁切后,端口會形成毛刺邊。為了滿足的實際的需求,需要對口部的毛刺去除。上述專利文獻的技術方案中是直接對管材沖孔加工,管材沖孔后,會形成一定的變形或者在管材的端口沖壓有切口,因此去除毛刺通常是依靠人工去除,人工去除毛刺工作量大,并且口部的倒角不均勻。
技術實現思路
1、本實用新型的目的在于提供一種管材沖孔機,用于解決現有技術中管材端口的毛刺需要人工去除的問題。
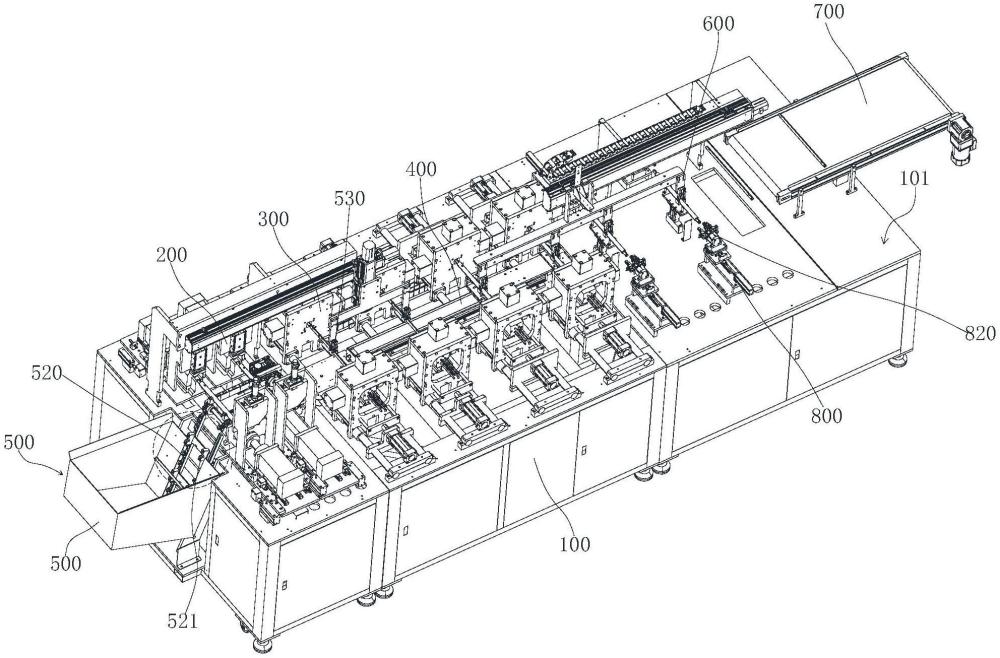
2、為實現上述目的,本實用新型實施例提供的一種管材沖孔機,用于管材沖孔,包括機臺、倒角裝置和沖孔裝置;
3、所述機臺設有安裝面,所述安裝面上設有傳輸機構,所述倒角裝置和所述沖孔裝置沿著所述傳輸機構設置在所述安裝面上;
4、所述倒角裝置包括第一平移機構、旋轉機構和倒角刮刀,所述第一平移機構設于所述安裝面上,所述旋轉機構設于所述第一平移機構上,所述旋轉機構包括有旋轉軸,所述倒角刮刀設于所述旋轉軸的端部,且所述倒角刮刀與所述旋轉軸的軸心呈傾斜設置;
5、所述沖孔裝置包括第二平移機構、模座、支撐軸和沖頭,所述第二平移機構設于所述安裝面上,所述模座設于所述第二平移機構上,所述模座設有定位孔,所述定位孔內設有所述支撐軸,所述模座的一側還設有導向孔,所述沖頭設于所述導向孔內、且連接沖壓驅動件。
6、進一步,所述沖孔裝置包括有多組;各所述沖孔裝置的所述沖頭的結構不同,用于在管材上成型不同的孔位。
7、進一步,更靠近所述傳輸機構輸出端的所述沖孔裝置中的所述沖頭系壓邊沖頭,所述壓邊沖頭用于在成型的孔位邊緣下壓形成倒角位。
8、進一步,所述沖孔裝置還包括安裝座,所述安裝座連接所述第二平移機構,所述安裝座內設有安裝腔,所述模座設于所述安裝腔內,且所述模座的懸空在所述安裝腔內;所述模座的四個側面均設有所述導向孔。
9、進一步,兩相對設置的所述導向孔內設有所述沖頭,另兩相對設置的所述導向孔內設有夾塊,所述安裝座的四周設有驅動件,所述驅動件連接對應的所述沖頭或所述夾塊。
10、進一步,所述倒角裝置還包括支撐座和下壓機構,所述支撐座設于所述倒角刀的前端,所述下壓機構包括有壓塊,所述壓塊設于所述支撐座的上方,用于壓緊管材的端部在所述支撐座上。
11、進一步,所述支撐座和所述下壓機構設于所述第一平移機構上。
12、進一步,管材沖孔機還包括上料機構和下料機構,用于所述管材自動上料和下料;
13、所述上料機構包括料斗、鏈條抬升機構和上料機械手,所述料斗設于所述機臺的端側,所述鏈條抬升機構設于所述機臺的一端,所述鏈條抬升機構的一端向下傾斜地伸入所述料斗內的一側,另一端設于所述安裝面,所述鏈條抬升機構設有卡塊,所述卡塊設有卡槽;所述上料機械手設于所述安裝面上,用于夾持所述鏈條抬升機構上的管材移動至所述傳輸機構上。
14、進一步,所述安裝面上還設有第三平移機構,所述第三平移機構上設有氣動夾,所述氣動夾包括有多組夾爪,各所述夾爪上均設有傳感器。
15、進一步,所述傳輸機構的兩側對稱設有所述倒角裝置和所述沖孔裝置,使所述管材沖孔機同時對所述管材的兩端加工。
16、本實用新型實施例提供的管材沖孔機中的上述一個或多個技術方案至少具有如下技術效果:
17、待沖孔的管材定位在傳輸機構上,由傳輸機構將管材輸送至倒角裝置的一側,第一平移機構推動旋轉機構平移,使倒角刮刀伸入到管材的口部,由旋轉機構驅動倒角刮刀旋轉,則可由倒角刮刀完成管材口部的倒角加工。待管材口部完成倒角后,第一平移機構驅動管材移動至沖孔裝置,第二平移機構驅動模座移動,使得支撐軸伸入到管材的口部,對管材支撐,再由沖壓驅動件驅動沖頭完成管材的沖孔加工。因此,能實現自動倒角和沖孔,替代了人工倒角。
技術特征:
1.一種管材沖孔機,用于管材沖孔,其特征在于,包括機臺、倒角裝置和沖孔裝置;
2.根據權利要求1所述的管材沖孔機,其特征在于:所述沖孔裝置包括有多組;各所述沖孔裝置的所述沖頭的結構不同,用于在管材上成型不同的孔位。
3.根據權利要求2所述的管材沖孔機,其特征在于:更靠近所述傳輸機構輸出端的所述沖孔裝置中的所述沖頭系壓邊沖頭,所述壓邊沖頭用于在成型的孔位邊緣下壓形成倒角位。
4.根據權利要求1至3任一項所述的管材沖孔機,其特征在于:所述沖孔裝置還包括安裝座,所述安裝座連接所述第二平移機構,所述安裝座內設有安裝腔,所述模座設于所述安裝腔內,且所述模座的懸空在所述安裝腔內;所述模座的四個側面均設有所述導向孔。
5.根據權利要求4所述的管材沖孔機,其特征在于:兩相對設置的所述導向孔內設有所述沖頭,另兩相對設置的所述導向孔內設有夾塊,所述安裝座的四周設有驅動件,所述驅動件連接對應的所述沖頭或所述夾塊。
6.根據權利要求1所述的管材沖孔機,其特征在于:所述倒角裝置還包括支撐座和下壓機構,所述支撐座設于所述倒角刀的前端,所述下壓機構包括有壓塊,所述壓塊設于所述支撐座的上方,用于壓緊管材的端部在所述支撐座上。
7.根據權利要求6所述的管材沖孔機,其特征在于:所述支撐座和所述下壓機構設于所述第一平移機構上。
8.根據權利要求1所述的管材沖孔機,其特征在于:還包括上料機構和下料機構,用于所述管材自動上料和下料;
9.根據權利要求8所述的管材沖孔機,其特征在于:所述安裝面上還設有第三平移機構,所述第三平移機構上設有氣動夾,所述氣動夾包括有多組夾爪,各所述夾爪上均設有傳感器。
10.根據權利要求1所述的管材沖孔機,其特征在于:所述傳輸機構的兩側對稱設有所述倒角裝置和所述沖孔裝置,使所述管材沖孔機同時對所述管材的兩端加工。
技術總結
本技術屬于管材加工技術領域,尤其涉及管材沖孔機,包括機臺、倒角裝置和沖孔裝置;機臺設有安裝面,安裝面上設有傳輸機構,倒角裝置和沖孔裝置沿著傳輸機構設置在安裝面上;倒角裝置包括第一平移機構、旋轉機構和倒角刮刀,第一平移機構設于安裝面上,旋轉機構設于第一平移機構上,旋轉機構包括有旋轉軸,倒角刮刀設于旋轉軸的端部,且倒角刮刀與旋轉軸的軸心呈傾斜設置;沖孔裝置包括第二平移機構、模座、支撐軸和沖頭,第二平移機構設于安裝面上,模座設于第二平移機構上,模座設有定位孔,定位孔內設有支撐軸,模座的一側還設有導向孔,沖頭設于導向孔內、且連接沖壓驅動件。因此,本管材沖孔機能實現自動倒角和沖孔,替代了人工倒角。
技術研發人員:付波
受保護的技術使用者:東莞市富佳機械設備有限公司
技術研發日:20240723
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!