多規(guī)格電動三輪車后橋焊接輔助工裝的制作方法
本技術(shù)涉及一種后橋焊接設(shè)備,具體是多規(guī)格電動三輪車后橋焊接輔助工裝。
背景技術(shù):
1、目前,電動三輪車后橋焊接采用的是一種軸距一套焊接工裝,并且工裝壓緊零件的裝置全部為手動控制,實際生產(chǎn)中工人需手動壓緊,易造成壓緊不到位或過量等現(xiàn)象,造成產(chǎn)品質(zhì)量不穩(wěn)定,同時焊接不同后橋時需頻繁更換工裝,對生產(chǎn)效率提升存在極大阻礙。
技術(shù)實現(xiàn)思路
1、針對上述現(xiàn)有技術(shù)存在的問題,本實用新型提供多規(guī)格電動三輪車后橋焊接輔助工裝,可以用一套工裝應(yīng)對多種軸距的后橋,并能有效壓緊到位確保產(chǎn)品質(zhì)量,可以有效地提高生產(chǎn)效率。
2、為了實現(xiàn)上述目的,本實用新型,多規(guī)格電動三輪車后橋焊接輔助工裝,包括框架、集氣排、氣管和t型三通,所述的框架上部固定安裝基板,基板上部通過豎撐固定安裝氣缸三,氣缸三下端配備減震墊,減震墊下方正對卡座,卡座通過基座安裝在基板上表面中段,卡座兩側(cè)分別在基板的矩形滑孔中安裝支撐座二,支撐座二外側(cè)的基板矩形滑孔中安裝支撐座一,支撐座一朝向支撐座二的一側(cè)設(shè)有回拉板,氣缸二的主軸穿過支撐座一控制回拉板。
3、另外,根據(jù)本實用新型上述實施例提出的多規(guī)格電動三輪車后橋焊接輔助工裝還可以具有如下附加的技術(shù)特征:
4、作為本實用新型的進(jìn)一步改進(jìn)方案,所述的支撐座一和支撐座二下部分別連接各自的氣缸一,氣缸一的伸縮桿穿過拉緊板,氣缸一、氣缸二和氣缸三通過氣管和t型三通連接各自的旋鈕手動閥、通用型消聲器和螺紋直通。
5、作為本實用新型的進(jìn)一步改進(jìn)方案,所述的氣缸二和氣缸三通過氣管連接集氣排,集氣排通過管路連接旋鈕手動閥。
6、作為本實用新型的進(jìn)一步改進(jìn)方案,所述的基板上表面設(shè)有刻度。
7、作為本實用新型的進(jìn)一步改進(jìn)方案,所述的框架下部設(shè)有配平腳墊。
8、借由上述方案,本實用新型至少具有以下優(yōu)點:與常規(guī)工裝相比,通過氣缸控制保證每次對零件施加的力一致,極大提升了產(chǎn)品質(zhì)量穩(wěn)定及一致性。同時通過設(shè)置可移動支撐實現(xiàn)對各個軸距后橋的兼容性,同時因為具備旋鈕一鍵鎖緊功能,大大減輕工人實際生產(chǎn)中因頻繁更換、調(diào)整工裝造成的時間、體力浪費,使生產(chǎn)效率得到提高。從而實現(xiàn)用一套工裝應(yīng)對多種軸距的后橋,并能有效壓緊到位確保產(chǎn)品質(zhì)量的目的,可以有效地提高生產(chǎn)效率。
技術(shù)特征:
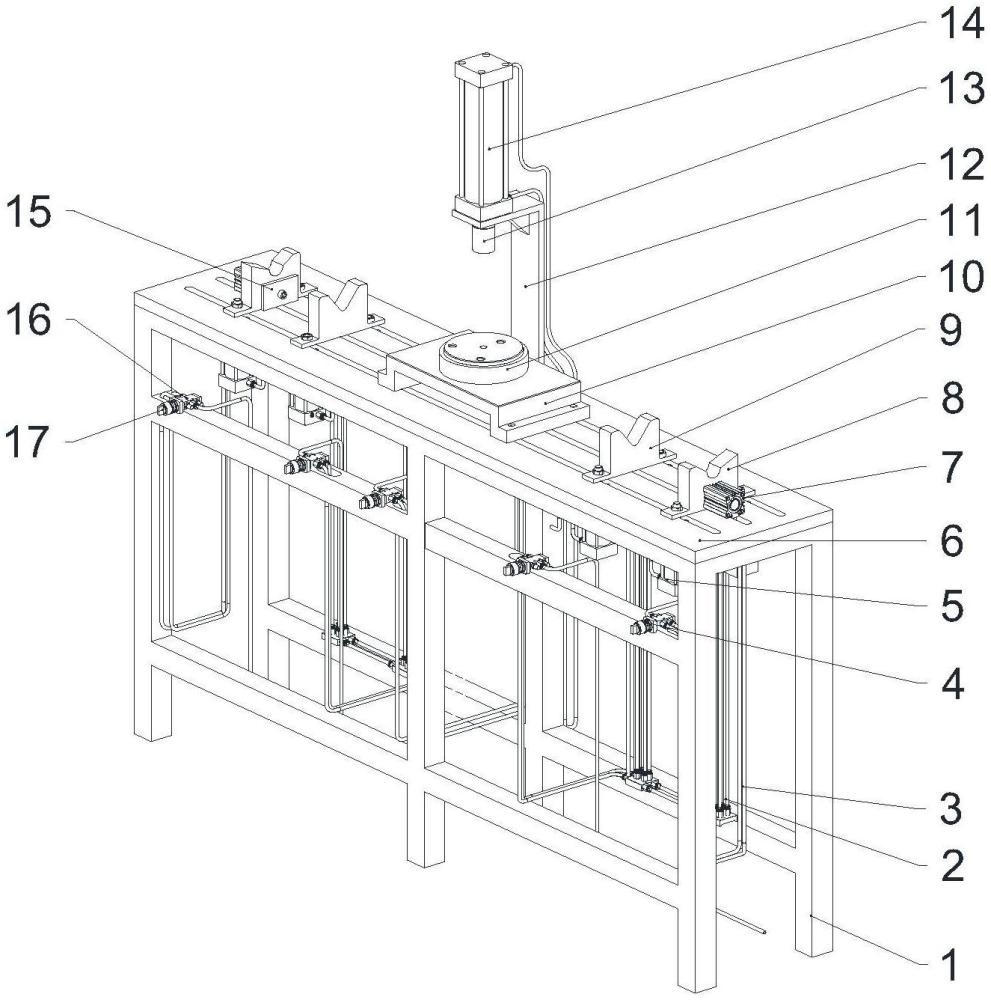
1.多規(guī)格電動三輪車后橋焊接輔助工裝,包括框架(1)和t型三通(19),其特征在于,所述的框架(1)上部固定安裝基板(6),基板(6)上部通過豎撐(12)固定安裝氣缸三(14),氣缸三(14)下端配備減震墊(13),減震墊(13)下方正對卡座(11),卡座(11)通過基座(10)安裝在基板(6)上表面中段,卡座(11)兩側(cè)分別在基板(6)的矩形滑孔中安裝支撐座二(9),支撐座二(9)外側(cè)的基板(6)矩形滑孔中安裝支撐座一(8),支撐座一(8)朝向支撐座二(9)的一側(cè)設(shè)有回拉板(15),氣缸二(7)的主軸穿過支撐座一(8)控制回拉板(15)。
2.根據(jù)權(quán)利要求1所述的多規(guī)格電動三輪車后橋焊接輔助工裝,其特征在于,所述的支撐座一(8)和支撐座二(9)下部分別連接各自的氣缸一(5),氣缸一(5)的伸縮桿穿過拉緊板(18),氣缸一(5)、氣缸二(7)和氣缸三(14)通過氣管(3)和t型三通(19)連接各自的旋鈕手動閥(4)、通用型消聲器(17)和螺紋直通(16)。
3.根據(jù)權(quán)利要求2所述的多規(guī)格電動三輪車后橋焊接輔助工裝,其特征在于,所述的氣缸二(7)和氣缸三(14)通過氣管(3)連接集氣排(2),集氣排(2)通過管路連接旋鈕手動閥(4)。
4.根據(jù)權(quán)利要求1所述的多規(guī)格電動三輪車后橋焊接輔助工裝,其特征在于,所述的基板(6)上表面設(shè)有刻度。
5.根據(jù)權(quán)利要求4所述的多規(guī)格電動三輪車后橋焊接輔助工裝,其特征在于,所述的框架(1)下部設(shè)有配平腳墊。
技術(shù)總結(jié)
本技術(shù)涉及多規(guī)格電動三輪車后橋焊接輔助工裝,包括框架(1)和T型三通(19),基板(6)上部通過豎撐(12)固定安裝氣缸三(14),氣缸三(14)下端配備減震墊(13),減震墊(13)下方正對卡座(11),卡座(11)通過基座(10)安裝在基板(6)上表面中段,卡座(11)兩側(cè)分別在基板(6)的矩形滑孔中安裝支撐座二(9),支撐座二(9)外側(cè)的基板(6)矩形滑孔中安裝支撐座一(8),支撐座一(8)朝向支撐座二(9)的一側(cè)設(shè)有回拉板(15),氣缸二(7)的主軸穿過支撐座一(8)控制回拉板(15),本技術(shù)可以用一套工裝應(yīng)對多種軸距的后橋,并能有效壓緊到位確保產(chǎn)品質(zhì)量,可以有效地提高生產(chǎn)效率。
技術(shù)研發(fā)人員:朱旋旋,鹿世敏,邵號,王偉,陳飛
受保護(hù)的技術(shù)使用者:江蘇宗申車業(yè)有限公司徐州分公司
技術(shù)研發(fā)日:20240723
技術(shù)公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!