一種高強韌壓鉚螺栓成型工藝的制作方法
本發明屬于螺栓及其成型工藝,具體涉及一種高強韌壓鉚螺栓成型工藝。
背景技術:
1、螺栓是現代工業生產中應用非常普遍的一種緊固件,起到兩個工件之間的緊固連接作用,種類和功能也多種多樣
2、壓鉚螺栓,也被稱為壓鉚螺釘或壓鉚螺絲,是一種常用于電子機械設備、金屬板金行業以及五金沖壓或銅鋁塑膠等材料上的緊固件。其通過壓鉚技術將螺栓和工件固定在一起的緊固件。現有技術中,壓鉚螺栓的結構和功能也有差別,一些有特殊結構的壓鉚螺栓,其成型工藝也有差別,基于此,本申請對現有技術中的壓鉚螺栓成型工藝進行了進一步的研究和改進。
技術實現思路
1、針對以上現有技術中的不足,本發明提供了一種高強韌壓鉚螺栓成型工藝,采用搓絲一體成型工藝,壓鉚螺栓上的槽與尾端直接成型,取代了常規的車削成型,尺寸由模具保證,提高了穩定性與生產的效率。
2、本發明通過下述技術方案得以解決。
3、一種高強韌壓鉚螺栓成型工藝,包括以下步驟:s10:將壓鉚螺栓胚體放置在搓絲板上,進行搓絲操作,所述搓絲板的工作面上設有螺紋成型區域,所述螺紋成型區域的上部設有槽部成型結構區域,所述螺紋成型區域的下部設有尾端圓弧成型區域;s20:所述槽部成型結構區域為凸出的凸條,其在搓絲過程中在壓鉚螺栓胚體上形成材料填充槽;s30:所述尾端圓弧成型區域上具有斜坡,其在搓絲過程中在壓鉚螺栓胚體上形成圓弧導向端。
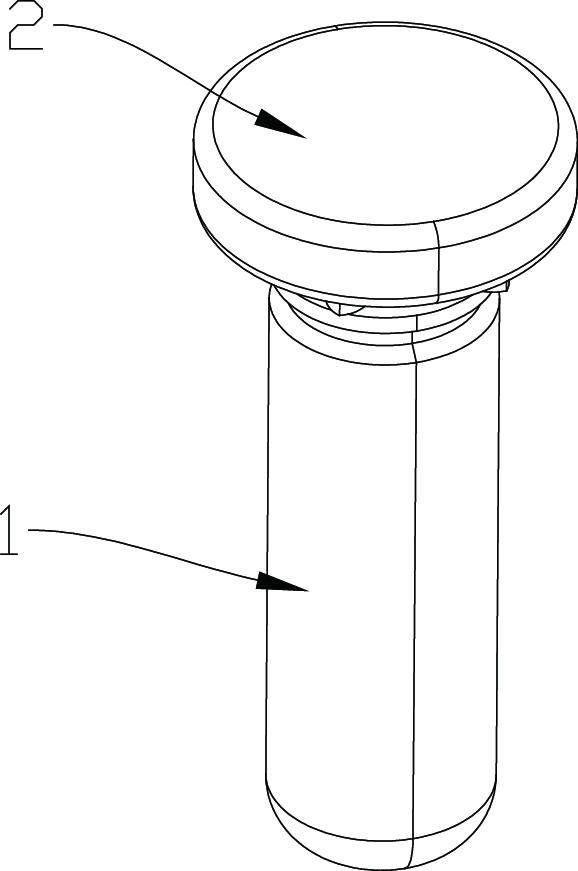
4、一種優選的實施方式中,所述壓鉚螺栓胚體包括螺栓頭和螺栓桿,所述螺栓桿的表面在搓絲過程中形成螺紋;所述螺栓桿外端在搓絲過程中形成圓弧導向端,一次成型,工藝簡單。
5、一種優選的實施方式中,所述螺栓頭朝向所述螺栓桿的面上設有防轉凸塊,壓鉚時能夠順利地壓入到材料中,起到防轉作用。
6、一種優選的實施方式中,所述防轉凸塊為圓周均勻分布的若干塊,防轉效果好。
7、一種優選的實施方式中,所述壓鉚螺栓胚體上的螺栓頭和螺栓桿之間設有環槽,搓絲過程中所述材料填充槽形成在該環槽與螺栓頭之間的區域,并且材料填充槽與環槽之間通過隔環隔開,整體結構緊湊,功能性強。
8、一種優選的實施方式中,所述材料填充槽的深度a與所述環槽的深度b的比值為1.98~2.02;所述材料填充槽的深度a與其寬度c的比值為1.1~1.2,結構強度高,材料收納功能好。
9、一種優選的實施方式中,所述材料填充槽的寬度c與所述隔環的寬度d的比值為2~2.2,結構強度高。
10、一種優選的實施方式中,所述環槽的朝向所述螺栓桿的內壁為斜坡內壁,便于材料進入。
11、與現有技術相比,本發明具有以下有益效果:提供了一種高強韌壓鉚螺栓成型工藝,采用搓絲一體成型工藝,壓鉚螺栓上的槽與尾端直接成型,取代了常規的車削成型,尺寸由模具保證,提高了穩定性與生產的效率。
技術特征:
1.一種高強韌壓鉚螺栓成型工藝,其特征在于,包括以下步驟:
2.根據權利要求1所述的一種高強韌壓鉚螺栓成型工藝,其特征在于,所述壓鉚螺栓胚體包括螺栓頭(2)和螺栓桿(1),所述螺栓桿(1)的表面在搓絲過程中形成螺紋;所述螺栓桿(1)外端在搓絲過程中形成圓弧導向端(13)。
3.根據權利要求2所述的一種高強韌壓鉚螺栓成型工藝,其特征在于,所述螺栓頭(2)朝向所述螺栓桿(1)的面上設有防轉凸塊(21)。
4.根據權利要求3所述的一種高強韌壓鉚螺栓成型工藝,其特征在于,所述防轉凸塊(21)為圓周均勻分布的若干塊。
5.根據權利要求2所述的一種高強韌壓鉚螺栓成型工藝,其特征在于,所述壓鉚螺栓胚體上的螺栓頭(2)和螺栓桿(1)之間設有環槽(24),搓絲過程中所述材料填充槽(23)形成在該環槽(24)與螺栓頭(2)之間的區域,并且材料填充槽(23)與環槽(24)之間通過隔環(234)隔開。
6.根據權利要求5所述的一種高強韌壓鉚螺栓成型工藝,其特征在于,所述材料填充槽(23)的深度a與所述環槽(24)的深度b的比值為1.98~2.02;所述材料填充槽(23)的深度a與其寬度c的比值為1.1~1.2。
7.根據權利要求6所述的一種高強韌壓鉚螺栓成型工藝,其特征在于,所述材料填充槽(23)的寬度c與所述隔環(234)的寬度d的比值為2~2.2。
8.根據權利要求5至7任一項所述的一種高強韌壓鉚螺栓成型工藝,其特征在于,所述環槽(24)的朝向所述螺栓桿(1)的內壁為斜坡內壁(242)。
技術總結
一種高強韌壓鉚螺栓成型工藝,包括以下步驟:S10:將壓鉚螺栓胚體放置在搓絲板上,進行搓絲操作,所述搓絲板的工作面上設有螺紋成型區域,所述螺紋成型區域的上部設有槽部成型結構區域,所述螺紋成型區域的下部設有尾端圓弧成型區域;S20:所述槽部成型結構區域為凸出的凸條,其在搓絲過程中在壓鉚螺栓胚體上形成材料填充槽;S30:所述尾端圓弧成型區域上具有斜坡,其在搓絲過程中在壓鉚螺栓胚體上形成圓弧導向端。本發明提供了一種壓鉚螺栓成型工藝,采用搓絲一體成型工藝,壓鉚螺栓上的槽與尾端直接成型,取代了常規的車削成型,尺寸由模具保證,提高了穩定性與生產的效率。
技術研發人員:林瑋信,郭引剛,唐湘軍
受保護的技術使用者:寧波敏達汽車科技股份有限公司
技術研發日:
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!