一種耐腐蝕海底3D管段制造工藝及焊接工裝的制作方法
本發(fā)明涉及管段制造,具體的說是一種耐腐蝕海底3d管段制造工藝及焊接工裝。
背景技術(shù):
1、耐腐蝕海底3d管段制造焊接工裝是一種專為海底管道制造而設(shè)計(jì)的焊接輔助設(shè)備,它采用先進(jìn)的工裝設(shè)計(jì)理念,結(jié)合耐腐蝕材料的使用,確保了管段在海底等惡劣環(huán)境下的長(zhǎng)期穩(wěn)定性和耐腐蝕性,該工裝不僅具備高精度的定位和調(diào)整功能,以實(shí)現(xiàn)3d管段的精確制造,還配備了高效的焊接系統(tǒng),能夠確保焊接質(zhì)量和強(qiáng)度滿足海底管道的使用要求。
2、現(xiàn)有技術(shù)中,通常涉及將耐腐蝕材料制成的管段精確定位并固定在工裝上,通過高精度的焊接設(shè)備在陸地上或水下進(jìn)行精確的焊接作業(yè),確保焊縫質(zhì)量和管段的耐腐蝕性,最終組裝成符合要求的3d管段結(jié)構(gòu),整個(gè)過程需嚴(yán)格控制焊接參數(shù)和環(huán)境因素,以保證管段的質(zhì)量和性能。
3、上述方案在實(shí)際運(yùn)用中還存在一些問題,現(xiàn)有技術(shù)雖然能夠完成對(duì)彎管的預(yù)制焊接,但當(dāng)焊接完成后,由于焊縫區(qū)域由于經(jīng)歷了高溫加熱,其溫度遠(yuǎn)高于周圍未焊接區(qū)域,此時(shí)會(huì)進(jìn)行冷卻,由于冷卻速度快,焊縫及其附近區(qū)域收縮量較大,而周邊區(qū)域收縮相對(duì)較小,這種不均勻收縮會(huì)在管道長(zhǎng)度方向上產(chǎn)生額外的拉伸或壓縮作用,使管道長(zhǎng)度難以控制在設(shè)計(jì)的長(zhǎng)度公差范圍內(nèi),從而會(huì)增加后續(xù)安裝工作的復(fù)雜性和時(shí)間成本,其次,移動(dòng)冷卻機(jī)構(gòu)在運(yùn)動(dòng)過程中會(huì)緊貼在管道的外環(huán)面,并在移動(dòng)的同時(shí)會(huì)將一組管道外環(huán)面的雜質(zhì)帶走,當(dāng)對(duì)下一組管道進(jìn)行工作時(shí),這些雜質(zhì)在移動(dòng)過程中會(huì)對(duì)管道的外壁造成損傷,從而會(huì)降低管道的使用壽命。
4、為此,本發(fā)明提供一種耐腐蝕海底3d管段制造工藝及焊接工裝。
技術(shù)實(shí)現(xiàn)思路
1、為了彌補(bǔ)現(xiàn)有技術(shù)的不足,解決背景技術(shù)中所提出的至少一個(gè)技術(shù)問題。
2、本發(fā)明解決其技術(shù)問題所采用的技術(shù)方案是:本發(fā)明所述的一種耐腐蝕海底3d管段制造工藝及焊接工裝,包括來料檢驗(yàn)、零件加工、組對(duì)、焊接、焊后無損和精加工,其特征在于,焊接包括以下步驟:
3、步驟一:將兩組彎管放置到工作平臺(tái)上,并通過固定工裝進(jìn)行固定;
4、步驟二:當(dāng)完成焊接后,通過啟動(dòng)電動(dòng)伸縮桿拉動(dòng)其底部的梯形塊向上運(yùn)動(dòng),進(jìn)而能夠帶動(dòng)兩組弧形板側(cè)面帶有水的降溫棉與彎管外環(huán)面貼合;
5、步驟三:通過啟動(dòng)電機(jī)帶動(dòng)兩組第一位移塊進(jìn)行相對(duì)的直線運(yùn)動(dòng),并在運(yùn)動(dòng)過程中通過降溫棉對(duì)管道的外環(huán)面進(jìn)行降溫;
6、步驟四:當(dāng)完成降溫工作后,兩組第一位移塊會(huì)相向的直線運(yùn)動(dòng),并在運(yùn)動(dòng)的過程中會(huì)與三棱塊接觸,并通過三棱塊的位移對(duì)降溫棉上附著的雜質(zhì)進(jìn)行刮除;
7、步驟五:當(dāng)完成刮除工作后,兩組第一位移塊會(huì)繼續(xù)進(jìn)行運(yùn)動(dòng),并通過第二進(jìn)水孔、第一進(jìn)水孔和剛性管對(duì)降溫棉補(bǔ)充水。
8、作為本發(fā)明的進(jìn)一步方案:步驟二中,當(dāng)管道完成焊接工作后,會(huì)通過啟動(dòng)電動(dòng)伸縮桿對(duì)管道遠(yuǎn)離焊縫的外環(huán)面進(jìn)行夾持工作。
9、作為本發(fā)明的進(jìn)一步方案:通過啟動(dòng)電動(dòng)伸縮桿向上運(yùn)動(dòng)帶動(dòng)梯形塊和導(dǎo)向塊進(jìn)行同步運(yùn)動(dòng),并通過導(dǎo)向塊以及第二位移塊上的凹槽,帶動(dòng)兩組弧形板向中部靠近,當(dāng)兩組弧形板相對(duì)的一側(cè)貼合時(shí)降溫棉會(huì)與管道外環(huán)面接觸。
10、作為本發(fā)明的進(jìn)一步方案:步驟三中,當(dāng)兩組弧形板完成閉合工作后,啟動(dòng)電機(jī)帶動(dòng)雙向螺桿轉(zhuǎn)動(dòng),并在轉(zhuǎn)動(dòng)的同時(shí)會(huì)帶動(dòng)兩組第一位移塊進(jìn)行同步運(yùn)動(dòng),并通過導(dǎo)向柱的限位使兩個(gè)第一位移塊能夠進(jìn)行相對(duì)的直線運(yùn)動(dòng)。
11、作為本發(fā)明的進(jìn)一步方案:當(dāng)兩個(gè)第一位移塊進(jìn)行相對(duì)直線運(yùn)動(dòng)時(shí),會(huì)同步的帶動(dòng)兩個(gè)弧形板進(jìn)行直線運(yùn)動(dòng),并在運(yùn)動(dòng)的同時(shí)通過弧形板內(nèi)環(huán)面上的降溫棉對(duì)管道外環(huán)面進(jìn)行降溫處理。
12、作為本發(fā)明的進(jìn)一步方案:步驟四中,當(dāng)完成降溫工作后,兩個(gè)弧形板在移動(dòng)的同時(shí)會(huì)通過電動(dòng)伸縮桿的向下運(yùn)動(dòng)逐步進(jìn)行外擴(kuò),直至第二進(jìn)水孔與第一進(jìn)水孔對(duì)齊時(shí),兩個(gè)弧形板會(huì)停止運(yùn)動(dòng),為后續(xù)工作預(yù)留充足的空間。
13、作為本發(fā)明的進(jìn)一步方案:當(dāng)兩個(gè)弧形板完成外擴(kuò)時(shí),電動(dòng)導(dǎo)軌會(huì)啟動(dòng),并會(huì)通過滑動(dòng)塊帶動(dòng)三棱塊沿著電動(dòng)導(dǎo)軌的導(dǎo)向進(jìn)行同步運(yùn)動(dòng),并在運(yùn)動(dòng)的過程中對(duì)附著在降溫棉上的雜質(zhì)進(jìn)行刮除。
14、作為本發(fā)明的進(jìn)一步方案:步驟五中,通過電機(jī)持續(xù)的逆向轉(zhuǎn)動(dòng)能夠帶動(dòng)第一位移塊繼續(xù)進(jìn)行相向的直線運(yùn)動(dòng),并在運(yùn)動(dòng)的過程中使剛性管通過第二進(jìn)水孔插入到第一進(jìn)水孔內(nèi)。
15、作為本發(fā)明的進(jìn)一步方案:通過阻擋片的阻擋能夠在第二位移塊持續(xù)相向運(yùn)動(dòng)時(shí)進(jìn)行阻擋,從而能夠?qū)⒒钊矁?nèi)的水補(bǔ)充進(jìn)弧形板內(nèi),并通過出水孔使水逐漸滲透到弧形板內(nèi)環(huán)面的降溫棉中,當(dāng)阻擋片側(cè)面沒有受到阻擋時(shí),往復(fù)彈簧會(huì)復(fù)位,并在復(fù)位的同時(shí)會(huì)通過輸水管將存儲(chǔ)在儲(chǔ)水箱內(nèi)部的水補(bǔ)充回活塞筒內(nèi)。
16、首先將完成預(yù)處理后的彎管放置到固定工裝上,并將兩個(gè)彎管需要焊接的兩側(cè)抵住,此時(shí)通過螺釘將固定工裝的上下兩部分固定住,以此對(duì)彎管進(jìn)行固定,并啟動(dòng)焊接組件對(duì)兩個(gè)彎管相對(duì)一側(cè)進(jìn)行焊接工作。
17、本發(fā)明的有益效果如下:
18、1.本發(fā)明當(dāng)兩個(gè)第一位移塊進(jìn)行相對(duì)的直線運(yùn)動(dòng)時(shí),會(huì)通過兩個(gè)第二位移塊同步的帶動(dòng)兩個(gè)弧形板進(jìn)行運(yùn)動(dòng),由于弧形板內(nèi)環(huán)面上固定的降溫棉上是含有水的,所以在進(jìn)行直線運(yùn)動(dòng)的過程中,弧形板對(duì)路徑上的管道進(jìn)行降溫,同時(shí)由于管道上的溫度是由焊縫區(qū)域向兩端逐漸降低的,所以在兩個(gè)弧形板同步向焊縫區(qū)域靠近時(shí),其內(nèi)環(huán)面上的降溫棉會(huì)逐漸的升溫,而由于降溫棉的逐步移動(dòng)會(huì)在焊縫區(qū)域形成一個(gè)較為平緩的溫度梯度,使得焊縫能夠更均勻地冷卻,這有助于減少因快速冷卻而產(chǎn)生的熱應(yīng)力和殘余應(yīng)力,從而降低因應(yīng)力導(dǎo)致的管道長(zhǎng)度公差的變化,進(jìn)而能夠降低后續(xù)安裝工作的復(fù)雜性和時(shí)間成本;
19、2.本發(fā)明當(dāng)移動(dòng)冷卻機(jī)構(gòu)完成對(duì)焊縫區(qū)域的降溫工作時(shí),電機(jī)會(huì)進(jìn)行逆向轉(zhuǎn)動(dòng),并在轉(zhuǎn)動(dòng)的同時(shí)通過雙向螺桿帶動(dòng)兩個(gè)第一位移塊進(jìn)行相向的直線運(yùn)動(dòng),并在運(yùn)動(dòng)的同時(shí)會(huì)帶動(dòng)兩個(gè)弧形板進(jìn)行同步運(yùn)動(dòng),在運(yùn)動(dòng)的同時(shí)電動(dòng)伸縮桿會(huì)向下拉伸,并在拉伸的同時(shí)帶動(dòng)其底部的梯形塊進(jìn)行同步運(yùn)動(dòng),此時(shí)兩個(gè)第二位移塊受到梯形塊的推力以及其側(cè)面凸塊和導(dǎo)向槽的限制,會(huì)向兩側(cè)進(jìn)行移動(dòng),當(dāng)?shù)诙灰茐K的頂部與梯形塊的頂部位于同一水平面時(shí),電動(dòng)伸縮桿會(huì)停止運(yùn)動(dòng),此時(shí)兩個(gè)弧形板處于外擴(kuò)狀態(tài)而第二進(jìn)水孔與第一進(jìn)水孔則會(huì)對(duì)齊,當(dāng)弧形板與三棱塊接觸時(shí),電機(jī)會(huì)停止運(yùn)動(dòng),此時(shí)啟動(dòng)固定連接在固定工裝下部的電動(dòng)導(dǎo)軌,當(dāng)電動(dòng)導(dǎo)軌啟動(dòng)時(shí),會(huì)帶動(dòng)其內(nèi)部滑動(dòng)的滑動(dòng)塊沿著電動(dòng)導(dǎo)軌的導(dǎo)向進(jìn)行運(yùn)動(dòng),進(jìn)而能夠帶動(dòng)固定在滑動(dòng)塊上的三棱塊進(jìn)行同步運(yùn)動(dòng),由于電動(dòng)導(dǎo)軌的弧度與弧形板的弧度一致,所以在三棱塊沿著電動(dòng)導(dǎo)軌進(jìn)行運(yùn)動(dòng)時(shí),能夠?qū)⒏街诮禍孛奚系碾s質(zhì)刮落下來,從而避免對(duì)下一組管道進(jìn)行工作時(shí),這些雜質(zhì)在移動(dòng)過程中會(huì)對(duì)管道的外壁造成損傷,進(jìn)而能夠提高管道的使用壽命。
20、3.本發(fā)明通過弧形板內(nèi)環(huán)面上開設(shè)的出水孔將水傳輸?shù)浇禍孛奚希?dāng)兩個(gè)第一位移塊再次進(jìn)行運(yùn)動(dòng)時(shí)保護(hù)殼與阻擋片會(huì)逐漸脫離,此時(shí)往復(fù)彈簧會(huì)逐漸復(fù)位,并通過輸水管將儲(chǔ)水箱內(nèi)部的水重新補(bǔ)充至活塞筒內(nèi)部,從而能夠?qū)⌒伟鍍?nèi)環(huán)面降溫棉上的水分進(jìn)行補(bǔ)充,進(jìn)而能夠提高生產(chǎn)工作的連續(xù)性。
技術(shù)特征:
1.一種耐腐蝕海底3d管段制造工藝,包括來料檢驗(yàn)、零件加工、組對(duì)、焊接、焊后無損和精加工,其特征在于:焊接包括以下步驟:
2.根據(jù)權(quán)利要求1所述的一種耐腐蝕海底3d管段制造工藝,其特征在于:步驟二中,當(dāng)管道完成焊接工作后,會(huì)通過啟動(dòng)電動(dòng)伸縮桿(222)對(duì)管道遠(yuǎn)離焊縫的外環(huán)面進(jìn)行夾持工作。
3.根據(jù)權(quán)利要求2所述的一種耐腐蝕海底3d管段制造工藝,其特征在于:通過啟動(dòng)電動(dòng)伸縮桿(222)向上運(yùn)動(dòng)帶動(dòng)梯形塊(206)和導(dǎo)向塊(207)進(jìn)行同步運(yùn)動(dòng),并通過導(dǎo)向塊(207)以及第二位移塊(208)上的凹槽,帶動(dòng)兩組弧形板(210)向中部靠近,當(dāng)兩組弧形板(210)相對(duì)的一側(cè)貼合時(shí)降溫棉會(huì)與管道外環(huán)面接觸。
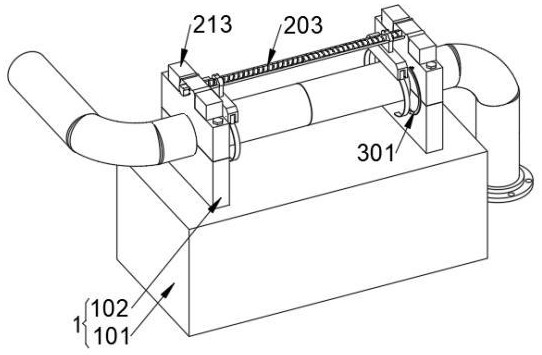
4.根據(jù)權(quán)利要求1所述的一種耐腐蝕海底3d管段制造工藝,其特征在于:步驟三中,當(dāng)兩組弧形板(210)完成閉合工作后,啟動(dòng)電機(jī)(201)帶動(dòng)雙向螺桿(202)轉(zhuǎn)動(dòng),并在轉(zhuǎn)動(dòng)的同時(shí)會(huì)帶動(dòng)兩組第一位移塊(203)進(jìn)行同步運(yùn)動(dòng),并通過導(dǎo)向柱(204)的限位使兩個(gè)第一位移塊(203)能夠進(jìn)行相對(duì)的直線運(yùn)動(dòng)。
5.根據(jù)權(quán)利要求4所述的一種耐腐蝕海底3d管段制造工藝,其特征在于:當(dāng)兩個(gè)第一位移塊(203)進(jìn)行相對(duì)直線運(yùn)動(dòng)時(shí),會(huì)同步的帶動(dòng)兩個(gè)弧形板(210)進(jìn)行直線運(yùn)動(dòng),并在運(yùn)動(dòng)的同時(shí)通過弧形板(210)內(nèi)環(huán)面上的降溫棉對(duì)管道外環(huán)面進(jìn)行降溫處理。
6.根據(jù)權(quán)利要求1所述的一種耐腐蝕海底3d管段制造工藝,其特征在于:步驟四中,當(dāng)完成降溫工作后,兩個(gè)弧形板(210)在移動(dòng)的同時(shí)會(huì)通過電動(dòng)伸縮桿(222)的向下運(yùn)動(dòng)逐步進(jìn)行外擴(kuò),直至第二進(jìn)水孔(221)與第一進(jìn)水孔(211)對(duì)齊時(shí),兩個(gè)弧形板(210)會(huì)停止運(yùn)動(dòng),為后續(xù)工作預(yù)留充足的空間。
7.根據(jù)權(quán)利要求3所述的一種耐腐蝕海底3d管段制造工藝,其特征在于:當(dāng)兩個(gè)弧形板(210)完成外擴(kuò)時(shí),電動(dòng)導(dǎo)軌(301)會(huì)啟動(dòng),并會(huì)通過滑動(dòng)塊(302)帶動(dòng)三棱塊(303)沿著電動(dòng)導(dǎo)軌(301)的導(dǎo)向進(jìn)行同步運(yùn)動(dòng),并在運(yùn)動(dòng)的過程中對(duì)附著在降溫棉上的雜質(zhì)進(jìn)行刮除。
8.根據(jù)權(quán)利要求1所述的一種耐腐蝕海底3d管段制造工藝,其特征在于:步驟五中,通過電機(jī)(201)持續(xù)的逆向轉(zhuǎn)動(dòng)能夠帶動(dòng)第一位移塊(203)繼續(xù)進(jìn)行相向的直線運(yùn)動(dòng),并在運(yùn)動(dòng)的過程中使剛性管(219)通過第二進(jìn)水孔(221)插入到第一進(jìn)水孔(211)內(nèi)。
9.根據(jù)權(quán)利要求8所述的一種耐腐蝕海底3d管段制造工藝,其特征在于:通過阻擋片(220)的阻擋能夠在第二位移塊(208)持續(xù)相向運(yùn)動(dòng)時(shí)進(jìn)行阻擋,從而能夠?qū)⒒钊玻?15)內(nèi)的水補(bǔ)充進(jìn)行弧形板(210)內(nèi),并通過出水孔(212)使水逐漸滲透到弧形板(210)內(nèi)環(huán)面的降溫棉中,當(dāng)阻擋片(220)側(cè)面沒有受到阻擋時(shí),往復(fù)彈簧(217)會(huì)復(fù)位,并在復(fù)位的同時(shí)會(huì)通過輸水管(214)將存儲(chǔ)在儲(chǔ)水箱(213)內(nèi)部的水補(bǔ)充回活塞筒(215)內(nèi)。
10.一種耐腐蝕海底3d管段制造焊接工裝,運(yùn)用于權(quán)利要求1-9任意一項(xiàng)所述的一種耐腐蝕海底3d管段制造工藝,其特征在于:首先將完成預(yù)處理后的彎管放置到固定工裝(102)上,并將兩個(gè)彎管需要焊接的兩側(cè)抵住,此時(shí)通過螺釘將固定工裝(102)的上下兩部分固定住,以此對(duì)彎管進(jìn)行固定,并啟動(dòng)焊接組件對(duì)兩個(gè)彎管相對(duì)一側(cè)進(jìn)行焊接工作。
技術(shù)總結(jié)
本發(fā)明屬于管段制造技術(shù)領(lǐng)域,具體的說是一種耐腐蝕海底3D管段制造工藝及焊接工裝,包括來料檢驗(yàn)、零件加工、組對(duì)、焊接、焊后無損和精加工,通過降溫棉的逐步移動(dòng)在焊縫區(qū)域形成一個(gè)較為平緩的溫度梯度,使得焊縫能夠更均勻地冷卻,這有助于減少因快速冷卻而產(chǎn)生的熱應(yīng)力和殘余應(yīng)力,從而降低因應(yīng)力導(dǎo)致的管道長(zhǎng)度公差的變化,其次,通過三棱塊沿著電動(dòng)導(dǎo)軌進(jìn)行運(yùn)動(dòng),能夠?qū)⒏街诮禍孛奚系碾s質(zhì)刮落下來,從而避免這些雜質(zhì)在移動(dòng)過程中會(huì)對(duì)管道的外壁造成損傷,進(jìn)而能夠提高管道的使用壽命,此外,通過輸水管將儲(chǔ)水箱內(nèi)部的水重新補(bǔ)充至活塞筒內(nèi)部,從而能夠?qū)⌒伟鍍?nèi)環(huán)面降溫棉上的水分進(jìn)行補(bǔ)充,進(jìn)而能夠提高生產(chǎn)工作的連續(xù)性。
技術(shù)研發(fā)人員:張振民,潘詠,陳吉兵,劉在彩,孟曉芳
受保護(hù)的技術(shù)使用者:蘇州羅克萊科技有限公司
技術(shù)研發(fā)日:
技術(shù)公布日:2025/4/24
- 還沒有人留言評(píng)論。精彩留言會(huì)獲得點(diǎn)贊!