用于帶孔零件的加工防護方法與流程
本技術涉及零件防護相關領域,尤其涉及用于帶孔零件的加工防護方法。
背景技術:
1、在半導體精密零件的制造過程中,零件結構的復雜性對加工過程提出了極高的要求。這些零件往往需要進行局部表面處理和機械加工,而在此過程中,必須防止異物或藥水等進入零件內部,以免影響其性能和品質。傳統的堵孔加工方法主要依賴人工管控,工人需要逐個識別零件上的開孔,選擇合適的堵頭型號,并手動安裝。這種方法不僅效率低下,而且容易出錯。由于人工操作的不可控性,很難保證每個開孔都能得到準確、及時的封堵,從而增加了零件在后續加工過程中受損的風險。
2、現階段相關技術中,用于帶孔零件的加工防護存在效率低下,出錯率高,加工防護準確性差,導致影響零件加工質量的技術問題。
技術實現思路
1、本技術通過提供用于帶孔零件的加工防護方法,采用根據帶孔零件的加工任務,在待加工零件表面定位k個待防護開孔,調取每個開孔的特性參數和幾何定位信息,根據加工任務和開孔特性參數,進行匹配決策推演,確定每個開孔的堵頭型號,根據堵頭型號、開孔幾何定位信息和開孔特性參數,進行動態控制推演,確定每個堵頭的安裝控制參數,根據開孔幾何定位信息和安裝控制參數,進行加工防護路徑優化,獲得堵頭安裝優化路徑,在調用獲得堵頭配件后,根據堵頭安裝優化路徑序列化堵頭配件,獲得配件調度序列,以堵頭安裝優化路徑為安裝控制約束,以配件調度序列為安裝調度約束,驅動防護機械臂將堵頭配件安裝至待加工零件的待防護開孔中等技術手段,達到了提高生產效率,降低出錯率,提高加工防護準確性,進而提高零件加工質量的技術效果。
2、本技術提供用于帶孔零件的加工防護方法,包括:根據帶孔零件加工任務在待加工零件表面定位k個待防護開孔;調取所述k個待防護開孔的k個開孔特性參數和k個開孔幾何定位信息;根據所述帶孔零件加工任務和k個開孔特性參數進行匹配決策推演,獲得k個堵頭型號信息;根據所述k個堵頭型號信息、k個開孔幾何定位信息和k個開孔特性參數進行動態控制推演,獲得k個安裝控制參數;根據所述k個開孔幾何定位信息和k個安裝控制參數進行加工防護路徑優化,獲得堵頭安裝優化路徑;在根據所述k個堵頭型號信息調用獲得k個堵頭配件后,根據所述堵頭安裝優化路徑序列化所述k個堵頭配件,獲得配件調度序列;以所述堵頭安裝優化路徑為安裝控制約束,以所述配件調度序列為安裝調度約束,驅動防護機械臂將所述k個堵頭配件安裝至所述待加工零件的所述k個待防護開孔,對所述待加工零件執行加工防護的預處理。
3、在可能的實現方式中,根據帶孔零件加工任務在待加工零件表面定位k個待防護開孔,執行以下處理:根據所述待加工零件的零件編碼進行本地數據調用,獲得加工姿態參數和零件設計信息;在根據所述零件設計信息空間建模后,根據所述加工姿態參數對建模結果進行空間位置調節,生成待加工模型;根據所述帶孔零件加工任務在所述待加工模型表面進行加工區域定位,獲得目標加工區域;以所述目標加工區域為約束進行開孔篩選,獲得所述k個待防護開孔。
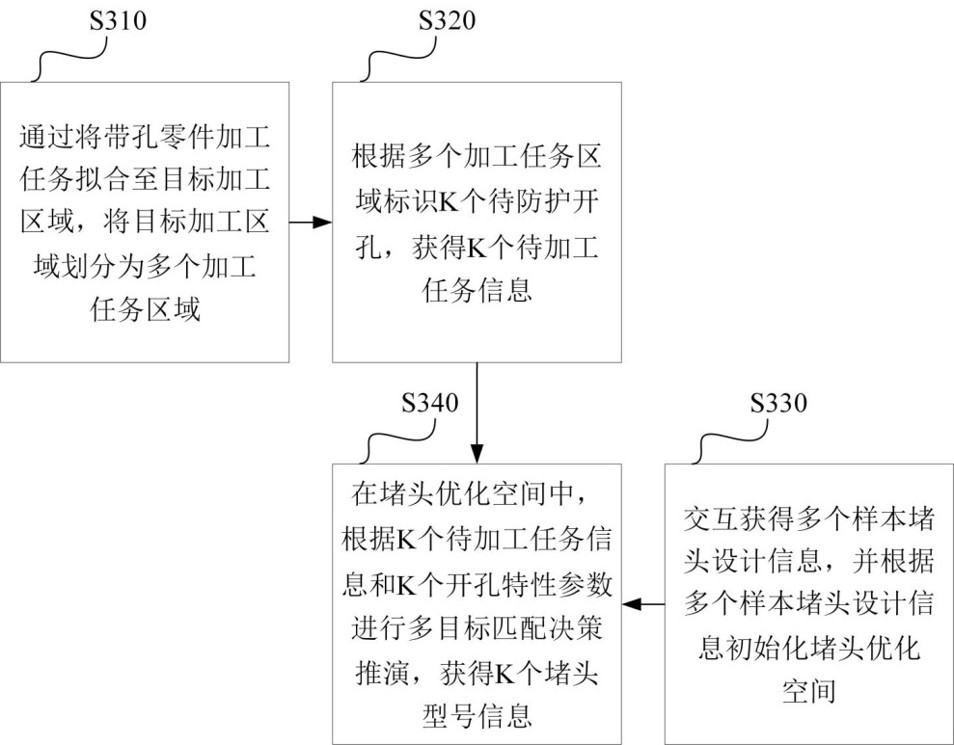
4、在可能的實現方式中,根據所述帶孔零件加工任務和k個開孔特性參數進行匹配決策推演,獲得k個堵頭型號信息,執行以下處理:通過將所述帶孔零件加工任務擬合至所述目標加工區域,將所述目標加工區域劃分為多個加工任務區域;根據所述多個加工任務區域標識所述k個待防護開孔,獲得k個待加工任務信息;交互獲得多個樣本堵頭設計信息,并根據所述多個樣本堵頭設計信息初始化堵頭優化空間;在所述堵頭優化空間中,根據所述k個待加工任務信息和k個開孔特性參數進行多目標匹配決策推演,獲得所述k個堵頭型號信息。
5、在可能的實現方式中,在所述堵頭優化空間中,根據所述k個待加工任務信息和k個開孔特性參數進行多目標匹配決策推演,獲得所述k個堵頭型號信息,執行以下處理:解析所述多個樣本堵頭設計信息,獲得多個樣本堵頭尺寸、多個樣本堵頭功能特性和多個樣本堵頭成本;基于標準堵頭尺寸指標構建堵頭優化空間后,根據所述多個樣本堵頭尺寸在所述堵頭優化空間定位多個樣本堵頭粒子點;采用所述多個樣本堵頭功能特性和多個樣本堵頭成本填充所述多個樣本堵頭粒子點,完成所述堵頭優化空間的初始化;從第一開孔特性參數提取第一開孔尺寸和第一表面屬性;在所述堵頭優化空間定位所述第一開孔尺寸的第一虛擬粒子點;交互獲得過盈配合量,并根據所述過盈配合量在第一虛擬粒子點構建堵頭篩選空間;采用第一待加工任務信息和所述第一表面屬性遍歷功能特性信息庫,獲得第一需求功能特性;在所述堵頭篩選空間中,根據所述第一需求功能特性進行多目標匹配決策推演,獲得第一堵頭型號信息;以此類推,在所述堵頭優化空間中,根據所述k個待加工任務信息和k個開孔特性參數進行多目標匹配決策推演,獲得所述k個堵頭型號信息。
6、在可能的實現方式中,在所述堵頭篩選空間中,根據所述第一需求功能特性進行多目標匹配決策推演,獲得第一堵頭型號信息,執行以下處理:在所述堵頭優化空間篩選落入所述堵頭篩選空間的h個樣本堵頭粒子點;采用所述第一需求功能特性遍歷所述h個樣本堵頭粒子點的h個樣本堵頭功能特性,以從所述h個樣本堵頭粒子點篩選m個樣本堵頭粒子點,其中,m為小于h的正整數;根據所述m個樣本堵頭粒子點的m個樣本堵頭成本序列化所述m個樣本堵頭粒子點后,根據排序結果進行極小值對應堵頭粒子點的堵頭型號調用,獲得所述第一堵頭型號信息。
7、在可能的實現方式中,根據所述k個堵頭型號信息、k個開孔幾何定位信息和k個開孔特性參數進行動態控制推演,獲得k個安裝控制參數,之前,執行以下處理:交互獲得多個樣本堵頭型號、多個樣本開孔特性和多個樣本安裝操作參數,其中,所述樣本安裝操作參數包括樣本安裝深度、樣本安裝力和樣本安裝速度;將所述多個樣本堵頭型號、多個樣本開孔特性和多個樣本安裝操作參數作為訓練數據進行安裝操作推演單元的構建;交互獲得多個樣本開孔方向向量和多個樣本安裝方向參數;將所述多個樣本開孔方向向量和多個樣本安裝方向參數作為訓練數據進行安裝方向推演單元的構建;通過并聯所述安裝操作推演單元和安裝方向推演單元,完成動態控制推演模型的構建。
8、在可能的實現方式中,根據所述k個堵頭型號信息、k個開孔幾何定位信息和k個開孔特性參數進行動態控制推演,獲得k個安裝控制參數,執行以下處理:從所述k個開孔幾何定位信息提取獲得k個開孔防護位置向量和k個開孔防護方向向量;在將所述k個堵頭型號信息和k個開孔特性參數同步至所述動態控制推演模型的所述安裝操作推演單元,將所述k個開孔防護方向向量同步至所述動態控制推演模型的安裝方向推演單元后,同步運行所述安裝操作推演單元和安裝方向推演單元進行動態控制推演,獲得k個安裝控制參數。
9、在可能的實現方式中,根據所述k個開孔幾何定位信息和k個安裝控制參數進行加工防護路徑優化,獲得堵頭安裝優化路徑,執行以下處理:采用所述k個開孔防護位置向量本地化所述k個安裝控制參數,獲得k個加工防護控制參數;在所述待加工零件表面定位初始防護開孔;從所述k個加工防護控制參數調用所述初始防護開孔的第一加工防護控制參數;根據所述第一加工防護控制參數與k-1個待防護開孔的k-1個加工防護控制參數的歐氏距離序列化所述k-1個待防護開孔,獲得加工防護序列;根據所述加工防護序列擬合輸出所述堵頭安裝優化路徑。
10、擬通過本技術提出的用于帶孔零件的加工防護方法,首先根據帶孔零件加工任務在待加工零件表面定位k個待防護開孔,接著調取k個待防護開孔的k個開孔特性參數和k個開孔幾何定位信息,然后根據帶孔零件加工任務和k個開孔特性參數進行匹配決策推演,獲得k個堵頭型號信息,進而根據k個堵頭型號信息、k個開孔幾何定位信息和k個開孔特性參數進行動態控制推演,獲得k個安裝控制參數,再根據k個開孔幾何定位信息和k個安裝控制參數進行加工防護路徑優化,獲得堵頭安裝優化路徑,繼而在根據k個堵頭型號信息調用獲得k個堵頭配件后,根據堵頭安裝優化路徑序列化k個堵頭配件,獲得配件調度序列,最后以堵頭安裝優化路徑為安裝控制約束,以配件調度序列為安裝調度約束,驅動防護機械臂將k個堵頭配件安裝至待加工零件的k個待防護開孔,對待加工零件執行加工防護的預處理,達到了提高生產效率,降低出錯率,提高加工防護準確性,進而提高零件加工質量的技術效果。
- 還沒有人留言評論。精彩留言會獲得點贊!