一種鑄件生產用砂芯成型裝置的制作方法
本技術涉及鑄件生產,具體為一種鑄件生產用砂芯成型裝置。
背景技術:
1、通過模具進行鑄造是各種零件常用的制造方式之一,其在實際使用過程中,一般還需要砂芯配合模具進行使用,由于砂芯屬于消耗品,因此需要大批量進行生產,砂芯自身在制造時也是通過模具進行,主要材料是特制的砂漿,鑄造前將型砂做成模型,通常在砂型鑄造完成后,將鑄件取出后,鑄件才能被使用,在起重機和升降機整體機上常常會用到砂芯鑄件。
2、但是現有技術還存在如下問題:
3、首先,現有技術的鑄件生產用砂芯成型裝置在對砂芯進行鑄件時,大多數砂芯成型裝置不能很好的對砂芯有效的進行鑄件,導致砂芯在進行鑄件時容易達不到產品的標準,從而導致工作人員需要對其進行返工,影響砂芯鑄件的加工效率。
4、其次,由于鑄件生產用砂芯成型裝置需要在砂芯成型裝置中倒入砂漿進行擠壓變形才能型砂做成的模型,而目前市面上的砂芯成型裝置無法有效的將砂漿模型擠壓成形。
5、針對上述問題,發明人提出一種鑄件生產用砂芯成型裝置用于解決上述問題。
技術實現思路
1、為了解決不能很好的對砂芯有效的進行鑄件和無法有效的將砂漿模型擠壓成形的問題;本實用新型的目的在于提供一種鑄件生產用砂芯成型裝置。
2、為解決上述技術問題,本實用新型采用如下技術方案:一種鑄件生產用砂芯成型裝置,包括臺面,所述臺面的頂端設有壓合裝置,所述臺面的頂端放置有模具組件,所述模具組件包括兩個底板,其中一個所述底板的頂端固定連接有第一模板,另一個所述底板的頂端固定連接有第二模板,所述第二模板的頂端固定連接有固定桿,兩個所述底板的外表面均設有兩個支撐框,兩個所述支撐框的內部均設有砂漿,兩個所述支撐框的兩端均固定連接有把手,兩個所述把手的一側內壁均固定連接有卡板,每兩個相鄰的所述卡板的一端均共同插設有插桿,分別將兩個插桿插設在兩個卡板的內壁中,對兩個支撐框進行連接,其中一個所述砂漿的內部設有第一通槽,另一個所述砂漿的內部設有第二通槽,所述第一模板的外表面與第一通槽的內壁相貼合,所述第二模板的外表面與第二通槽的內壁相貼合。
3、優選地,所述壓合裝置包括三個齒輪,三個所述齒輪的外表面共同嚙合連接有鏈條,所述臺面的底端固定連接有電機,所述電機的輸出端與靠中間的齒輪的頂端固定連接,兩側的所述齒輪的頂端均固定連接有絲桿,兩個所述絲桿的外表面均套接有滑塊,絲桿旋轉帶動滑塊移動,兩個所述滑塊的相對面的一端共同固定連接有頂板,所述臺面的頂端固定連接有四個呈矩形陣列分布的支桿,四個所述支桿與兩個絲桿的頂端均固定連接有限位板,所述頂板的底端固定連接有壓板,所述壓板的外表面與支撐框的內壁相貼合。
4、與現有技術相比,本實用新型的有益效果在于:
5、1、本實用新型可以將壓實后冷卻的砂漿都倒出,將兩個砂漿翻轉進行上下對齊,將兩個砂漿再次放入兩個支撐框中,對砂漿漏出的固定桿的內壁中倒入鑄件用的金屬液體,當金屬液體冷卻時,將砂漿倒出,將兩個固定桿內壁成型的金屬切掉,打磨產品的外表面得到成品,從而達到了可以有效的對砂芯進行鑄件的目的;
6、2、本實用新型可以使頂板向下移動時帶動壓板下降并與支撐框的內壁相貼合擠壓,壓板將兩個支撐框內壁中的砂漿進行壓實,從而達到了可以有效的將砂漿模型擠壓成形的目的。
技術特征:
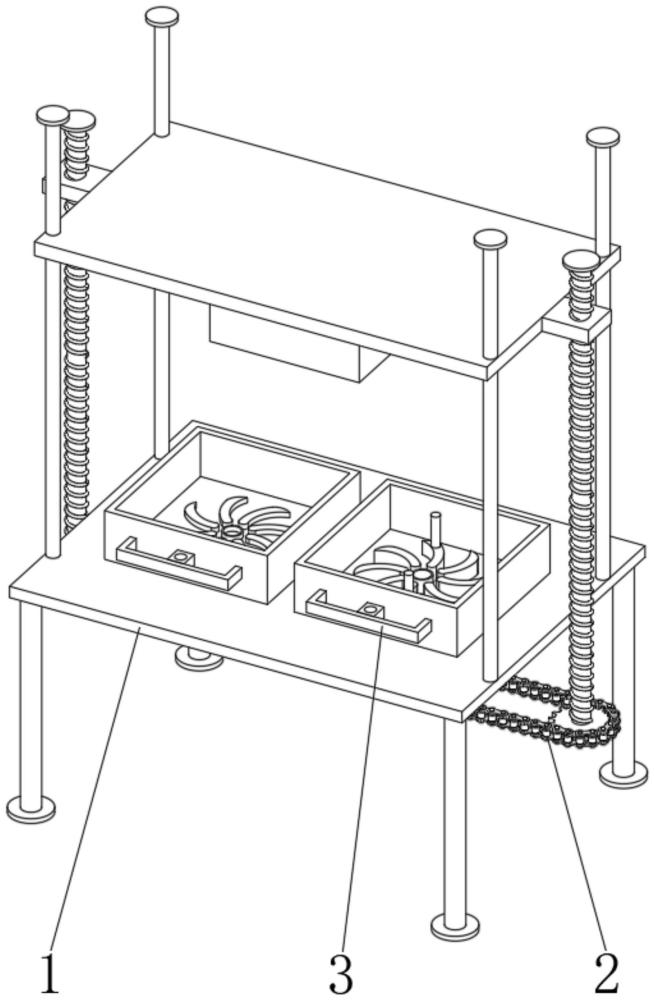
1.一種鑄件生產用砂芯成型裝置,包括臺面(1),其特征在于:所述臺面(1)的頂端設有壓合裝置(2),所述臺面(1)的頂端放置有模具組件(3);
2.如權利要求1所述的一種鑄件生產用砂芯成型裝置,其特征在于:所述壓合裝置(2)包括三個齒輪(21),三個所述齒輪(21)的外表面共同嚙合連接有鏈條(22),所述臺面(1)的底端固定連接有電機(23),所述電機(23)的輸出端與靠中間的齒輪(21)的頂端固定連接,兩側的所述齒輪(21)的頂端均固定連接有絲桿(24),兩個所述絲桿(24)的外表面均套接有滑塊(25),兩個所述滑塊(25)的相對面的一端共同固定連接有頂板(26),所述臺面(1)的頂端固定連接有四個呈矩形陣列分布的支桿(27),所述頂板(26)的底端固定連接有壓板(29)。
3.如權利要求1所述的一種鑄件生產用砂芯成型裝置,其特征在于:每兩個相鄰的所述卡板(37)的一端均共同插設有插桿(39)。
4.如權利要求2所述的一種鑄件生產用砂芯成型裝置,其特征在于:四個所述支桿(27)與兩個絲桿(24)的頂端均固定連接有限位板(28)。
5.如權利要求2所述的一種鑄件生產用砂芯成型裝置,其特征在于:所述壓板(29)的外表面與支撐框(35)的內壁相貼合。
6.如權利要求1所述的一種鑄件生產用砂芯成型裝置,其特征在于:兩個所述支撐框(35)的內部均設有砂漿(38)。
7.如權利要求6所述的一種鑄件生產用砂芯成型裝置,其特征在于:其中一個所述砂漿(38)的內部設有第一通槽(4),另一個所述砂漿(38)的內部設有第二通槽(5)。
8.如權利要求7所述的一種鑄件生產用砂芯成型裝置,其特征在于:所述第一模板(31)的外表面與第一通槽(4)的內壁相貼合,所述第二模板(33)的外表面與第二通槽(5)的內壁相貼合。
技術總結
本技術公開了一種鑄件生產用砂芯成型裝置,涉及鑄件生產技術領域,而本技術包括臺面,所述臺面的頂端設有壓合裝置,所述臺面的頂端放置有模具組件,所述模具組件包括兩個底板,其中一個所述底板的頂端固定連接有第一模板,另一個所述底板的頂端固定連接有第二模板,所述第二模板的頂端固定連接有固定桿,兩個所述底板的外表面均設有兩個支撐框,兩個所述支撐框的內部均設有砂漿,兩個所述支撐框的兩端均固定連接有把手,兩個所述把手的一側內壁均固定連接有卡板,每兩個相鄰的所述卡板的一端均共同插設有插桿,本技術所提供的一種鑄件生產用砂芯成型裝置有效的對砂芯進行鑄件,而且可以有效的將砂漿模型擠壓成形。
技術研發人員:王愿
受保護的技術使用者:徐州晟拓精密裝備制造有限公司
技術研發日:20240411
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!