一種壓鑄發動機缸體生產線的制作方法
本發明涉及金屬鑄造,具體說是一種壓鑄發動機缸體生產線。
背景技術:
1、現有發動機缸體采用壓力鑄造的方式進行鑄造時,需考慮因金屬冷卻收縮導致的縮孔或縮松缺陷,因此需要設計模型冒口,通過在生產線壓鑄過程中向鑄件凝固收縮的區域補充金屬液,通過動態壓力傳遞和液態金屬的持續供給,確保鑄件在凝固過程中體積收縮得到有效補償,但現有壓鑄發動機缸體生產線存在以下問題:由于通常情況下壓鑄發動機的缸體結構復雜,壁厚不均,熱節點較多,補縮較為困難,受制于該影響,在鑄造時仍存在部分冒口位置偏離熱節中心現象,產生冒口冷卻不均的現象,即冒口與鑄件溫差過大,凝固收縮不一致的影響,會致使脫模后因殘余應力釋放引發翹曲,傳統技術手段采用集中補償的方式不利于針對具體偏移熱節中心冒口的局部點位進行處理,無法穩定消除缸體壓鑄后形成的殘留應力。
技術實現思路
1、針對現有技術中的問題,本發明提供了一種壓鑄發動機缸體生產線。
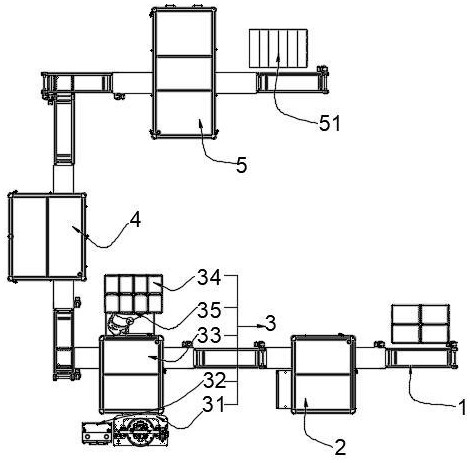
2、本發明解決其技術問題所采用的技術方案是:一種壓鑄發動機缸體生產線,包括作業傳輸軌,所述作業傳輸軌排布路徑依次設置有plc控制段、脫模作業段、噴涂作業段以及保溫作業段,所述plc控制段、所述脫模作業段、所述噴涂作業段以及所述保溫作業段均通過所述作業傳輸軌連接;
3、所述脫模作業段包括腔體識別模塊、圖像分析模塊、冒口標定模塊、脫模釋壓模塊以及脫模補償模塊,所述冒口標定模塊設置于所述作業傳輸軌的傳輸線側沿位置,所述腔體識別模塊和所述圖像分析模塊均通過四軸機械臂安裝于所述冒口標定模塊的一端,所述腔體識別模塊用于采集缸體鑄造模具的腔體圖像并上傳至所述圖像分析模塊,所述圖像分析模塊依據當前模具模流分析數據初步標定缸體壓鑄時的熱節中心,之后通過所述冒口標定模塊沿偏離熱節中心的冒口位置預設定所述脫模釋壓模塊進行脫模應力釋放時的作業點位,并由所述脫模釋壓模塊在脫模前預先釋放局部翹曲形成面的殘留應力,所述脫模補償模塊設置于所述脫模釋壓模塊上端面,所述脫模補償模塊用于所述脫模釋壓模塊釋放殘留應力時協同所述脫模釋壓模塊補償冒口區域脫模速率。
4、優選的,所述腔體識別模塊和所述圖像分析模塊安裝于所述冒口標定模塊的一側,所述脫模釋壓模塊以及所述脫模補償模塊安裝于所述冒口標定模塊的另一側,所述腔體識別模塊與所述圖像分析模塊信號連接,所述脫模補償模塊安裝于所述脫模釋壓模塊和所述冒口標定模塊之間。
5、優選的,所述脫模釋壓模塊包括傳動機構、偏離面補償源生成機構、周向可調補償端口以及溫度校準模塊,所述周向可調補償端口數量為若干個,所述溫度校準模塊用于讀取其余冒口下降溫度數據,并依據其余冒口上升或下降溫度數據實時調控所述偏離面補償源生成機構的輸出功率,所述傳動機構用于將所述周向可調補償端口固定于偏離熱節中心的冒口外周,最終通過所述周向可調補償端口將遠離熱節中心的冒口一側進行局部的加熱源或冷卻源雙項補償。
6、優選的,所述脫模補償模塊包括用于讀取周向可調補償端口調試后所處補償位置的信號采集單元、用于局部噴涂面補償的脫模噴口、用于設定補償作業位置區間的調控模塊以及噴涂源預處理模塊,所述信號采集單元與所述周向可調補償端口信號連接,所述調控模塊與所述信號采集單元信號連接,所述噴涂源預處理模塊與所述脫模噴口的輸入端固定連接。
7、優選的,所述腔體識別模塊包括探頭傳動夾臂、圖像采集探頭以及采集數據傳輸模塊,所述探頭傳動夾臂用于調試所述圖像采集探頭對缸體鑄造模具的腔體圖像的采集位置,并通過所述采集數據傳輸模塊將所述圖像采集探頭獲取的圖像參數上傳至所述圖像分析模塊,所述探頭傳動夾臂與所述plc控制段信號連接,所述圖像采集探頭與探頭傳動夾臂固定連接,所述圖像采集探頭與采集數據傳輸模塊信號連接。
8、優選的,所述噴涂源預處理模塊由溫控箱、供給泵機以及壓力調控閥組成,所述壓力調控閥安裝于溫控箱內側,所述供給泵機的輸出端與所述脫模噴口的輸入端固定連接,所述供給泵機的抽送端與所述壓力調控閥連接。
9、優選的,所述作業傳輸軌處于所述脫模作業段、所述噴涂作業段和所述保溫作業段的位置均設置有用于將缸體上下料的機械臂組件。
10、優選的,所述作業傳輸軌靠近所述保溫作業段的一端設置有下料中轉箱,所述下料中轉箱用于批量裝載成型缸體并輸送至下一工序。
11、相較于現有技術,本發明的有益效果:通過設置腔體識別模塊采集缸體鑄造模具的腔體圖像并上傳至圖像分析模塊,使圖像分析模塊依據當前模具模流分析數據,進而初步標定缸體壓鑄時的熱節中心,之后通過冒口標定模塊沿偏離熱節中心的冒口位置預設定脫模釋壓模塊進行脫模應力釋放時的作業點位,由脫模釋壓模塊在脫模前預先釋放局部翹曲形成面的殘留應力,并通過脫模補償模塊在脫模釋壓模塊釋放殘留應力時,協同脫模釋壓模塊補償冒口區域脫模速率,使缸體壓鑄時偏離熱節中心部分的冒口可在脫模前優先受到脫模釋壓模塊以及脫模補償模塊的處理,降低冒口脫模時因凝固收縮不一致時因殘余應力釋放引發翹曲,確保缸體脫模后的成型質量。
技術特征:
1.一種壓鑄發動機缸體生產線,包括作業傳輸軌(1),其特征在于:所述作業傳輸軌(1)排布路徑依次設置有plc控制段(2)、脫模作業段(3)、噴涂作業段(4)以及保溫作業段(5),所述plc控制段(2)、所述脫模作業段(3)、所述噴涂作業段(4)以及所述保溫作業段(5)均通過所述作業傳輸軌(1)連接;
2.根據權利要求1所述的一種壓鑄發動機缸體生產線,其特征在于:所述腔體識別模塊(31)和所述圖像分析模塊(32)安裝于所述冒口標定模塊(33)的一側,所述脫模釋壓模塊(34)以及所述脫模補償模塊(35)安裝于所述冒口標定模塊(33)的另一側,所述腔體識別模塊(31)與所述圖像分析模塊(32)信號連接,所述脫模補償模塊(35)安裝于所述脫模釋壓模塊(34)和所述冒口標定模塊(33)之間。
3.根據權利要求1所述的一種壓鑄發動機缸體生產線,其特征在于:所述脫模釋壓模塊(34)包括傳動機構、偏離面補償源生成機構、周向可調補償端口以及溫度校準模塊,所述周向可調補償端口數量為若干個,所述溫度校準模塊用于讀取其余冒口下降溫度數據,并依據其余冒口上升或下降溫度數據實時調控所述偏離面補償源生成機構的輸出功率,所述傳動機構用于將所述周向可調補償端口固定于偏離熱節中心的冒口外周,最終通過所述周向可調補償端口將遠離熱節中心的冒口一側進行局部的加熱源或冷卻源雙項補償。
4.根據權利要求3所述的一種壓鑄發動機缸體生產線,其特征在于:所述脫模補償模塊(35)包括用于讀取周向可調補償端口調試后所處補償位置的信號采集單元、用于局部噴涂面補償的脫模噴口、用于設定補償作業位置區間的調控模塊以及噴涂源預處理模塊,所述信號采集單元與所述周向可調補償端口信號連接,所述調控模塊與所述信號采集單元信號連接,所述噴涂源預處理模塊與所述脫模噴口的輸入端固定連接。
5.根據權利要求1所述的一種壓鑄發動機缸體生產線,其特征在于:所述腔體識別模塊(31)包括探頭傳動夾臂、圖像采集探頭以及采集數據傳輸模塊,所述探頭傳動夾臂用于調試所述圖像采集探頭對缸體鑄造模具的腔體圖像的采集位置,并通過所述采集數據傳輸模塊將所述圖像采集探頭獲取的圖像參數上傳至所述圖像分析模塊(32),所述探頭傳動夾臂與所述plc控制段(2)信號連接,所述圖像采集探頭與探頭傳動夾臂固定連接,所述圖像采集探頭與采集數據傳輸模塊信號連接。
6.根據權利要求4所述的一種壓鑄發動機缸體生產線,其特征在于:所述噴涂源預處理模塊由溫控箱、供給泵機以及壓力調控閥組成,所述壓力調控閥安裝于溫控箱內側,所述供給泵機的輸出端與所述脫模噴口的輸入端固定連接,所述供給泵機的抽送端與所述壓力調控閥連接。
7.根據權利要求1所述的一種壓鑄發動機缸體生產線,其特征在于:所述作業傳輸軌(1)處于所述脫模作業段(3)、所述噴涂作業段(4)和所述保溫作業段(5)的位置均設置有用于將缸體上下料的機械臂組件。
8.根據權利要求1所述的一種壓鑄發動機缸體生產線,其特征在于:所述作業傳輸軌(1)靠近所述保溫作業段(5)的一端設置有下料中轉箱(51),所述下料中轉箱(51)用于批量裝載成型缸體并輸送至下一工序。
技術總結
本發明涉及金屬鑄造技術領域,具體地說是一種壓鑄發動機缸體生產線,包括作業傳輸軌,所述作業傳輸軌排布路徑依次設置有PLC控制段、脫模作業段、噴涂作業段以及保溫作業段,所述PLC控制段、所述脫模作業段、所述噴涂作業段以及所述保溫作業段均通過所述作業傳輸軌連接;圖像分析模塊依據當前模具模流分析數據,進而初步標定缸體壓鑄時的熱節中心,之后通過冒口標定模塊沿偏離熱節中心的冒口位置預設定脫模釋壓模塊進行脫模應力釋放時的作業點位,由脫模釋壓模塊在脫模前預先釋放局部翹曲形成面的殘留應力,并通過脫模補償模塊在脫模釋壓模塊釋放殘留應力時,協同脫模釋壓模塊補償冒口區域脫模速率。
技術研發人員:于碩學,張娟,趙勇軍
受保護的技術使用者:邁克發展(山東)汽車零部件有限公司
技術研發日:
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!