一種小盒商標紙捆綁帶自動分離的裝置的制作方法
本技術涉及煙草加工設備,尤其涉及一種小盒商標紙捆綁帶自動分離的裝置。
背景技術:
1、在卷煙生產過程中,小盒商標紙一般500張為一疊,一疊重量大概2—3千克;為了便于運輸,每疊小盒商標紙都會用牛皮紙捆綁帶在外圍捆綁一圈;而在小盒商標紙輸送進包裝生產線之前,必須將捆綁用的牛皮紙捆綁帶割斷并分離。目前,牛皮紙捆綁帶帶的分離及為包裝生產線供應小盒商標紙的工作主要由人工完成,勞動強度大,且費時費力,影響了包裝機的生產效率。因此,現在迫切需要一種小盒商標紙捆綁帶自動分離的裝置,并能夠實現為卷煙包裝機自動供應小盒商標紙的裝置。
技術實現思路
1、本實用新型提供了一種小盒商標紙捆綁帶自動分離的裝置,以解決現有技術中小盒商標紙捆的捆綁帶分離效率低下的技術問題。
2、本實用新型提供的技術方案如下:
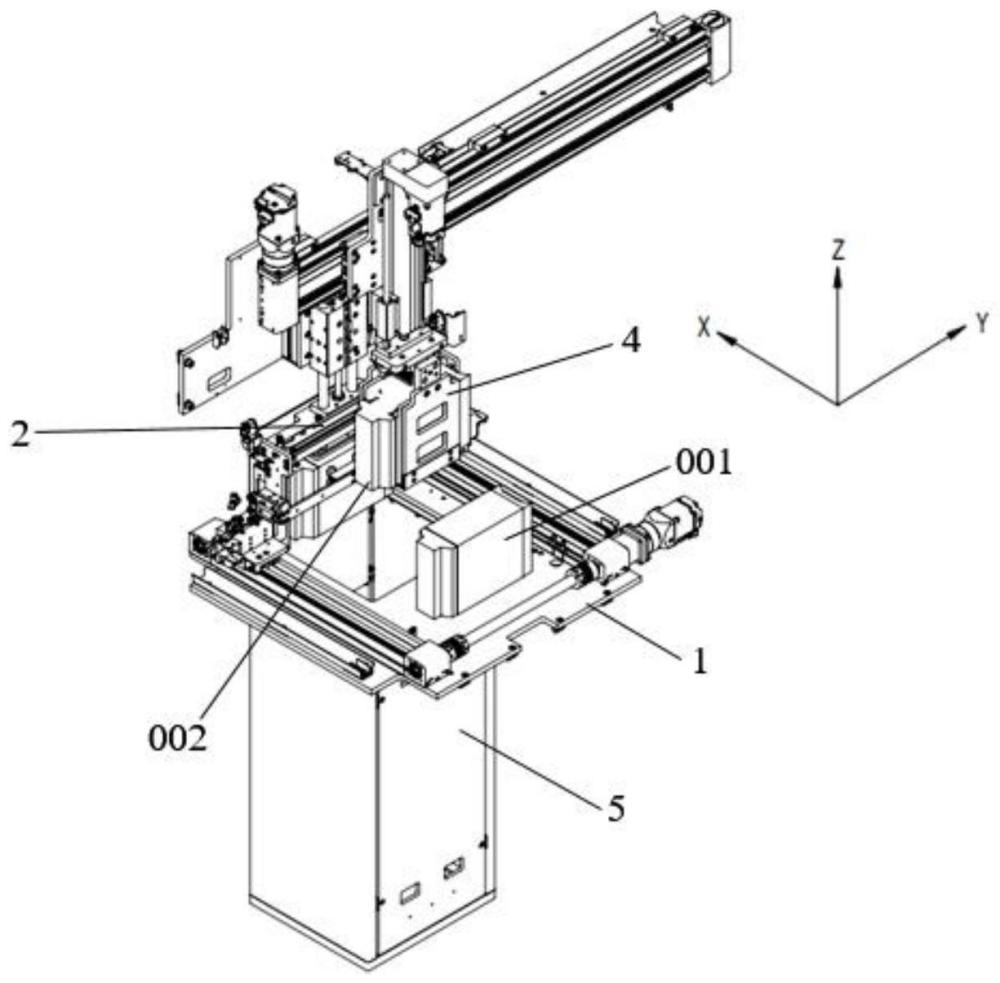
3、本實用新型的一個目的在于提供一種小盒商標紙捆綁帶自動分離的裝置,所述裝置至少包括:推包組件、壓緊割紙組件、扯紙組件、移載組件和通道組件;
4、所述推包組件,用于接收所述推包組件一端上游輸送下來的小盒商標紙捆,并將小盒商標紙捆沿x軸正向搬運至所述壓緊割紙組件下方;
5、所述壓緊割紙組件,布置于所述推包組件另一端的上方,用于將所述推包組件搬運過來的小盒商標紙捆的捆綁帶割斷;
6、所述扯紙組件,布置于所述推包組件的另一端,用于固定所述小盒商標紙捆上位于x軸正向一側的捆綁帶;所述推包組件還用于在所述壓緊割紙組件割斷小盒商標紙捆的捆綁帶后,沿x軸負向推送小盒商標紙,所述扯紙組件還用于在所述推包組件沿x軸負向推送小盒商標紙時,將所述壓緊割紙組件割斷后的捆綁帶從小盒商標紙捆自身分離下來;
7、所述移載組件,布置于所述推包組件上方,用于將分離了捆綁帶的小盒商標紙沿y軸方向搬運至下游;
8、所述通道組件,布置于所述推包組件下方,用于儲存所述扯紙組件分離下來的捆綁帶。
9、在一個較佳的實施例中,所述推包組件至少包括:左擋板、右擋板和第一v形支撐板;
10、所述左擋板和所述右擋板被配置為:沿小盒商標紙捆長度方向相互靠近或相互遠離運動,用于擋住小盒商標紙捆使其在搬運過程中不發生傾倒;
11、所述第一v形支撐板設置兩組,一組所述第一v形支撐板與所述左擋板連接,另一組所述第一v形支撐板與所述右擋板連接;
12、兩組所述第一v形支撐板,用于接住所述推包組件上游輸送下來的小盒商標紙捆;
13、所述左擋板、所述右擋板和所述第一v形支撐板被配置為:帶動小盒商標紙捆沿x軸方向往復運動。
14、在一個較佳的實施例中,所述推包組件還包括:第一導桿氣缸和第一直線模組;所述第一導桿氣缸設置兩組,所述第一直線模組設置兩組;
15、所述左擋板與一組所述第一導桿氣缸的推桿相連,所述右擋板與另一組所述第一導桿氣缸的推桿相連;所述左擋板和所述右擋板,分別響應兩組所述第一導桿氣缸沿小盒商標紙捆長度方向相互靠近或相互遠離運動;
16、一組所述第一直線模組連接一組所述第一導桿氣缸,另一組所述第一直線模組連接另一組所述第一導桿氣缸;
17、兩組所述第一直線模組,用于驅動兩組所述第一導桿氣缸沿x軸方向往復運動,從而驅動所述左擋板、所述右擋板和所述第一v形支撐板帶動小盒商標紙捆沿x軸方向往復運動。
18、在一個較佳的實施例中,所述壓緊割紙組件至少包括:壓板,被配置為:沿豎直方向運動;
19、第一吸盤,被配置為:沿x軸方向靠近或者遠離小盒商標紙捆的捆綁帶運動;
20、切割刀片,被配置為:從初始位置出發沿小盒商標紙捆的長度方向運動至終止位置;
21、當所述推包組件將小盒商標紙捆搬運至所述壓緊割紙組件下方時,所述壓板沿豎直向下方向運動,壓緊小盒商標紙捆的捆綁帶的上表面并使得小盒商標紙捆的捆綁帶產生突起;
22、當所述壓板將小盒商標紙捆的上表面壓緊并使得小盒商標紙捆的捆綁帶產生突起后,所述第一吸盤沿x軸方向靠近捆綁帶運動并吸附捆綁帶;
23、當所述第一吸盤吸附捆綁帶后,沿x軸方向遠離捆綁帶運動,使得小盒商標紙捆的捆綁帶的一面被拉緊;
24、當所述第一吸盤將小盒商標紙捆的捆綁帶的一面被拉緊后,所述切割刀片從初始位置出發沿小盒商標紙捆的長度方向運動至終止位置,將小盒商標紙捆的捆綁帶拉緊的一面割斷。
25、在一個較佳的實施例中,所述壓緊割紙組件還包括:第二導桿氣缸,用于驅動所述壓板沿豎直方向運動,壓緊小盒商標紙捆的捆綁帶的上表面并使得小盒商標紙捆的捆綁帶產生突起;
26、氣動滑臺,用于驅動所述第一吸盤沿x軸方向靠近或遠離小盒商標紙捆的捆綁帶運動,使得小盒商標紙捆的捆綁帶的一面被拉緊;
27、無桿氣缸,用于驅動所述切割刀片沿小盒商標紙捆的長度方向運動,將小盒商標紙捆的捆綁帶拉緊的一面割斷。
28、在一個較佳的實施例中,所述扯紙組件包括:第二吸盤;
29、當所述壓緊割紙組件將所述推包組件搬運過來的小盒商標紙捆的捆綁帶割斷后,所述第二吸盤用于吸附所述小盒商標紙捆的捆綁帶的另一面,所述推包組件帶動小盒商標紙沿x軸方向遠離捆綁帶運動,將割斷的捆綁帶和小盒商標紙分離開。
30、在一個較佳的實施例中,所述移載組件包括:夾板和第二v形支撐板;所述夾板設置兩組,所述第二v形支撐板設置兩組;
31、兩組所述夾板被配置為:沿x軸方向相互靠近或者相互遠離運動,用于夾住分離了捆綁帶的小盒商標紙;
32、一組所述第二v形支撐板與一組所述夾板相連,另一組所述第二v形支撐板與另一組所述夾板相連;兩組所述第二v形支撐板,用于接住分離了捆綁帶的小盒商標紙;
33、所述移載組件,將兩組所述夾板夾住并由兩組所述第二v形支撐板接住的分離了捆綁帶的小盒商標紙,從所述推包組件上搬運走。
34、在一個較佳的實施例中,所述移載組件還包括:氣動氣爪、緊湊型電缸第二直線模組,所述氣動氣爪設置兩組;
35、一組所述夾板與一組所述氣動氣爪連接,另一組所述夾板與另一組所述氣動氣爪連接;
36、兩組所述夾板,分別響應兩組所述氣動氣爪沿x軸方向相互靠近或者相互遠離運動;
37、所述緊湊型電缸與兩組所述氣動氣爪連接,用于驅動兩組所述氣動氣爪沿豎直方向運動,帶動兩組所述夾板和兩組所述第二v形支撐板沿豎直方向運動,從而將兩組所述夾板夾住并由兩組所述第二v形支撐板接住的分離了捆綁帶的小盒商標紙,從所述推包組件上搬運走;
38、所述第二直線模組與所述緊湊型電缸連接,用于驅動所述緊湊型電缸沿y軸方向往復運動,帶動兩組所述夾板和兩組所述第二v形支撐板沿y軸方向往復運動,從而將分離了捆綁帶的小盒商標紙沿y軸方向搬運至下游。
39、在一個較佳的實施例中,所述通道組件包括:側板、底板和頂板,
40、所述側板、所述底板和所述頂板圍成存儲通道,用于儲存從小盒商標紙捆上分離下來的捆綁帶。
41、本實用新型上述技術方案,與現有技術相比至少具有如下有益效果:
42、本實用新型提供一種小盒商標紙捆綁帶自動分離的裝置,結構簡單,自動化程度高,減少人工勞動強度,自動完成小盒商標紙捆的捆綁帶的切割、分離,極大的提高了小盒商標紙捆的捆綁帶的分離效率,提高了煙草盒商標紙的生產效率。
43、本實用新型提供一種小盒商標紙捆綁帶自動分離的裝置,裝置運動靈活、可靠,具有簡單緊湊、設計合理,加工和裝配工藝良好的優點,利用氣缸與直線模組的配合動作,實現小盒商標紙捆綁帶的切割及分離,且控制策略簡單易執行。
- 還沒有人留言評論。精彩留言會獲得點贊!